NXT 机械手册.pdf - 第167页
QD029-26 5. 基本操作 NXT 机械手册 147 5. 请 按下 OK 按键。 6. 请拆除料盘单元 - L,解除脚轮的锁定,从模组中 慢慢地拉出料盘单元 -L/LT。卸下结束 后,在操作画面上显示出拉出模 组向导。 7. 请拉出模组。 a. 请确认模组前侧是否有障碍物后按下 OK 键。 锁定松开, 模组自动地向前方移动一些。 b. 握住模组的手柄,直到碰到阻停块为止慢 慢地向己方拉出。 8. 在操作面板上显示出拆下支撑板的向…
5. 基本操作 QD029-26
146 NXT 机械手册
21.请安装料盘单元 -L/LT。安装方法请参考 " 5.5 料盘单元 -L 的拆除 / 安装 "" 5.6 料盘
单元 -LT 的拆除 / 安装 "。
22.请按下 OK 按钮,用手动模式拔出。按下 START 按钮后,搬运轨道的宽度移动到与 Job 相
一致。
从单通道生产变更为双通道生产
1. 按下操作面板的 MANUAL 按钮,显示出手动指令。
2. 使用箭头键,选择更换单元示意图,按下 OK 按键。
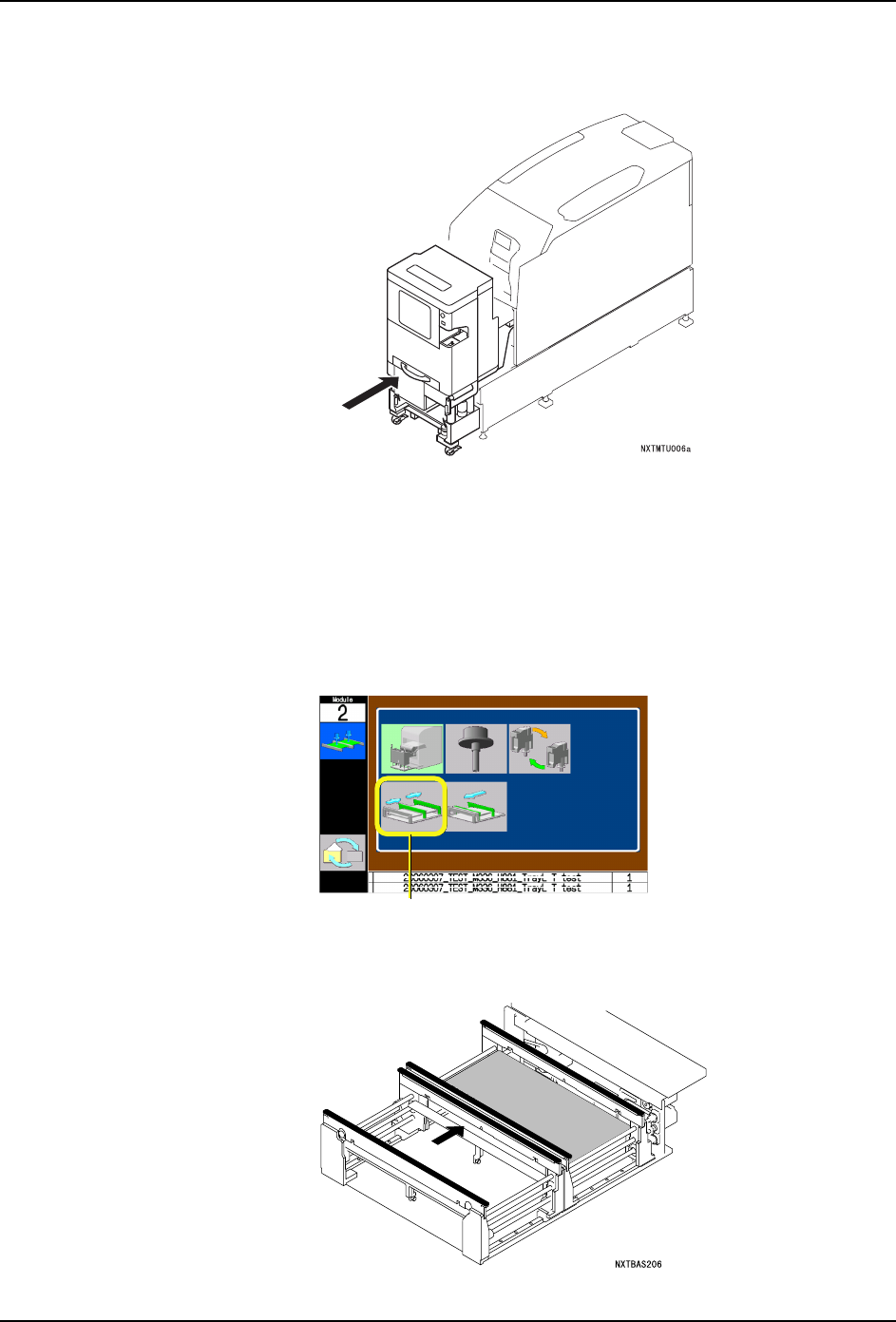
3. 请使用箭头键,选择支撑板更换指令。
4. 请按下 START 按键。将搬运轨道扩大到最大宽度,将贴装头移动到模组的后方。移动贴
装头后,在操作面板上显示出拆下料盘单元 -L/LT 的向导。
6<66
ᤶᬃᩥᵓ
QD029-26 5. 基本操作
NXT 机械手册 147
5. 请按下 OK 按键。
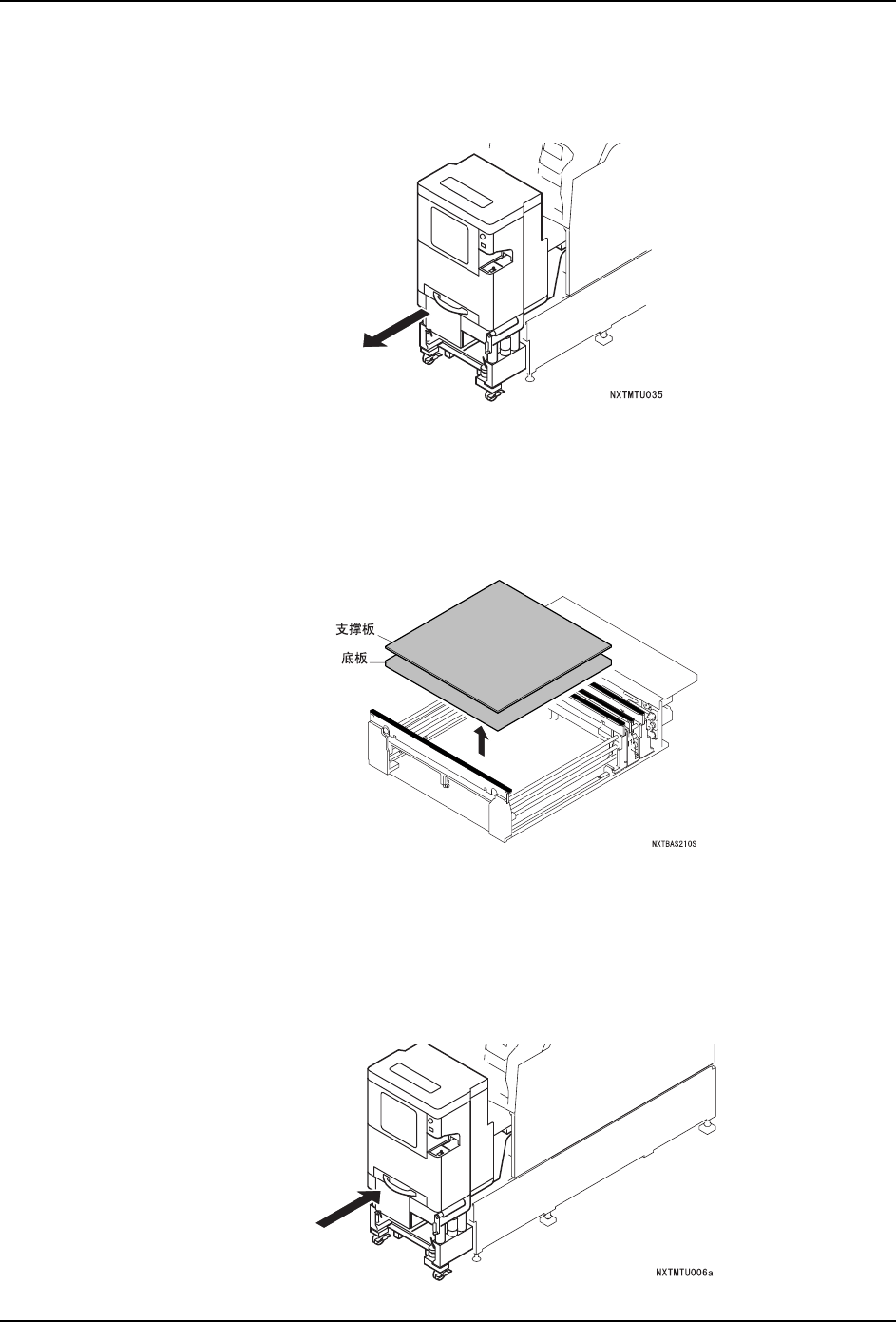
6. 请拆除料盘单元 -L,解除脚轮的锁定,从模组中慢慢地拉出料盘单元 -L/LT。卸下结束
后,在操作画面上显示出拉出模组向导。
7. 请拉出模组。
a. 请确认模组前侧是否有障碍物后按下 OK 键。锁定松开,模组自动地向前方移动一些。
b. 握住模组的手柄,直到碰到阻停块为止慢慢地向己方拉出。
8. 在操作面板上显示出拆下支撑板的向导。请拆下通道 1 侧的支撑板,按下 OK 按键。
9. 请插入模组。
a. 握住模组的手柄,直到碰到阻停块为止慢慢地插入。
b. 模组自动地被拉入后锁定。没有被锁定时,请稍微拉回一些模组后重新压入。
10.请安装料盘单元 -L/LT。安装方法请参考 " 5.5 料盘单元 -L 的拆除 / 安装 "" 5.6 料盘
单元 -LT 的拆除 / 安装 "。
5. 基本操作 QD029-26
148 NXT 机械手册
11.按下 MANUAL 按键。脱离手动模式。
12.指定电路板的最大宽度。
a. 请启动附加软件。
b. 从 「前台监视器」画面选择作为对象的机器的名字。
c. 请直接输入用户 ID 或者从选择框进行指定。
d. 请正确地输入密码,单击 「注册」。
e. 请从菜单选择 「机器功能设定」。显示出设定画面。
f. 请从下拉式菜单中选择 「电路板搬运设定」。
g. 请变更 「指定电路板最大宽度」的指定。
h. 请单击 「传送给机器」。
i. 设定内容向机器传输后,请单击 「关闭」。
j. 因为在变更最大宽度的指定时 Job 被消除,在 NXT 的操作画面上显示为错误。请按下
READY ON 按键。
13.请从 Fuji Flexa 传输双通道生产用的 Job。关于传输方法,请参考 NXT 编程手册。
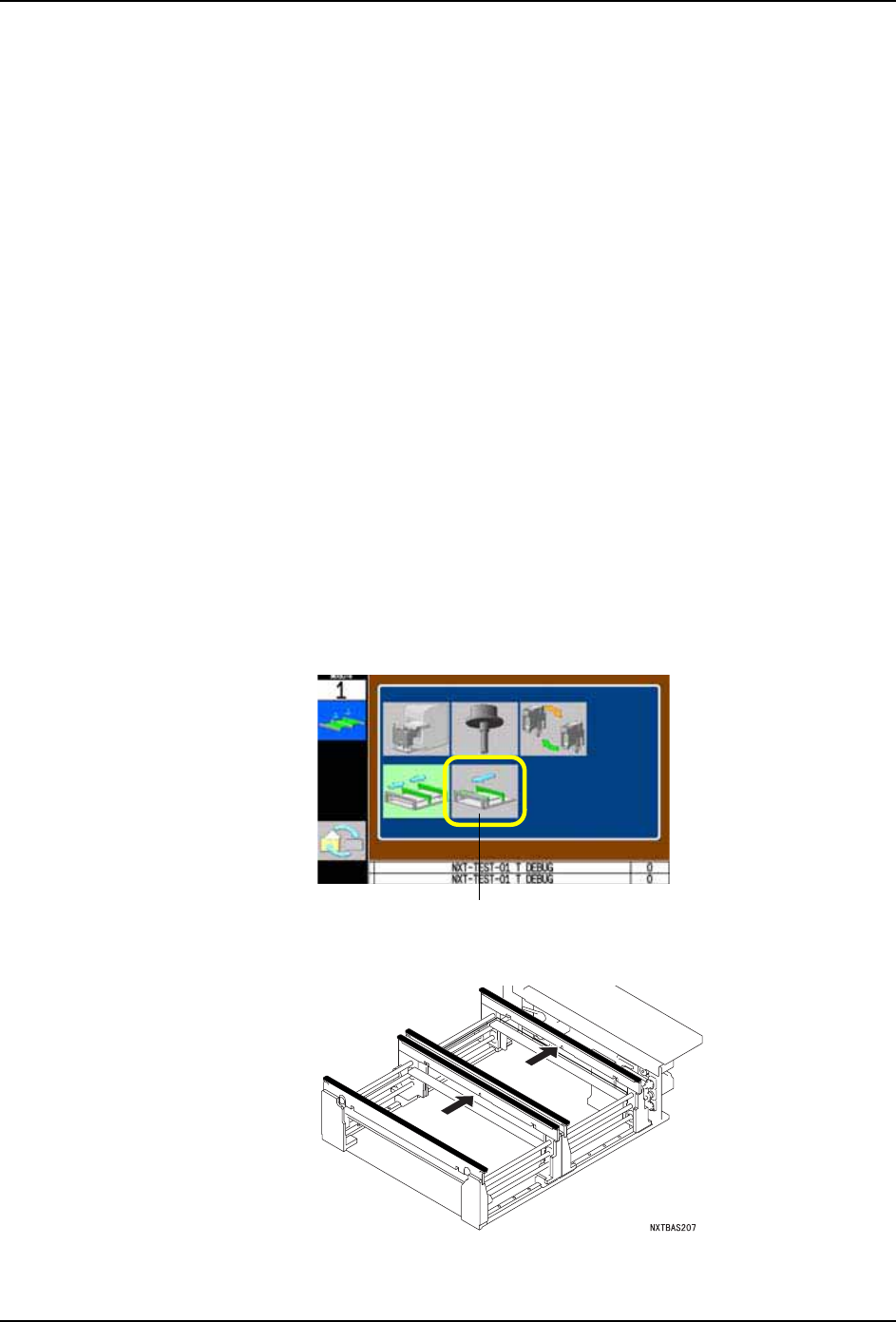
14.请按下操作面板的 MANUAL 按键,显示出手动指令。
15.使用箭头键,选择更换单元示意图,按下 OK 按键。
16.将支撑板稍微向前移动一些后选择更换指令。
17.请按下 START。将搬运轨道扩大到最大宽度,将贴装头移动到模组的后方。移动贴装头
后,在操作面板上显示出拉出料盘单元 -L/LT 的向导。
18.请按下 OK 按键。
6<66
ᬃᩥᵓࠡ䴴