JUKI-RX-7使用说明书.pdf - 第264页
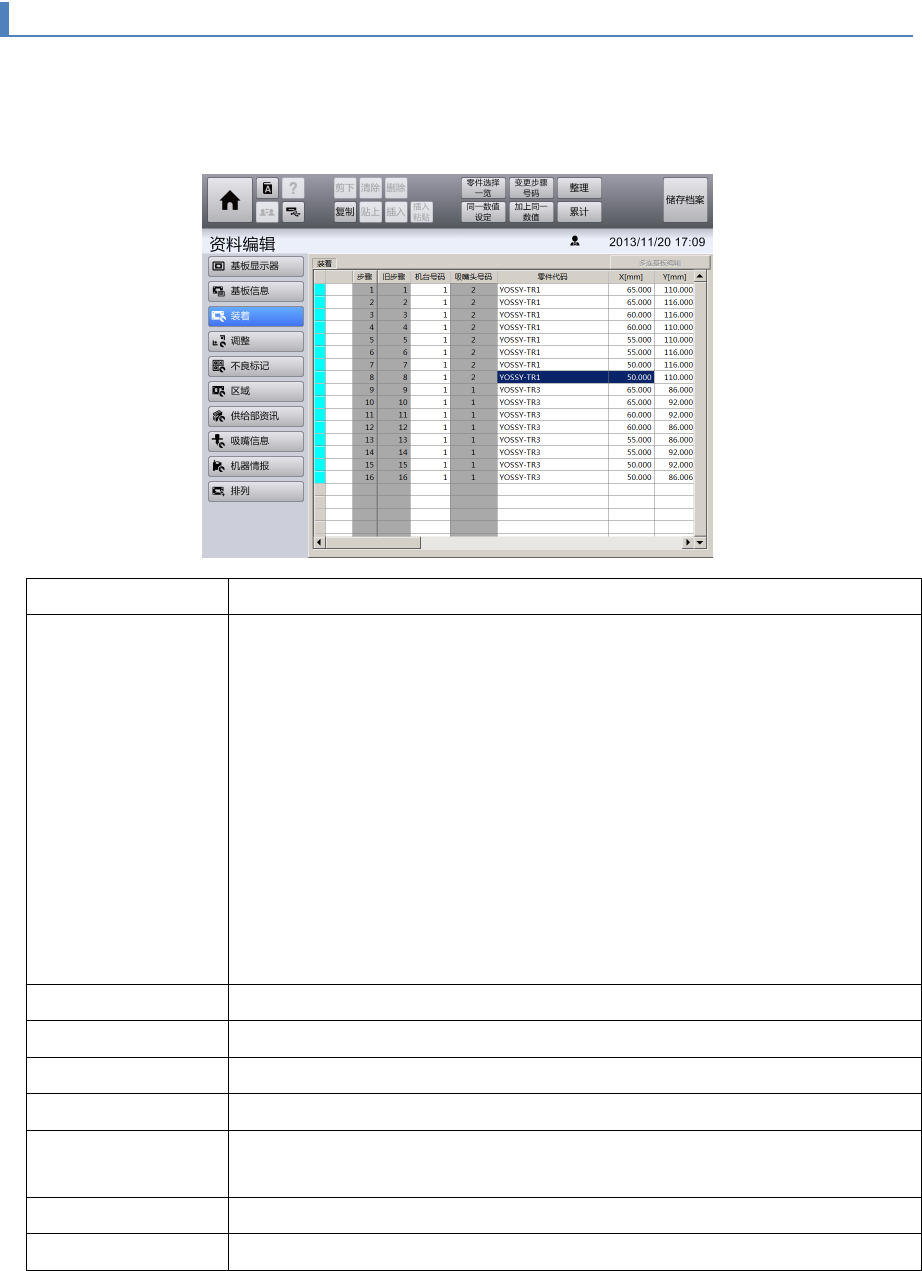
第 4 章 操作篇 4- 11. 数据编辑 4-11-4. 装着画面 显示在文件管理 中打开的机种 数据之基板上零件装 着数据。 可显示各步骤的 零件代码,安 装坐标,供给部,部 件名,吸嘴索 引,吸附顺序,装着 顺序并编辑。 触摸 [数据编辑]菜单画面左 侧的子菜单面 板中的[装着],显 示[装着]画 面。 项目名称 说明 状态 步 骤中有错误时 ,[步骤]左 边的单元格将显示以 下文字。无法 编辑。 • E :零件代码 未在零件资料…
第 4 章 操作篇
4-11.
数据编辑
4
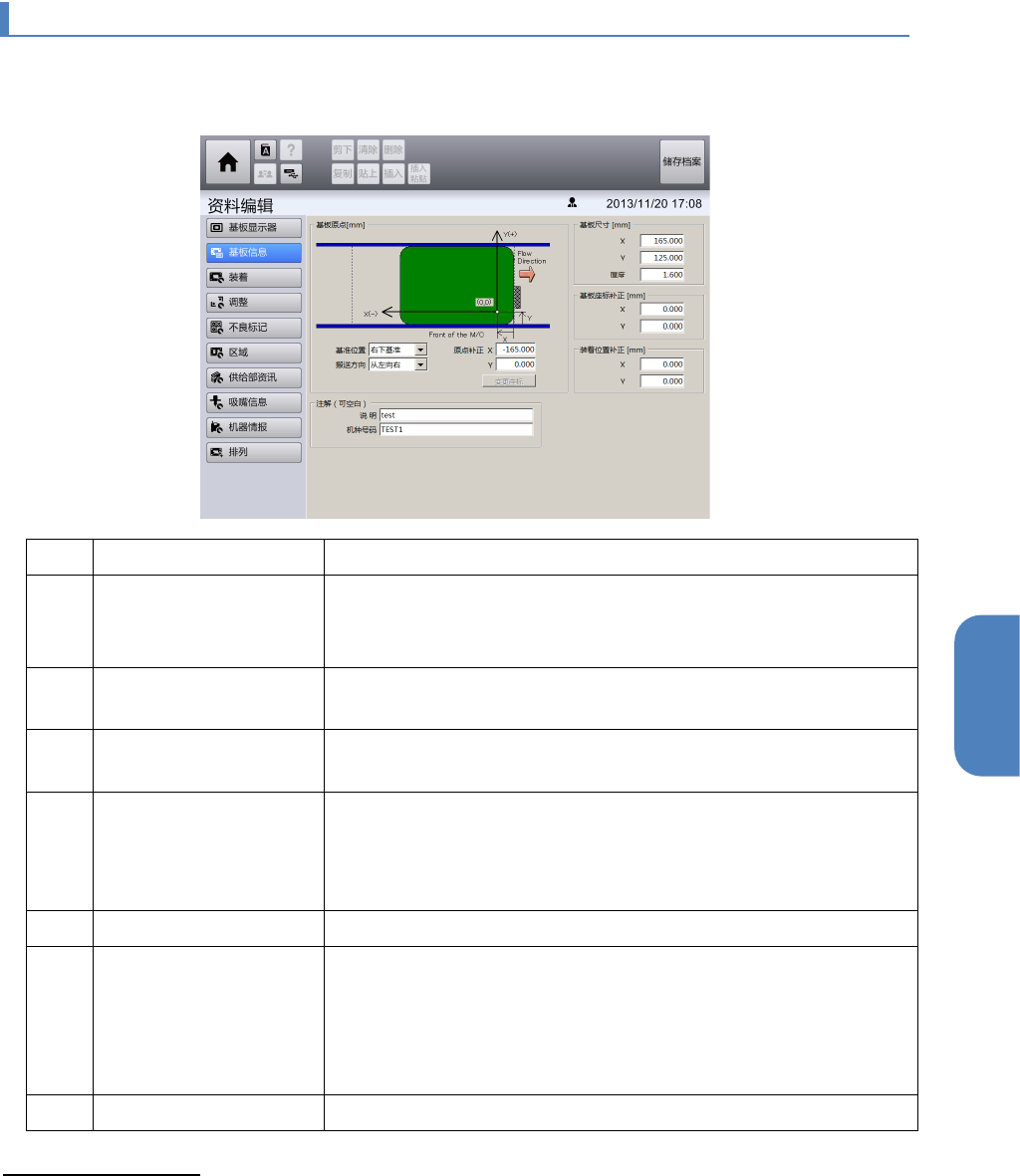
4-11-3. 基板信息编辑
编辑基板的尺寸,名称,坐标等。
触摸[数据编辑]画面左侧的子菜单面板中的[基板信息],显示[基板信息]画面。
记号
名称
说明
(a) 基板尺寸 输入基板的长度[X],宽度[Y]和[厚度]。
基板的长度和宽度可在 0.001 mm~999.999mm 的范围内输入,基
板厚度可在 0mm~999.999mm 的范围内输入。
(b) 基板座标补正
输入对基板尺寸进行微调的 XY 偏移量值。 均可在 -
999.999mm~999.999mm 的范围内输入。
(c) 装着位置补正
输入对所有安装数据的零件安装坐标进行微调的偏移量值。均可
在 -999.999mm~999.999mm 的范围内输入。
(d) 基板原点
从下拉列表中选择,[搬送方向],[停止位置],在 -
999.999mm~999.999mm 的范围内输入原点偏移 XY 的值。
为了将安装数据的安装位置转换为当前的基准位置,触摸[变更
座标],调整基板坐标的偏移量值。
(e) 基板名称 输入基板名称和注释。
(f) 计时器
将基板从基板搬入待机位置搬送到安装位置时,在[基板搬入减
速计时器值]中输入开始减速前的时间。
在[基板搬入待机延时器值]和[基板搬出待机位置延时器值]
中输入各自待机位置上的关闭延迟计时器值。
均可在 0sec~1.000sec 的范围内输入。
(g) 基板条码* 显示基板上设定的条形码位置信息,形状信息并编辑。
基板信息画面的操作
189
第 4 章 操作篇
4-11.
数据编辑
4-11-4. 装着画面
显示在文件管理中打开的机种数据之基板上零件装着数据。
可显示各步骤的零件代码,安装坐标,供给部,部件名,吸嘴索引,吸附顺序,装着顺序并编辑。
触摸[数据编辑]菜单画面左侧的子菜单面板中的[装着],显示[装着]画面。
项目名称
说明
状态 步骤中有错误时,[步骤]左边的单元格将显示以下文字。无法编辑。
•
E:零件代码未在零件资料库中注册。
•
M:零件分配到了无法安装的单元格中。
•
P:设定了 POP (Package on Package),并指定为基础零件。
•
C:设定了 POP,并指定为第 2 层以上的子零件。
•
F:用涂布装置在安装面涂抹涂布材料后进行安装的第 1 层零件
•
MP:设定了 POP,并指定为基础零件。
•
MC:设定了 POP,并指定为第 2 层以上的子零件。
•
MF:用涂布装置在安装面涂抹涂布材料后进行安装的第 1 层零件
[MP],[MC],[MF]为零件分配到了无法安装的单元格中。
步骤 在 0~10,000 的范围内显示与注册数量对应的序列号。
旧步骤 在 0~10,000 的范围内显示排列前的步骤编号
机台号码 在 1~20 的范围内输入零件安装时使用的电子零件安装机的单元格编号。
吸嘴头编号 显示吸附,安装的吸嘴头编号。
零件代码 输入安装零件的零件编号。 还可利用[零件选择一览]对话框追加。
关于[零件选择一览]对话框的详情,请参阅“4-11-1. 共用面板的操作”
X (mm) / Y (mm) 在 -999.999mm~999.999mm 的范围内输入零件安装位置的 XY 坐标。
角度 在 0°~359.999°的范围内输入零件安装时的旋转角度。
190
第 4 章 操作篇
4-11.
数据编辑
4
项目名称
说明
供给位置
在 0~640 的范围内显示零件安装时的供给部位置编号。 [L]表示左侧托
盘,[R]表示右侧托盘。
dX (mm)/ dY (mm)
在 -999.999mm~999.999mm 的范围内输入相对于零件安装坐标的微调用 XY
偏移量值。
d 角度 (deg)
在 -359.999°~359.999° 的范围内输入相对于零件安装角度的微调用角度
偏移量值。
高度补正 在 -999.999mm~999.999mm 的范围内输入零件安装高度调整用补正值。
调整 在 0~500 的范围内输入各步骤中使用的定位标组 ID。
区域 在 0~500 的范围内输入各步骤中使用的区块 ID。
如果是集合板,则在所有步骤的[区域]中输入 1,然后进行排列。
排列完成后,将在[区域]中显示该步骤所属区块的 ID。
要恢复为单板时,重置后在所有步骤的[区域]中输入 0。
不良标记
在 0~500 的范围内输入各步骤中使用的不良标记位置 ID。不使用时输入
0。
跳过
在 0~9 的范围内输入跳过条件。无条件安装各步骤的零件时输入 0,无条
件跳过时输入 7。
其他号码将根据基板信息中[关闭号码]的设定跳过。
恢复完结
如果前一步骤的零件未安装完成也没有问题则输入 0,如果必须完成所有零
件的安装则输入 1。
路径 #
零件吸附,安装这一系列动作称为路径,在 1~1,000 的范围内显示零件的
安装顺序。编号为通常排列。
供给顺序 在 1~12 的范围内显示各步骤所属路径中的吸附顺序。编号为通常排列。
装着顺序 在 1~12 的范围内显示各步骤所属路径中的安装顺序。编号为通常排列。
吸嘴
在 1~18 的范围内显示吸附,安装零件的吸嘴所在的索引编号。编号为通常
排列。
参照 根据需要用键盘输入部件名。
191