RX-8_说明书(1).pdf - 第487页
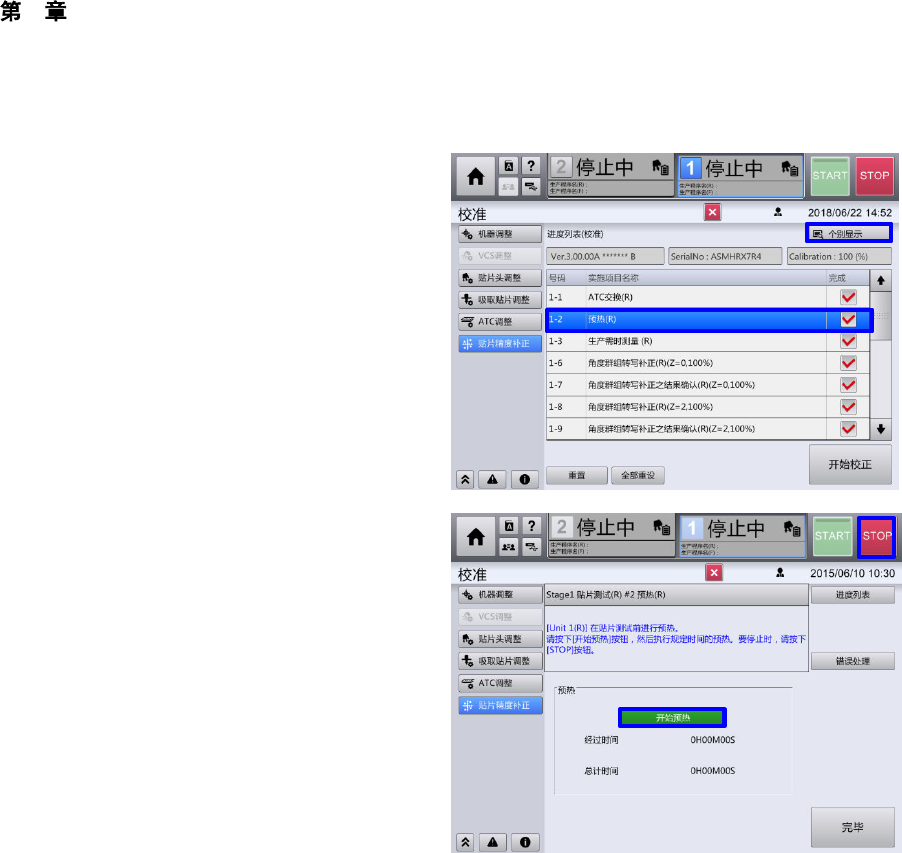
4 操作篇 4-16 校准 405 4 5 . 贴装精度补正 5 - 1 . 选择角度群组转写补正结果确认 选择『角度群组转写补正结果确认 (R ) (Z=0 、 100%) 』,选择『个别显示』。 ※ Z : Z 轴的高度 ( 有 0 、 2 、 4 。 ) 100% :各轴的动作速度 ( 超驰 ) 5 - 2 . 选择生产程序 选择『生产程序切换』。
4 操作篇
4-16 校准
404
4
.
预热
4
-
1
.
选择预热
(R)
选择『预热(R)』,选择『个别显示』。
4
-
2
.
执行预热
选择『预热开始』,开始预热。
要停止预热时,请选择『STOP』。
※ 预热请实施 45~60 分钟左右。
通过预热使装置状态接近实际生产时的状
态,对实际生产时预想的贴装精度进行补
正。
(关系到减少生产时的贴装位置的散布、移
位,提高生产基板的品质。)
※ 在实际生产等过程中,如果装置已连续运转
了 45 分钟以上,则不需要预热。
(但是,如果连续运转后停止了 30 分钟以
上时,需要预热。)
实施后规定时间预热,按『STOP』按钮空
转使之停住,按『完毕』。

4 操作篇
4-16 校准
405
4
5
.
贴装精度补正
5
-
1
.
选择角度群组转写补正结果确认
选择『角度群组转写补正结果确认(R)
(Z=0、100%)』,选择『个别显示』。
※Z:Z 轴的高度(有 0、2、4。)
100%:各轴的动作速度(超驰)
5
-
2
.
选择生产程序
选择『生产程序切换』。
4 操作篇
4-16 校准
406
5
-
3
.
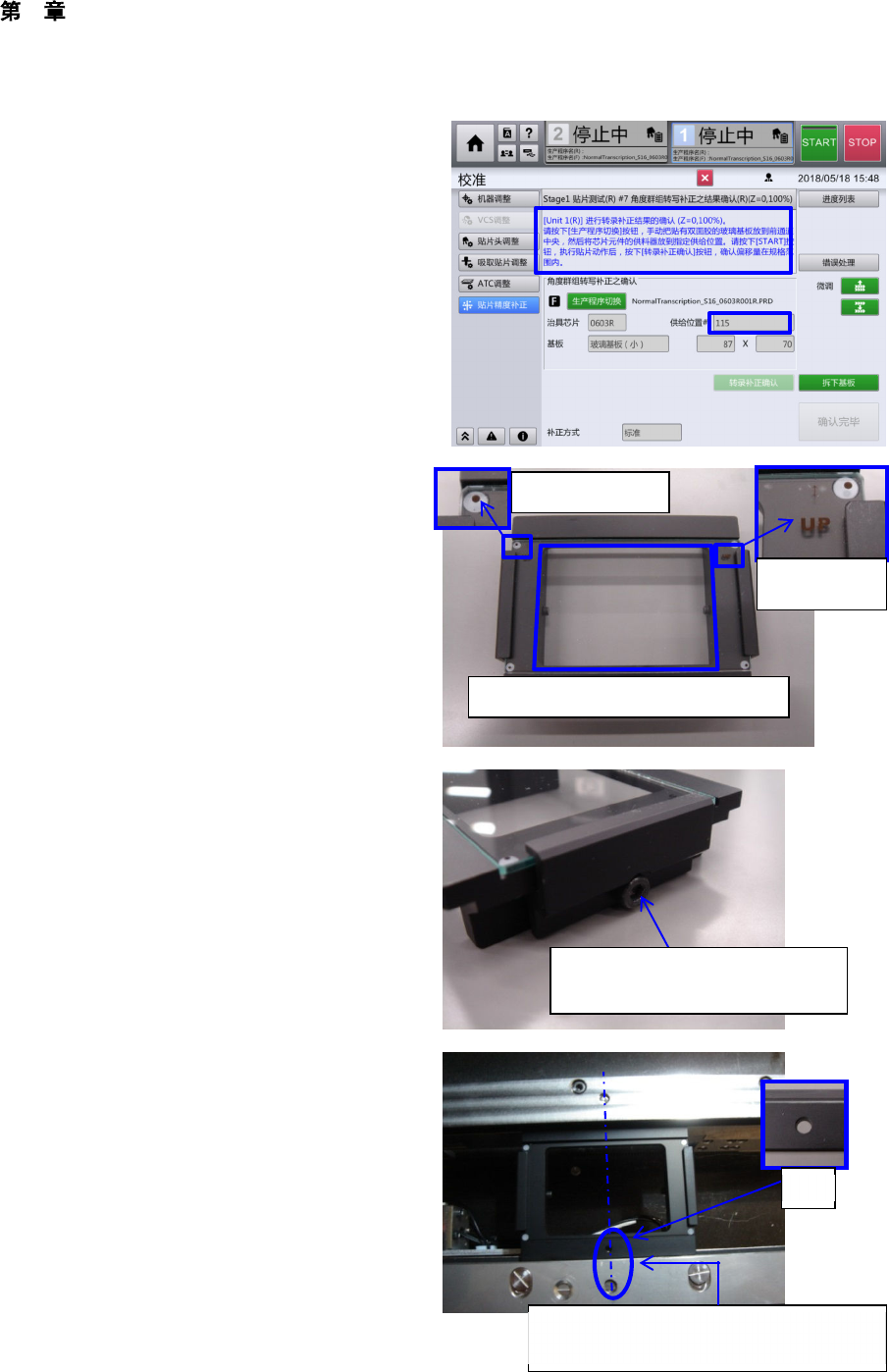
准备补正时必要的材料
请将贴有双面胶带的玻璃基板,以及安放
了 KOA 公司制造的方形芯片电阻 0603R
的供料器,按照画面指示安放到装置上。
◎
准备玻璃基板时的注意要点
请以右侧图像为参考,准备玻璃基板。
(请注意以下的项目。)
●玻璃基板安放面不要有异物。
●使玻璃基板标有的『UP』字符朝上,进
行固定。
●玻璃基板要靠近近前。
●固定螺丝不要拧得太紧。
● 双面 胶带 仅 粘 贴 在 开 口部 , 不 要 遮 挡
BOC 标记。
●粘贴双面胶带时,不要使气泡进入。
●BOC 标记不要有损伤。
●玻璃基板不要弄脏。
◎
将基板安放到装置时的注意要点
请以右侧图像为参考,将玻璃基板放置到
装置的近前通道的中央。
请注意以下要点。
●以通道的刻度为参考进行放置。
●将基板开孔的方向放置到近前。
●基板要靠近近前侧通道。
●要按压基板确实返回到固定位置。
(如果未返回,会由于不能检测出通道标
记,发生错误。)
UP
标记
双面胶带粘贴区域
BOC
标记
注意固定螺丝拧的过紧
※玻璃基板会破损。
将玻璃基板的基座孔与通道中央的孔
对准。
孔