KE-2070_80_80R使用说明书(管理员).pdf - 第231页
操作手册 II 3-14 3-3生产管理信息 当生产模式为基板生产时, 生产管理信息将被保存。 在本项中, 可查看生产中被保存的生产管理 信息。 3-3-1生产管理信息 1) 生产管理信息的收集条件 ①生产模式为基板生产且对所有贴片点进行…
操作手册 II
3-13
3-2-3-4中断
结束预定数量的生产后,生产将中断,并返回生产条件画面。信号灯变为3色同时点亮,表示预
定数量的生产已结束。
如果想在未达到预定数量时中断生产,请按下<STOP>开关进入暂停状态,然后再次按下<STOP>
开关。此时显示如下的确认画面。单击“确认”后,生产将被中断。
单击“确
认
”后,将进行吸嘴交换动作。为了避免人身伤害,在运行过
程中切勿将手放入装置内部,也不要将脸和头部靠近装置。
3-2-3-5退出生产
在菜单栏中选择“文件”/“退出”,单击画面右上角的
。
显示如下信息。
请在选择是否保存生产程序(含生产管理信息)后,单击“确认”。
生产画面结束,显示主画面。
操作手册 II
3-14
3-3生产管理信息
当生产模式为基板生产时,生产管理信息将被保存。在本项中,可查看生产中被保存的生产管理
信息。
3-3-1生产管理信息
1) 生产管理信息的收集条件
①生产模式为基板生产且对所有贴片点进行贴片
②只要进行过一次收集后,下一次生产开始时,将以上一次收集的数据为基础进行追加收集。
若要收集新的数据,需清除上一次的数据。
2) 生产管理信息画面
从菜单栏中单击“窗口”/“生产管理信息”,选择要参照的生产管理信息。
3) 内容
NO 项目 内容□
1 生产基板数量 最近一次清除生产管理信息后所生产的基板数量。(仅指成品)
2 生产数量(电路)
已生产的电路数。(实际数量×电路数
-
坏板标记检测次数)
3 生产开始时刻 最近一次清除生产管理信息后,重新开始生产的日期与时间。
4 结束生产时刻 使用该生产程序进行生产、最后结束的日期和时间。
5 运转时间
从生产开始到退出生产之间,除去停止时间、等待基板传送时间的时间总和。
(不包含临时停止时间)
操作手册 II
3-15
6 等待基板搬进时间 是指从释放基板、到搬入传感器变为 ON 之间的时间总和。
但释放基板时搬出传送带(搬出缓冲,下同)上有基板时,应视为基板的搬
出等待时间。释放基板时搬出传送带上没有基板、而搬入传感器或等待传感
器已处于 ON 状态时,不算入搬入等待时间内。搬入等待状态中临时停止的时
间也不包括在内。
7 等待基板搬出时间 释放基板时,当搬出传感器进入 On(搬出的传送带上有基板)的情况下,从释
放基板、到搬出传感器变为 Off(搬出传送带上的基板搬出)为止时间总和。
当释放基板时,搬出的传送带没有基板时,不算入搬出等待时间里。
最后一块基板与搬出传感器的 On/Off 无关,需算入从释放基板到传送动作结
束为止的时间。但,不包括搬出等待状态中的临时停止时间。
8 等待基板传送时间
从基板传送动作开始到动作结束的时间总和。
但不包括传送动作中临时停止的时间。
9 停止时间合计 从生产开始到退出生产,因发生暂停、紧急停止而无法进行生产的时间总和。
【中途停止时间】=【故障停止时间】+【元件用尽停止时间】
10
保养时间 用户要求(停止开关)临时停止所导致的机器停止的时间总和。因保护元件而
实施的临时停止及周期停止也作为用户要求算入维护保养时间。
11
机器故障停止时间 因选中“操作选项”→“发生错误时临时停止”所产生的临时停止、在无法
继续生产的状态(IC 回收带装满等)下的临时停止以及非同步(台架下降等)
所造成的临时停止所引起的机器停止时间的总和。但如果临时停止的原因为
“元件用尽”,则应算入“元件用尽停止时间”中。
12
无元件停止时间 元件用尽临时停止与重试列表临时停止所导致的机器停止的时间总和。
13
停机时间 维护保养时间、故障停止时间、元件用尽停止时间的总计。
14
吸取率(%) (吸取成功次数/(吸取成功次数+吸取错误次数))×100
15
贴片率(%) (贴片成功次数/(吸取成功次数+吸取错误次数))×100
16
重试率(%) 100-吸取率
17
总吸取数 吸取成功元件的总数
18
总贴片数 贴片成功元件的总数
19
查出坏板标记次数 检测出坏板标记电路数和区域坏板标记检出数的总数
20
识别 BOC 标记错误次
数
BOC 标记识别错误的次数
21
识 别基 准 领 域标 记
出错次数
区域基准标记识别错误的次数
22
无元件停止次数 元件用尽后停止的次数。
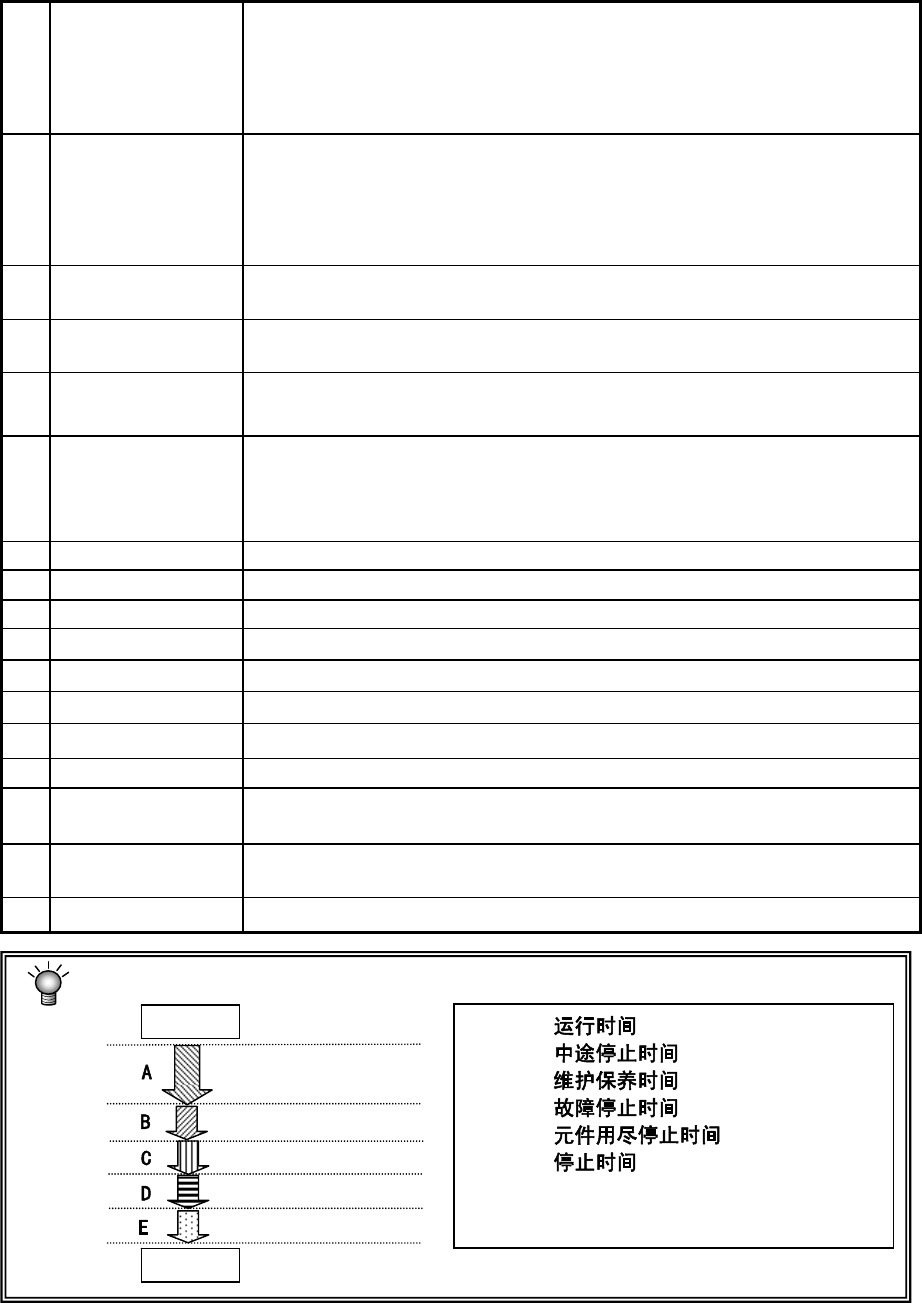
生产开始到结束的阶段区分及主要定义如下:
→ A
→ C+D+E
→ B
→ C+D
→ E
→ B+C+D+E
生产(含传送时间)
生产开始
结束生产
临时停止按钮
ON
异常停止按钮
ON
错误发生
(识别错误等)
元件用尽