YSP_Users_E.pdf - 第274页
E-12 Printing guide 4. Causes of troubles predicted from symptoms (Appendix) The following describes the relationship between the print trouble symptom and the conditions that may be the cause of the trouble. 4.1 Positio…
E-11
Printing guide
3.6.2 Board separation distance
n
Function
This parameter sets a movement distance during the board separation operation.
n
Setting range and initial value
This parameter can be set in a range of 0.001 to 7.000mm.
The initial value is 2.000mm.
n
Setting procedures
Set this parameter by taking the mask thickness and/or warpage into consideration.
If this distance is too long, the tact becomes slow. Conversely, if the distance is too short, a trouble occurs, such as
board sticking to or removing from the backside of the mask.
3.7 Cleaning
3.7.1 Cleaning interval
n
Function
This parameter determines a cleaning interval.
n
Setting range and initial value
This parameter can be set in a range of 0 to 9999 boards. When this parameter is set at “0”, the cleaning is not operated.
The initial value is 10 boards.
It is also possible to combine the dry cleaning with the wet cleaning.
n
Setting procedures
If this cleaning interval is too long, solder spread or solder bridge occurs. If the cleaning interval is too short, this may
adversely affect the tact.
n
NOTE
You can also perform the cleaning with the time interval control (1 to 9999 min.) setting on the [Cleaner] tab screen.
Additionally, you can also use a combination of the board count control and the time interval control for the cleaning
operation.
3.7.2 Cleaning repeat
n
Function
This parameter determines the number of cleaning reciprocating cycles per cleaning operation.
n
Setting range and initial value
This parameter can be set in a range of 1 to 9 cycles.
The initial value is 1 cycle.
n
Setting procedures
Increase the number of repetition cycles if you want to further clean the backside of the mask.
3.7.3 Cleaning speed
n
Function
This parameter sets a speed at which the cleaner wipes away solder adhering to the backside of the mask.
n
Setting range and initial value
This parameter can be set in a range of 1 to 225mm/sec.
The initial value is 22mm/sec.
n
Setting procedures
If this speed is too fast, the solder at the mask apertures cannot be wiped away. Conversely, if this speed is too slow, this
may adversely affect the tact.
To further clean the mask apertures, slow down the speed.
E-12
Printing guide
4.
Causes of troubles predicted from symptoms (Appendix)
The following describes the relationship between the print trouble symptom and the conditions that may be
the cause of the trouble.
4.1 Positional deviation
n
Edge clamp pressure setting
• The board deviates after completion of the recognition since the edge clamp set pressure is weak.
• The board is recognized in the warpage status since the edge clamp set pressure is strong.
n
Incorrect mark position coordinates
The position is not corrected precisely since proper numeric values are not input to the mark position coordinates.
n
Alignment offsets X, Y, and R
If a variation in deviation by board is large, all variations in deviation cannot be corrected by set offset values.
4.2 Blur
n
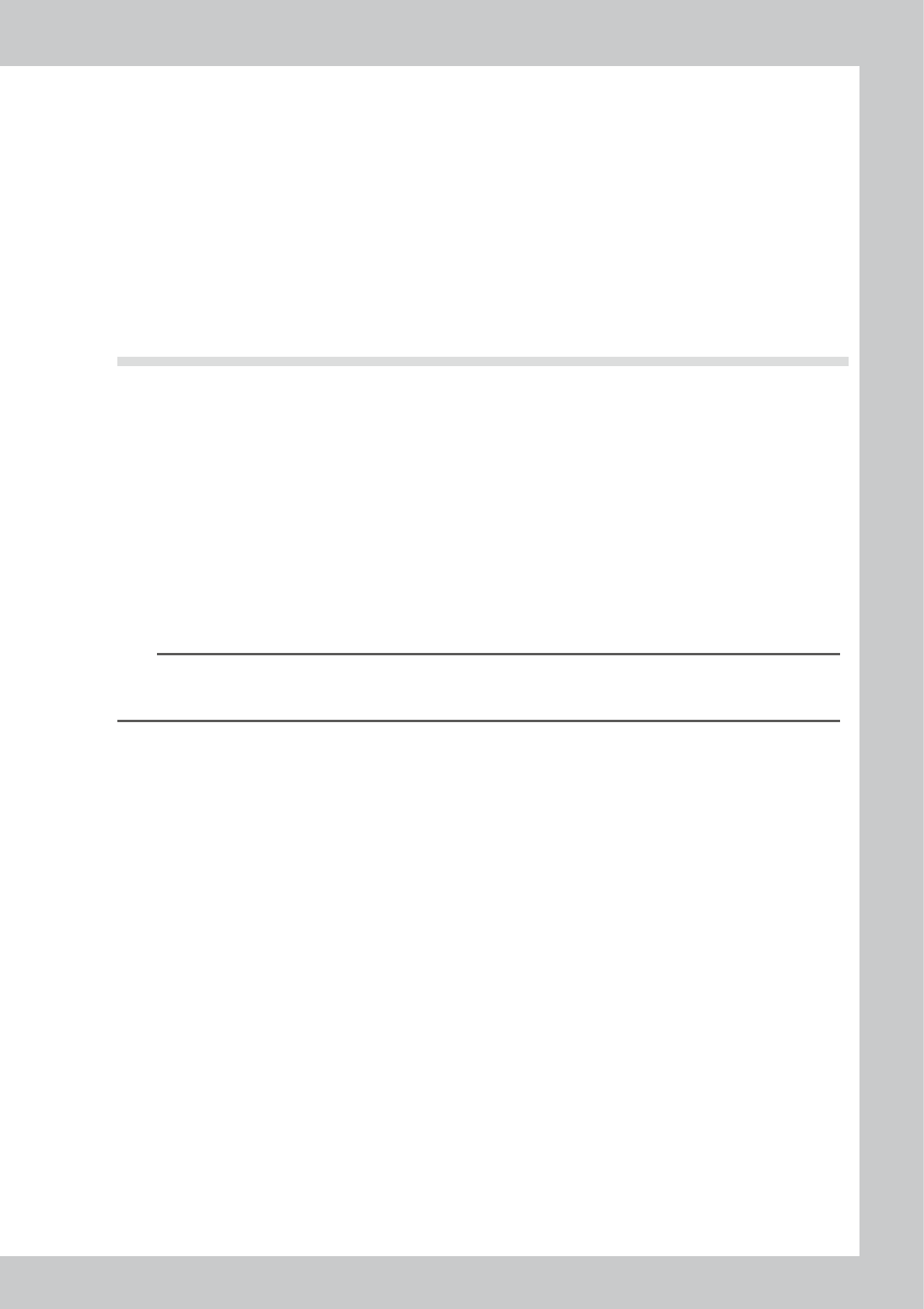
Squeegee pressure (For urethane squeegee)
The squeegee pressure level is too high to the set squeegee speed and attack angle.
Squeegee pressure
OK
NG
Board
Mask
Squeegee
Excessively high pressure
Solder
Appropriate pressure
63E02-L3-00
4.3 Insufficient filling
n
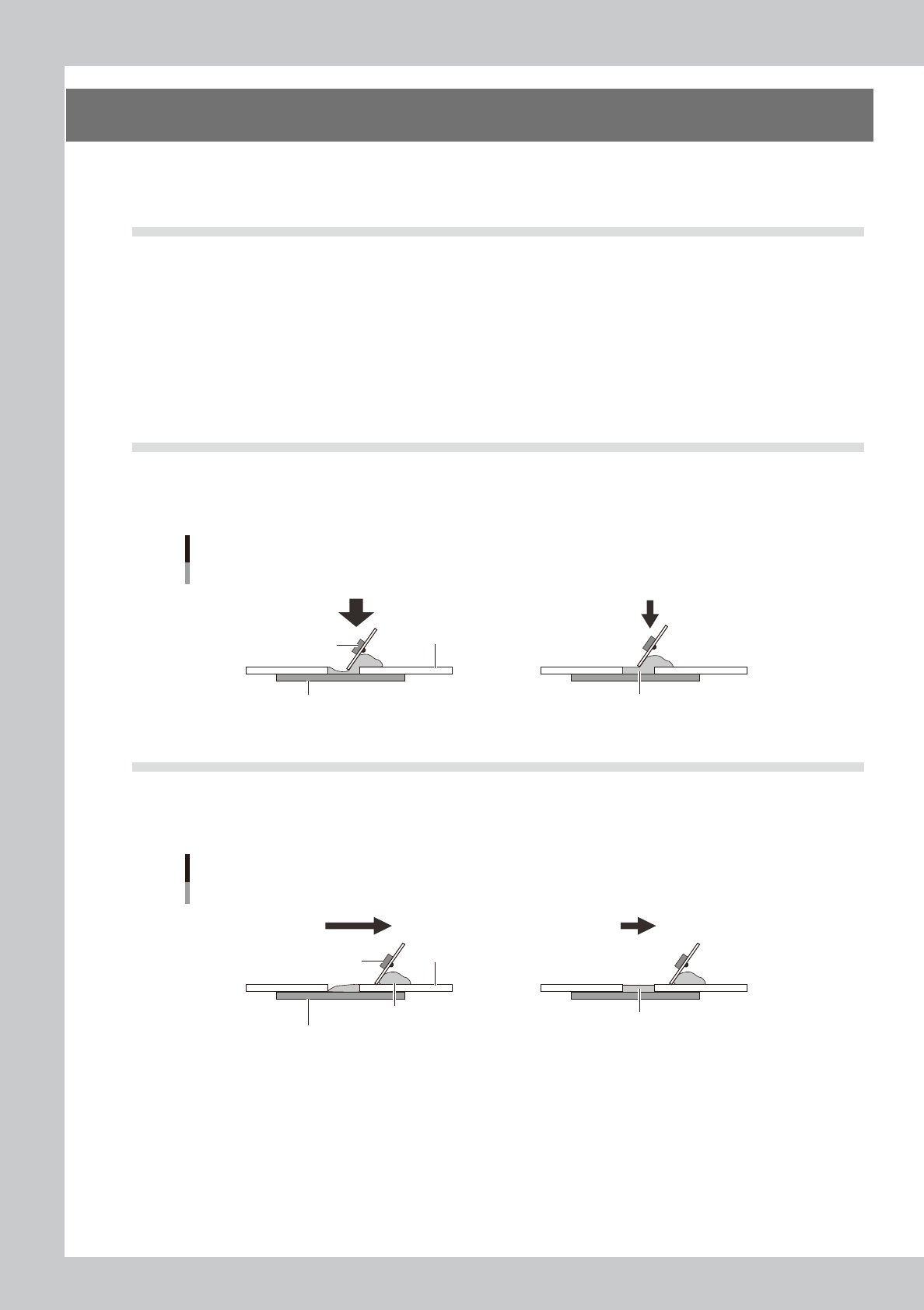
Squeegee speed
The mask apertures are not sufficiently filled with solder since the squeegee speed is fast.
Squeegee speed
OKNG
Solder
Board
Mask
Squeegee
Excessively high speed
Solder
Appropriate speed
63E01-L3-00
E-13
Printing guide
4.4 Solder spread, solder bridge
n
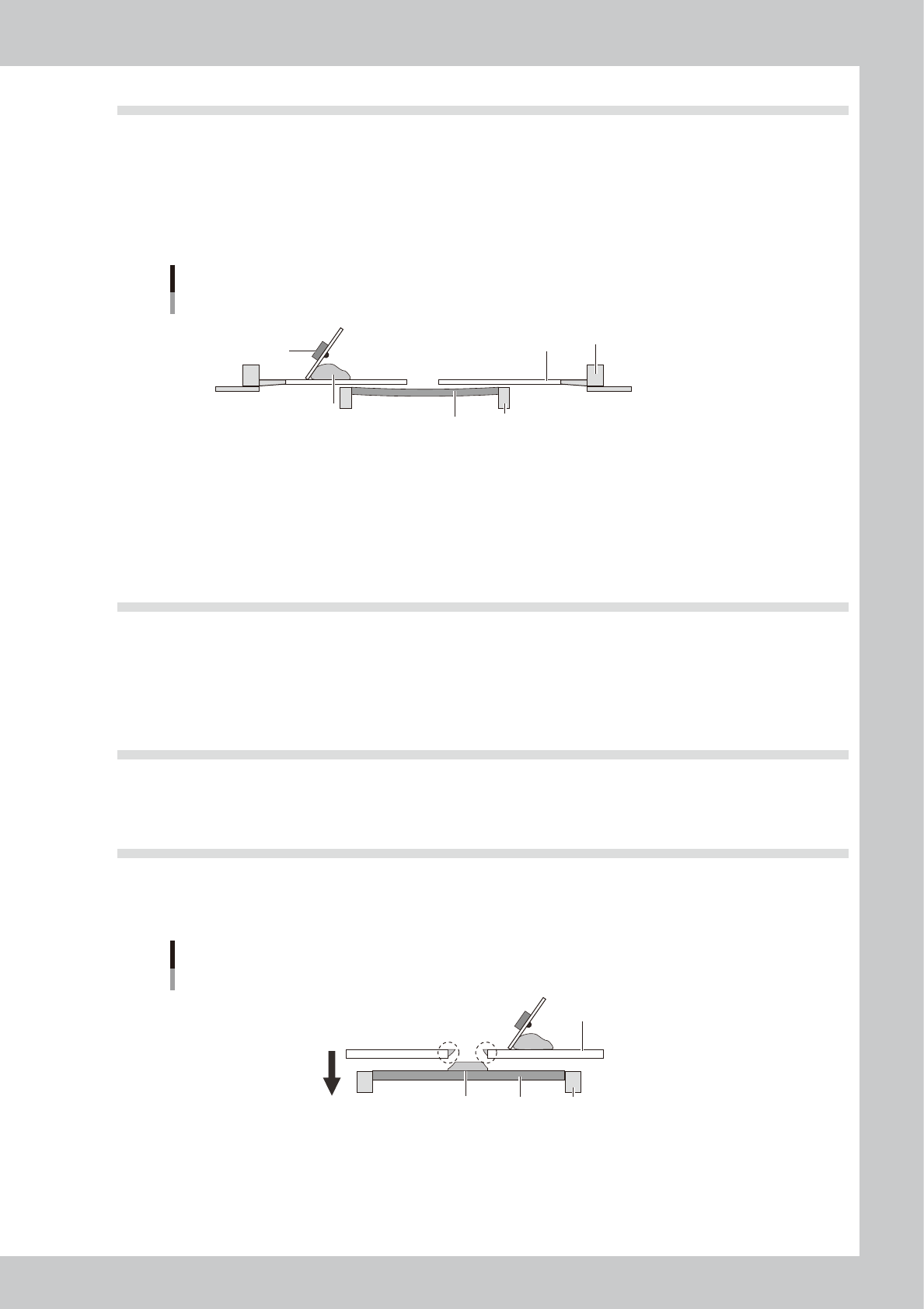
Backup jig (For matrix pin)
If the matrix pin positions are not appropriate or the number of pins is insufficient, the board is depressed by the printing
pressure, resulting in a gap between the board and mask.
n
Alignment offset Z
The offset value in the Z direction (clearance between the board and mask) is too large.
Mask clearance
Solder
Board
Mask
Squeegee
Conveyor
Mask frame
63E03-L3-10
n
Cleaning interval
The printing is performed with the backside of the mask contaminated by solder since the cleaning interval is long.
n
Cleaning repeat
The solder contamination on the backside of the mask cannot be wiped away completely with the set cleaning repeat
cycles.
4.5 Scraping trouble
n
Squeegee pressure
The squeegee pressure is too low with respect to the squeegee speed and attack angle settings.
n
Printing pressure
The printing pressure level is too low to the set squeegee speed and attack angle.
4.6 Solder enlargement
n
Board separation speed
Both ends of the printed solder are enlarged since the board separation speed is slow.
4.7 Solder chipping, mask remaining
n
Board separation speed
Since the board separation speed is too fast, the board is separated with the solder sticking to the mask.
Mask remaining
Solder
Board
Mask
Conveyor
Excessively high speed
63E04-L3-00
n
Board separation distance
The conveyor starts moving even though the board is not separated completely since the board separation distance is
short.