KE-2070_80_80R使用说明书(管理员).pdf - 第117页
操作手册Ⅱ 2-73 2-3-7图像数据 用VCS摄像机输入用于元件定心的信息。 图像定心,即是通过VCS摄像机识别元件的明亮部分(引脚、球形等),进行定心。 另外,通过图像定心还可检测出引脚弯曲、球形变形等不良状况。 为了进行定心、 …
操作手册Ⅱ
2-72
6) 吸取坐标
指定吸取位置的XY和Z坐标。输入供应、位置项目后即可自动计算并显示。另外,需要微调
时,请通过示教进行。
●为了防止人身伤害,示教时切勿将手放入装置内部,也不要将脸和
头靠近装置。
●在尚未进行过供料器支架识别的情况下(返回原点后或支架上升后)
进行示教时,贴片头会横越供给装置的上方。因此请勿将手和脸等
伸入或靠近装置内。
●使用 HMS 时,切勿使激光直接或通过镜面物体反射进入眼内。
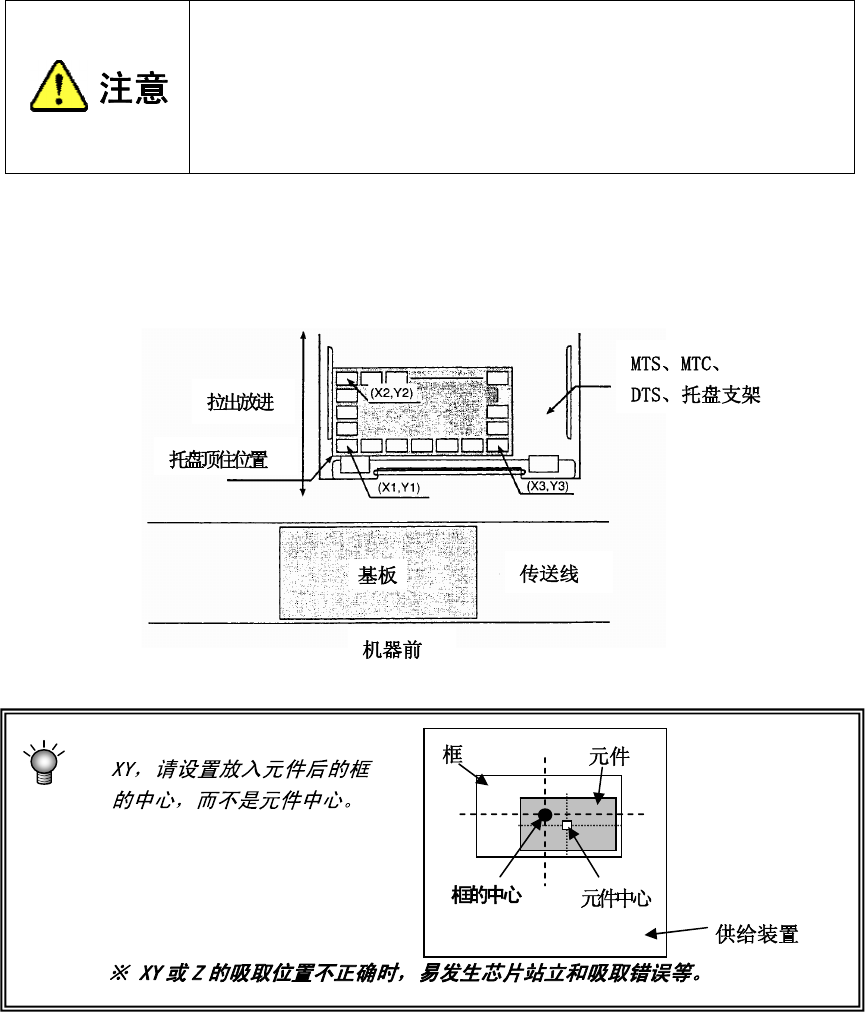
带状供料器·管状供料器·散件供料器只可输入“X1Y1”。托盘,因贴片头要移动到各元件的
位置进行吸取,因此,必须进行 3 处(下图 X1Y1、X2Y2、X3Y3)示教。MTC,因吸取动作是在
MTC 内进行,可不必输入“Z”。
7) 状态
在生产进行时,指定是否使用该元件的供给装置。初始设置为“使用”。变更时,单击[F2]键或鼠标
右键。
有多个元件供给装置(供料器等)时,请指定本次生产使用的供应装置。
只有1个供应装置时,若指定“No”,则会在数据一致性检验时发生错误。另外,有多个供给装
置时,被设置为“No”的供给装置不能执行替代。

操作手册Ⅱ
2-73
2-3-7图像数据
用VCS摄像机输入用于元件定心的信息。
图像定心,即是通过VCS摄像机识别元件的明亮部分(引脚、球形等),进行定心。
另外,通过图像定心还可检测出引脚弯曲、球形变形等不良状况。
为了进行定心、检测不良状况,必须在图像数据中输入引脚、球形等尺寸,及设置不良状况
的检测级别等。
2-3-7-1图像数据画面显示
显示图像数据后,先打开列表画面。从列表画面可看到图像数据的一览,还可进行编辑。
双击元件名或单击画面左侧的“表格”标签,则打开下面的表格画面。
表格画面因元件种类而异。
操作手册Ⅱ
2-74
2-3-7-2设置项目
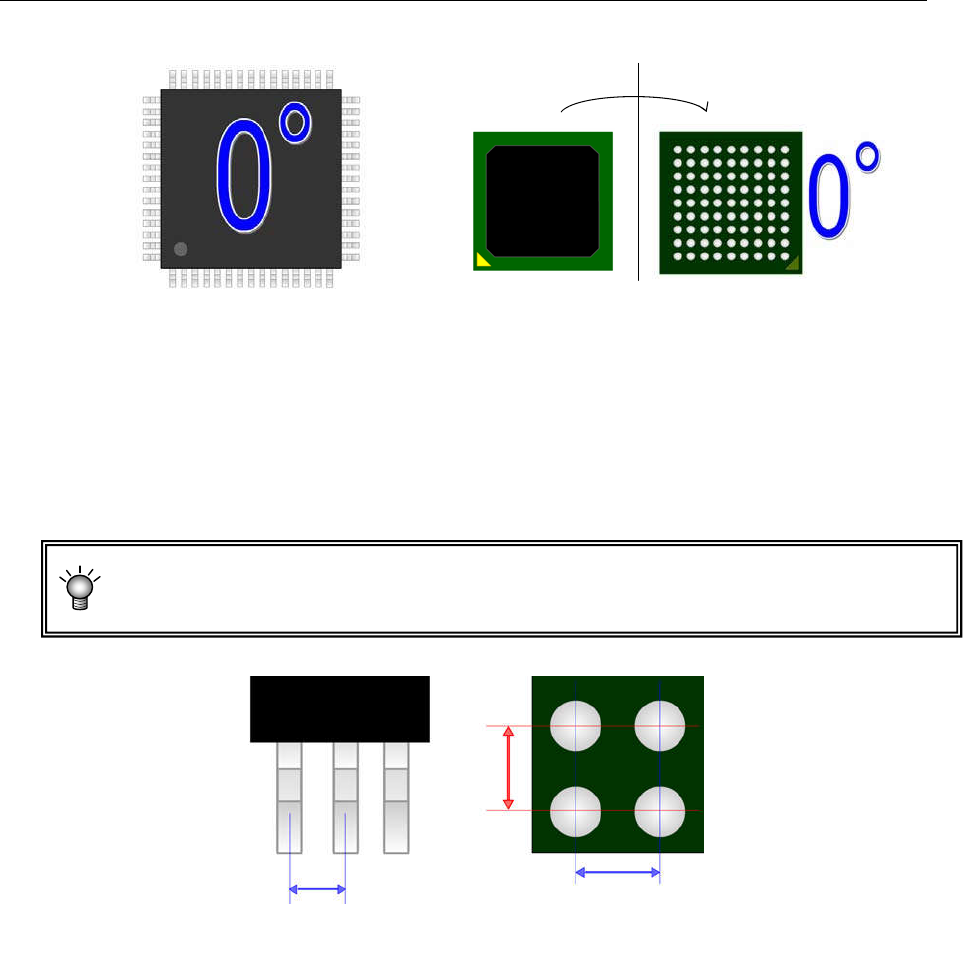
QFP、连接器等的引脚元件采用俯视图,BGA等球面元件采用仰视图来制作。
<QFP(俯视图)> <BGA>
1)“元件名”、“元件种类”、“元件尺寸(横、纵)”
显示“元件数据”中已输入的值。变更时,请用“元件数据”进行。
2)间距(X、Y)
输入引脚间或球面间(从引脚或球面中心到下一个引脚或球面中心)的距离。
请正确输入“间距”值。“外形尺寸”、“引脚长度”等虽然有一定的盈余,但对于“间距”
来说,即使有 10
µ
m(0.01mm)的误差也可能会发生识别错误。
俯视图
仰视图
引脚间距
球间距