KE-2070_80_80R使用说明书(管理员).pdf - 第397页
操作手册Ⅱ 6-1 第 6 章操作故障的排除方法 本章以操作方法为中心,对设备使用中可能发生的问题及相应的措施进行说明。 以下将按照故障发生可能性的大小,来进行说明,请按照编号进行处理。 6…
操作手册Ⅱ
5-40
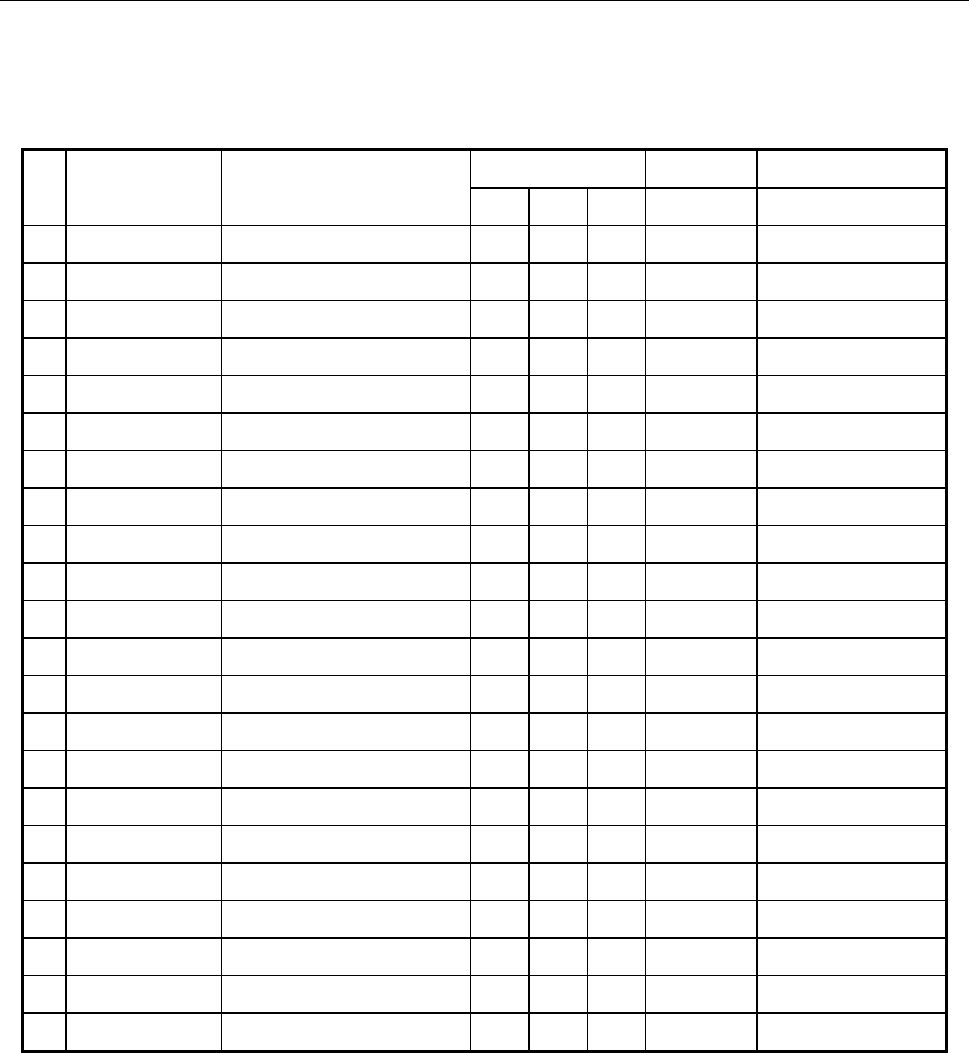
5-7推荐定期更换用的零部件
除消耗品之外,因磨损、劣化等原因,必须定期更换的零部件列表如下。
不论本表标示与否,所有的空气机器中,凡是气中混入油、水分时,必须进行更换。
更换方法,请询问本公司售后服务部门或代理店。
个数 部位 更换标准
No
货 号
品名
2070 2080 2080R
1 40050034 喷射器70 组 1 - - 贴片头 2 年
2 40050035 喷射器 80 组 - 1 1 贴片头 2 年
3 40046642 磁尺电位计游标 4 4 4 XY 6,600 小时
4 40058384 Y裸电缆组 1 1 1 Y 3 年
5 40058385 XY 裸电缆组 1 1 1 XY 3 年
6 40080206 LA 激光裸电缆组 - - 1 XY 3 年
7 40046022 Y普拉轨道 1 1 1 Y 3 年
8 40046023 X 普拉轨道 1 1 1 X 3 年
9 40044517 1394 机械手电缆组 1 1 1 XY 3 年
10 40044543 光纤维电缆 7M 1 1 1 XY 3 年
11 PF901002000 过滤器组件 A(后段) 1 1 1 盖 2 年
12 PF901006000 过滤器组件 B(前段) 1 1 1 盖 2 年
13 PF901007000 过滤器组件 1 1 1 盖 2 年
14 40001471 气簧(GasSpring)A 2 2 2 盖 开关动作10,000次
15 40001454 气簧(GasSpring)B 2 2 2 盖 开关动作10,000次
16 E9649729000 HOD组. 1 1 1 其他 500,000 次
17 E9662729000 HOD组.(EN 用) 1 1 1 其他 500,000 次
18 E9619729000 FDD(选项) 1 1 1 其他 30,000 小时
19 40053302 SSD 组(硅盘) 1 1 1 其他 20,000 小时
20 40053303 HDD 组(硬盘) 1 1 1 其他 20,000 小时
21 40025669 LCD监视器 1 1 1 其他 2 年
22 40028131 LCD监视器(共面性用) - 1 1 其他 2 年
・
1 年=6,600 小时(22 小时/1 天×300 天/年)
操作手册Ⅱ
6-1
第 6 章操作故障的排除方法
本章以操作方法为中心,对设备使用中可能发生的问题及相应的措施进行说明。
以下将按照故障发生可能性的大小,来进行说明,请按照编号进行处理。
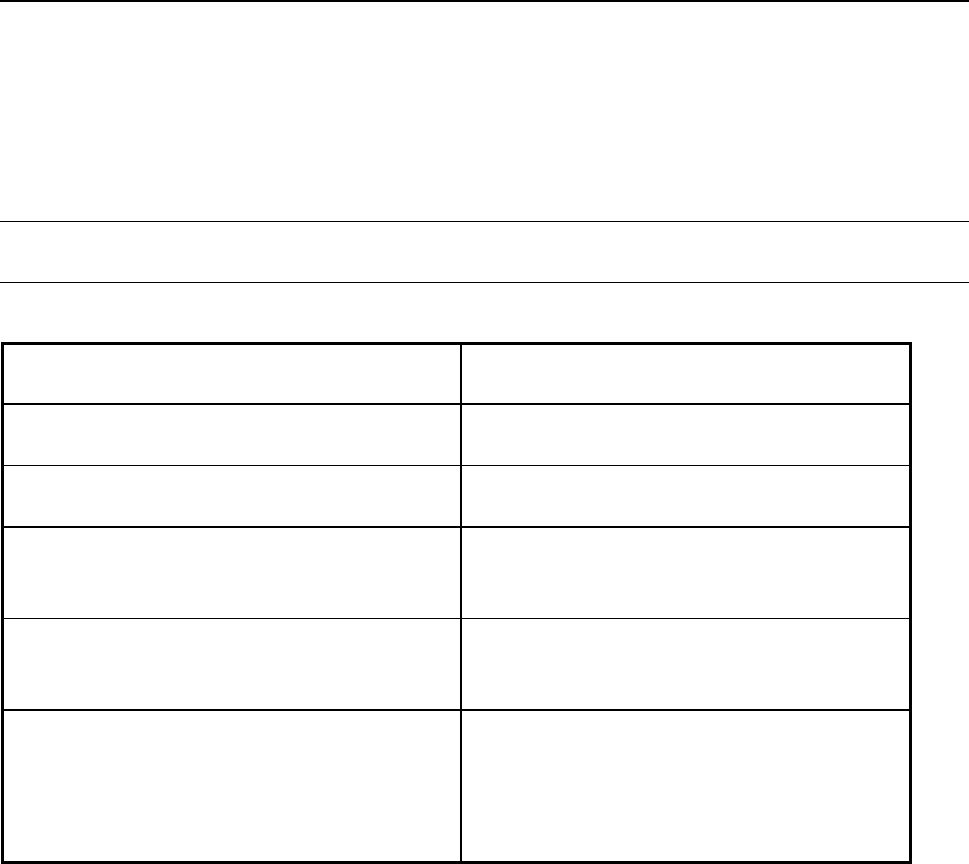
6-1贴片偏移
6-1-1整个基板发生贴片偏移(每个基板都反复出现)
原因 措施
①“贴片数据”的 X、Y 坐标输入错误。
①重新设定“贴片数据”(确认 CAD 坐标或重新
示教等)。
②BOC 标记位置偏移或脏污。
尤其是脏污时,极其容易导致贴片偏移。
②确认并重新设定 BOC 标记。
加强管理,以防弄脏 BOC 标记。
③制作数据时,在未实施 BOC 校准的状态下,对
贴片坐标进行示教。
③制作好“基板数据”后,务必执行“BOC 校
准”,然后再对“贴片数据”进行示教。(参
见第 2-5-4-4-1 章标记系:BOC)。
④尽管 BOC 采用 CAD 坐标,但仍用基板数据对
BOC 标记进行示教。
④使用 CAD 坐标时,切勿进行 BOC 标记示教。
已对 BOC 标记进行示教时,就必须对所有贴
片坐标重新示教。
⑤使用 CAD 数据时,CAD 数据的贴片坐标,或 BOC
标记的坐标有错误。
⑤确认 CAD 数据,有错误时,要重新对全部贴
片数据进行示教。其中,整体偏向固定方向
时,可移动基板数据的 BOC 坐标(例:在 X
方向偏移“0.1mm”时,所有 BOC 标记的 X
坐标都加上“0.1mm”)以校正偏移。
操作手册Ⅱ
6-2
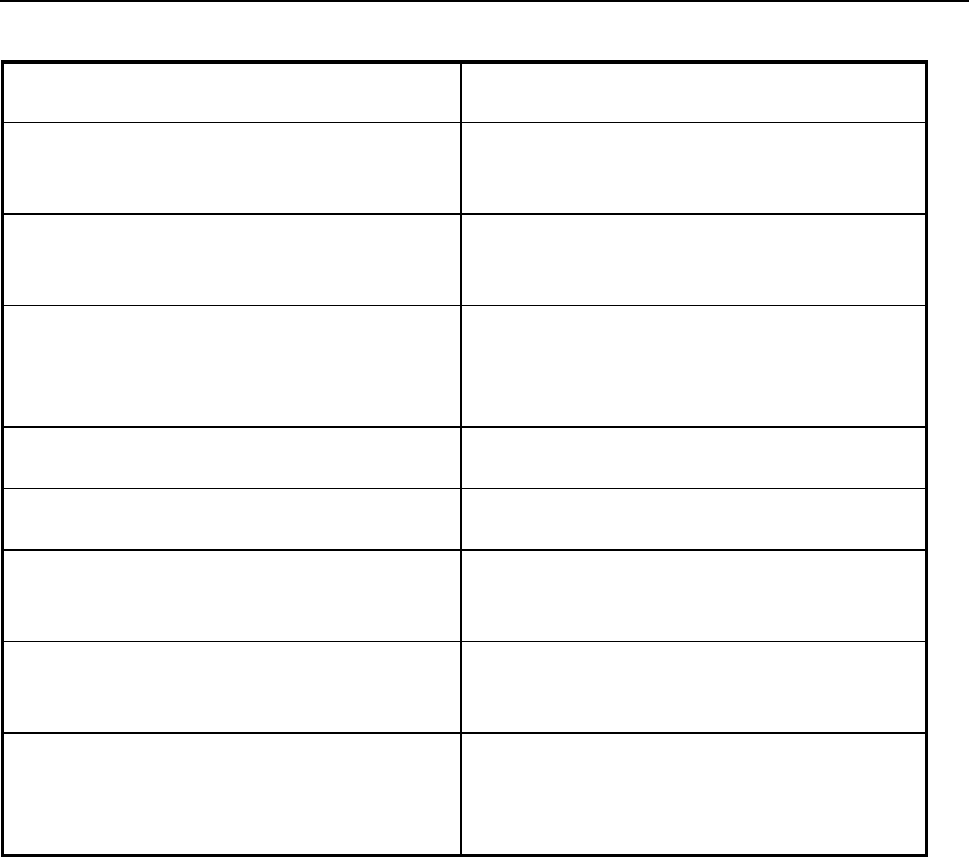
6-1-2整个基板的贴片不齐(每个基板的偏移方式各不相同)
原因 措施
①未使用 BOC 标记。
在这种情况下,各基板的贴片精度有不统一
倾向。
①使用 BOC 标记。在基板上不存在 BOC 标记时,
使用模板匹配功能(参见第 2-5-2-3-2 章)。
②BOC 标记脏污。
在这种情况下,各基板的贴片精度也有不统
一倾向。
②清扫 BOC 标记。
另外,采取适当措施以免弄脏 BOC 标记。
③“基板数据”的“基板厚度”输入错误。在这
种情况下,上下方向出现松动,基板在生产过
程中向 XYZ 方向移动。另外,贴片元件在 Z
轴下降中途脱落。
③确认并修正“基板数据”的“基板高度”与“基
板厚度”。
(参见第 2-3-3-2-2 章的 No6)、No7))
④支撑销设置不良。在薄基板或大型基板时,易
发生贴片偏移。
④重新设置支撑销。尤其贴片精度要求高的元件
下面要着重设置。
⑤基准销与基板定位孔之间的间隙过大,基板因
生产过程中的振动而产生移动。
⑤使用与基板定位孔一致的基准销,或者将定位
方法改变为“外形基准”。
⑥由于支撑台下降速度快,基板加紧解除时已完
成贴片的元件产生移动。
⑥在“机器设置”的“设置组”/“基板传送”
中,将“下降加速度”设定为“中”或“低”。
(参见 4-4-4-12 章)
⑦基板表面平度差。
⑦重新考虑基板本身。
另外,通过调整支撑销配置,有时会有一些
效果。
⑧贴片头部的过滤器或空气软管堵塞。在这种情
况下,贴片过程中出现真空破坏时,残余真空
压力将元件吸上来。
⑧实施“自动校准”的“设定组”/“真空校准”。
(参见 4-6-2-5 章)
没有改善时,更换贴片头部的过滤器或空气
软管。