KE-2070_80_80R使用说明书(管理员).pdf - 第290页
操作手册Ⅱ 4-45 设置执行不间断运行功能。 6 不间断运行 不间断运行功能为有效。 · 程序编集中,如果前后对称地设置送料器,则可执 行不间断运行。 不间断运行功能为有效时,可设置交 替功能。 设置不间断运行时执行交替生产模式 功能。 7 交替 交替生产模式有效。 设置执行 MTC 不间断运行功能。 (本项功能仅在机器设置时 把使用单元 MTC 选 择 “TR6D” 时有效。 ) 8 …
操作手册Ⅱ
4-44
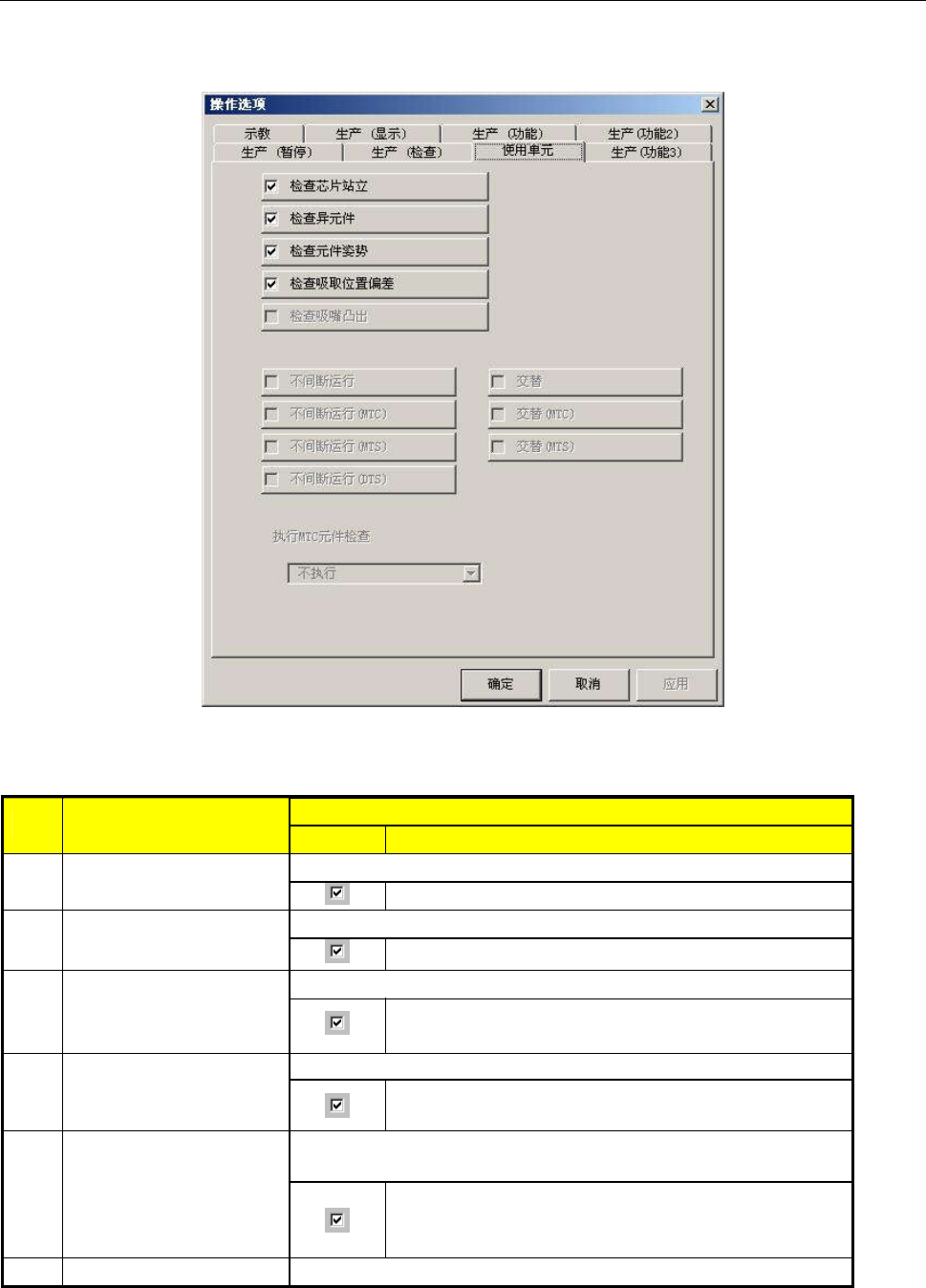
4-2-2-7设置使用单元选项
在“元件数据”中,对各种元件逐一设置检查芯片站立、检查异元件。
在该画面上,进行最根本的设置。
在此取消选择后,即使在“元件数据”中选择也将无效。
内容
序号 项目
状态 运行及详细内容
设置执行元件数据的“芯片站立”检查。
1 检查芯片站立
元件数据的“芯片站立”有效。
设置元件数据的“检查异类元件功能”。
2 检查异元件
元件数据的“异元件判定”有效。
设置执行元件姿势检查功能。3 检查元件姿势
对元件数据的短边和长边的比率与测量结果的比率进
行比较,差值未控制在一定范围时,为元件状态错误。
设置执行检查吸取位置偏离功能。
4
检查吸取位置偏差
吸取元件后,通过激光识别、或根据图像识别结果,判
定取位置偏离吸嘴中心的数值。
设置执行检查吸嘴突出功能。
5
检查吸嘴突出
检查吸嘴突出功能有效。吸取元件时,如果吸嘴偏离出
元件,则被视为吸取偏移错误。
不间断运行 设置执行不间断运行功能。
操作手册Ⅱ
4-45
设置执行不间断运行功能。
6
不间断运行
不间断运行功能为有效。
·程序编集中,如果前后对称地设置送料器,则可执
行不间断运行。
不间断运行功能为有效时,可设置交替功能。
设置不间断运行时执行交替生产模式功能。7 交替
交替生产模式有效。
设置执行 MTC 不间断运行功能。
(本项功能仅在机器设置时把使用单元 MTC 选择“TR6D”时有效。)
8
不间断运行(MTC)
不间断运行功能有效。
不间断运行(MTC)功能有效时,可设置交替(MTC)功能。
设置执行 MTC 不间断运行时交替生产模式功能。
9
交替(MTC)
MTC 交替生产模式有效。
设置执行 MTS 不间断运行功能。
(本项功能仅在机器设置时把使用单元中 MTS 选择“TR5D”时有效。)
10 不间断运行(MTS)
不间断运行功能有效。
不间断运行(MTS)功能为有效时,可以设置。
设置执行 MTS 不间断运行时的备用生产模式功能。
11 交替(MTS)
MTS 交替生产模式有效。
设置执行 DTS 不间断运行功能。
(仅机器设置的使用单元中 DTS 设置为“使用”时本项目有效。)
12 不间断运行(DTS)
不间断运行功能有效。
●自动补充 DTS 元件数
※用不间断模式进行生产时,按下<SUPPLY>键
进行元件补充,再次按下<SUPPLY>键解除元
件补充模式时,使元件补充侧的层元件数为
自动补满状态。
13
执行 MTC 元件检查
设置 MTC 元件吸取时的元件检查。(“a”为默认值)
a.不进行: 不进行元件检查。
b.文件读取: 生产程序文件变更时,进行元件检查。
c.元件补充: 按下 MTC 的<SUPPLY>键,元件补充结束时,
进行元件检查。
·选择“文件读取”或“元件补充”,吸取已补满的 MTC 托盘
的元件时,由 MTC 内的 HMS 检查托盘上是否有元件,并从有
元件的位置开始吸取。
·如选择“不进行”时,则补满后,必定从托盘的元件前沿位
置开始吸取。
·本项目仅在机器设置的使用单元中 MTC 选择为“TR6D”时
有效。
操作手册Ⅱ
4-46
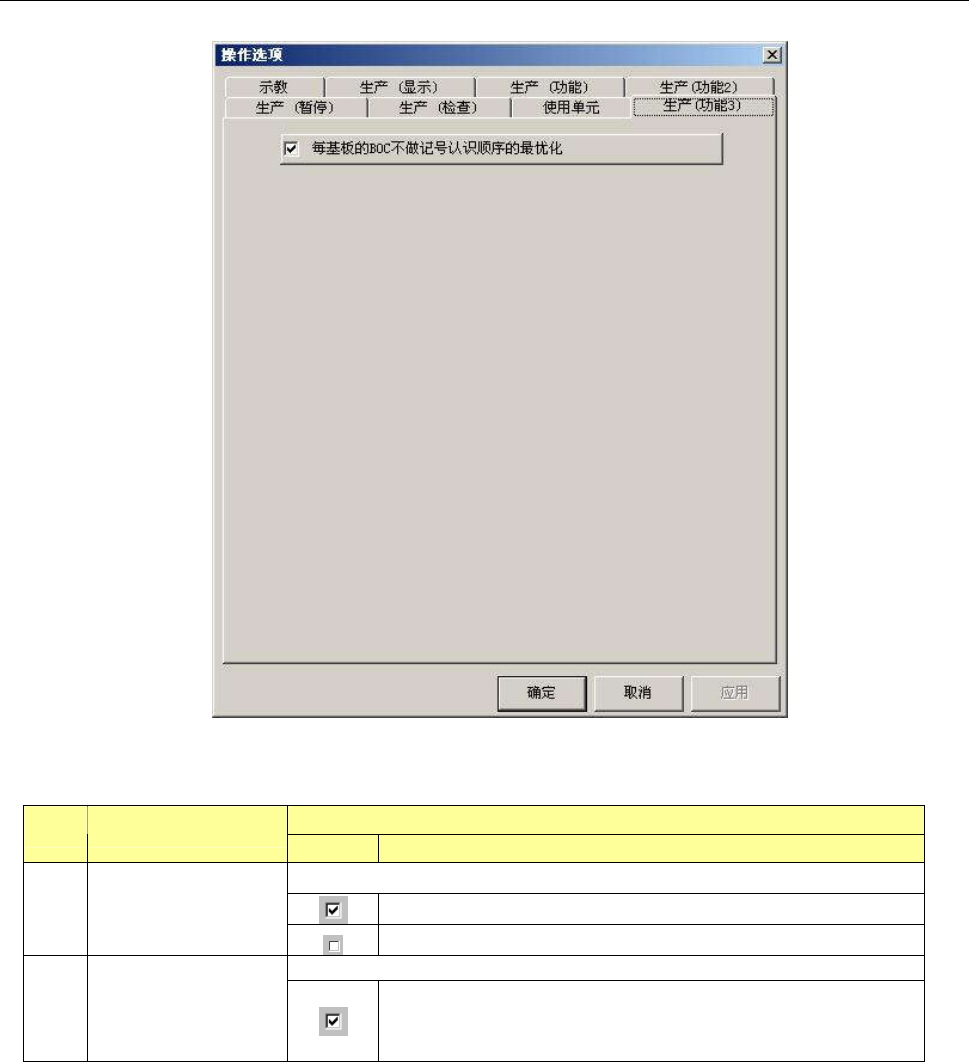
4-2-2-8产的功能 3 选项的设置
设置生产时的操作。
内容
No. 项目
状态 动作及详细内容
生产时,变更识别 BOC 标记的顺序。
不进行每个基板的 BOC 标记识别顺序优化
1
每基板的 BOC 不做记
号认识顺序的最优化
进行每个基板的 BOC 标记识别顺序优化
设置元件剩余数管理。
2
实施元件剩余数量管
理
预计下次基板生产时,某一电路会发生元件用完,则停止生产。
暂停的时间段,定为在夹紧基板完成之后。