RX-8_说明书(1).pdf - 第123页
4 操作篇 4-3 生产 41 4 ※如果是显示平均值的 模式,最短需时 ( 冠军需时 ) 以 [- ---] 显示。 <需时显示模式的默认 设置> 在 [ 机器设置 ] > [ 环境设定 ] 画面上, 可以设定启动装置时在画面上显 示的默认需时模式。 本项目在用户级别为 [MAINTENAN CE] 以上时可以设定。 <运转模式为 [ 空打 ] 时的需时显示> 运转模式被设置为 [ 空打 ] 时,需时也会显 示。 《注意事项》 将运转…
4 操作篇
4-3 生产
40
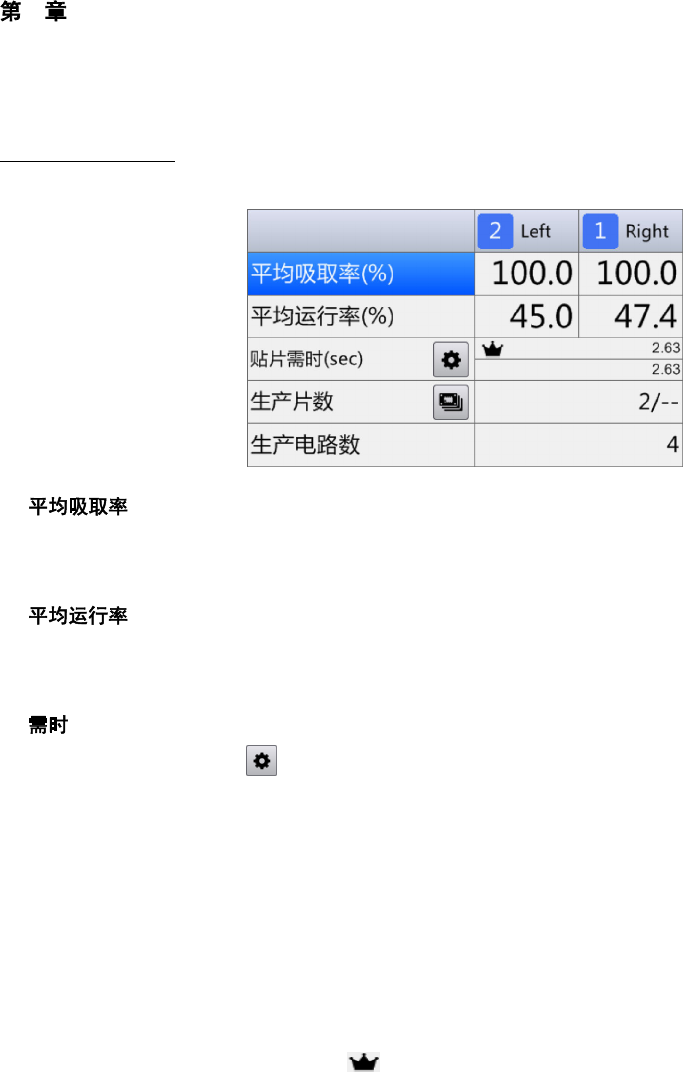
显示生产进度状况
生产时的进度状况可通过生产管理信息列表确认。
n (%)
显示装置 1 和装置 2 的平均吸取率。
更改了生产分组,或在未指定生产分组的情况下切换生产程序时,会进行重置。
n (%)
显示单元 1 和单元 2 各装置的平均运行率。
更改生产分组,或在未指定生产分组的情况下切换生产程序时,会进行重置。
n (sec)
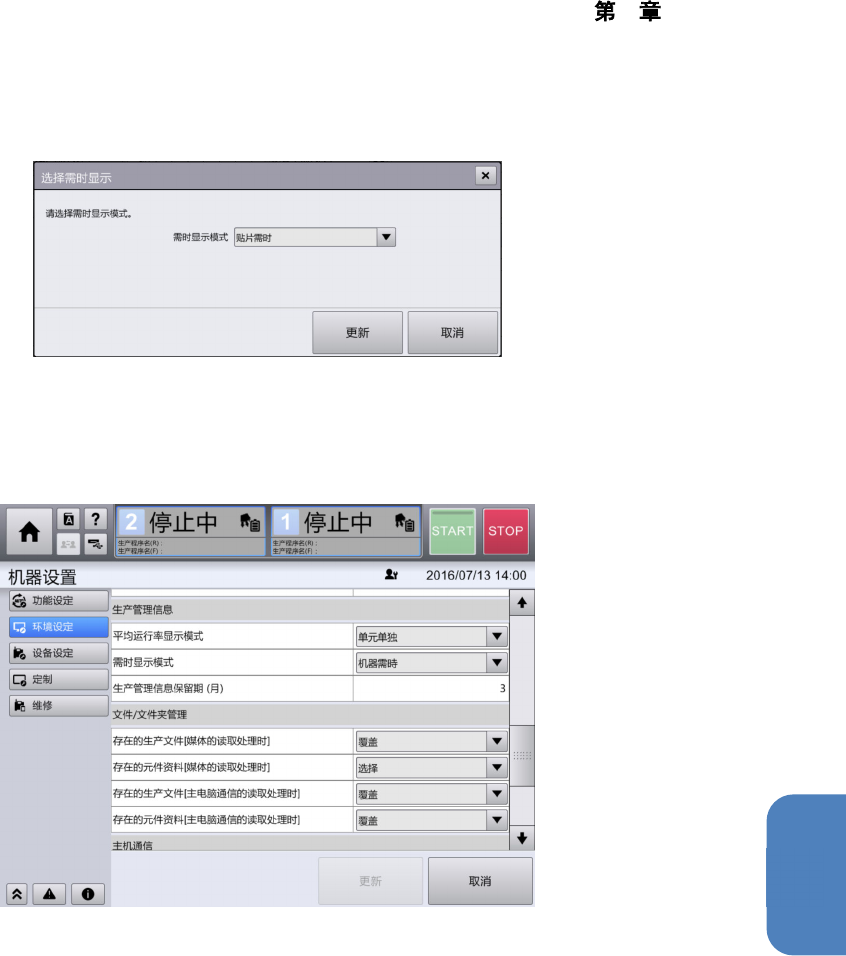
如触摸贴片需时显示栏的 ,将出现[选择需时显示]对话框,在[选择需时显示]对话框中选择要显示的
需时后,画面上的需时显示模式即会切换。各需时显示模式可以选择平均值或者当前值。
通过本操作进行需时显示切换,必须是用户级别为 [OPERATOR] 以上才能实施。
<需时显示模式>
贴片需时 (sec) :每 1 块基板进行贴片动作的时间
机器需时(sec) :以通道为基准,从上游基板定位到下游基板解除定位的时间
机器需时(含传送时间)(sec):以通道为基准,从基板输入至基板传出(传出传感器 ON)的时间
生产线需时 (sec) :每 1 块基板完成所需的运转时间
※显示上述当前值的需时还会显示 :最短需时(冠军需时)。
平均贴片需时(sec)
平均机器需时(sec)
平均机器需时(含传送时间)(sec)
平均生产线需时 (sec)
4 操作篇
4-3 生产
41
4
※如果是显示平均值的模式,最短需时(冠军需时)以 [----] 显示。
<需时显示模式的默认设置>
在[机器设置] > [环境设定] 画面上,可以设定启动装置时在画面上显示的默认需时模式。
本项目在用户级别为 [MAINTENANCE] 以上时可以设定。
<运转模式为
[
空打
]
时的需时显示>
运转模式被设置为[空打]时,需时也会显示。
《注意事项》
将运转模式切换为空打后,画面上的需时显示被复位。
空打时所测定的需时不被录入生产管理信息。
空打时测定的需时,大致近似于将运转模式设置为[正常]情况下的需时,但并不保证与正常生产时的需
时一致,故请作为大概值使用。
4 操作篇
4-3 生产
42
n /
显示当前正在生产的生产程序中生产片数和生产预定片数。
对应运转模式的选择,显示各模式下分别计算的生产片数。
n
显示当前生产中的生产程序已生产的基板上的电路数。
对应运转模式的选择,显示各模式下分别计算的已生产电路数。
[平均运行率]的计算公式分别有 3 种模式。这些可以在[机器设置]中设定。
平均运行率 单元单独 不含基板等待时间和其他装置等待时间的平均运行率
单元相互 不含基板等待时间,但将等待其他单元时间视为运行处理的
平均运行率
单元综合 包括基板等待时间和其他单元等待时间的平均运行率
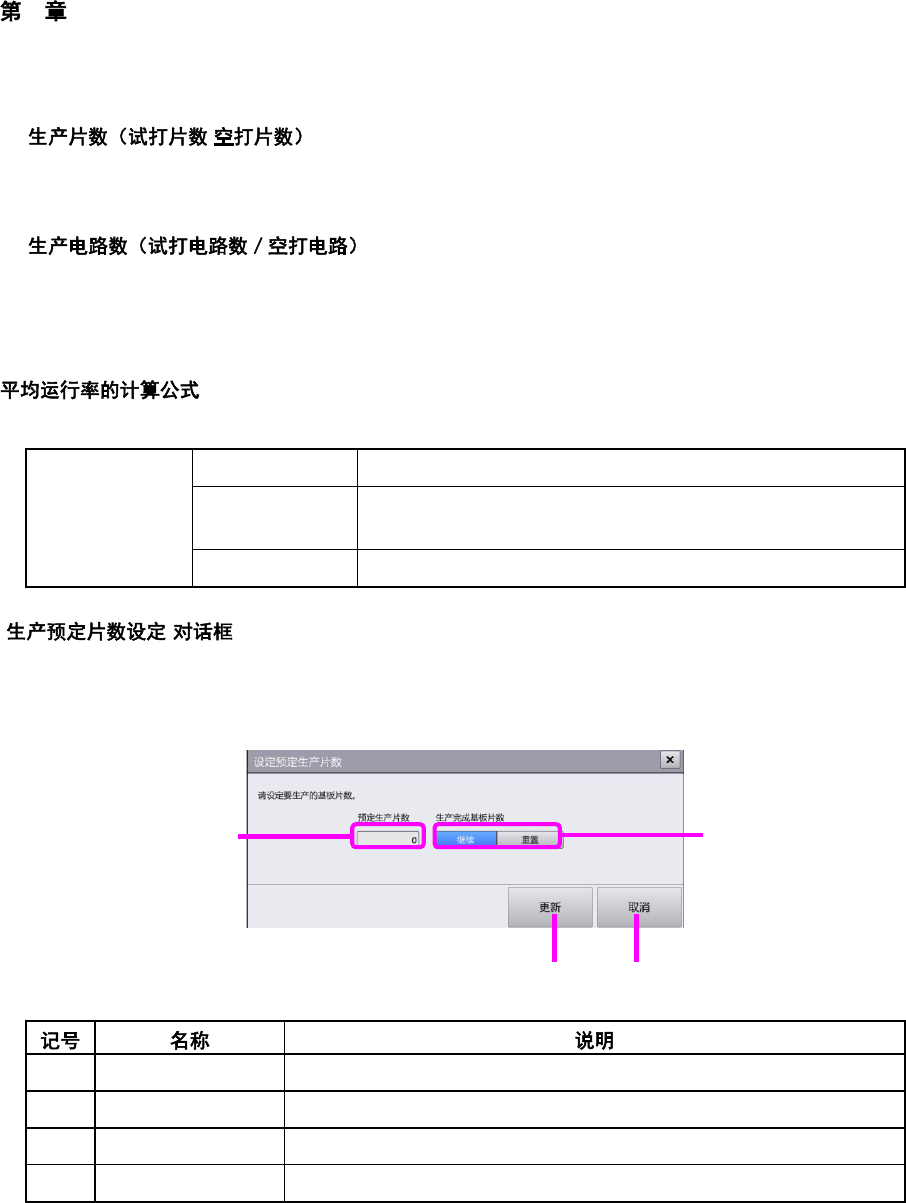
[ ]
两个单元都停止生产时,触摸生产管理信息列表中[生产片数]右侧的数值部分,显示[设定预定生产片数]
对话框。
(a)
预定生产片数 输入设定的生产片数。如果输入 0,则表示无限制,不会自动停止。
(b)
生产完成基板片数 选择是保持生产完成基板片数还是重置。
(c)
更新 更改生产预定片数及生产完成基板片数,关闭对话框。
(d)
取消 不更改生产预定片数,关闭对话框。
b
a
c
d