RX-8_说明书(1).pdf - 第544页
4 操作篇 4-17 机器设置 462 4-17-36. 传送速度 n (mm/sec) 指定将基板从上游工程 的本机搬入本装置时的基板 传送速度。 需要配合上游工程装置 的搬出速度。 ( 数值范围为 17 ~ 440) 。 ( 初始值 : 100) 。 n (mm/sec) 指定将基板从本装置搬 出到下游工程装置时的基板 传送速度。 需要配合下游工程装置 的搬入速度。 ( 数值范围为 17 ~ 440) 。 ( 初始值 : 100 )…
4 操作篇
4-17 机器设置
461
4
n Ready Out OFF
Ready Out 信号的 OFF 时间从以下选择。
「IN 传感器 OFF -> ON」:IN 传感器从 OFF 变为 ON 时,Ready Out 信号置为 OFF。
「IN 传感器 ON -> OFF」:IN 传感器从 ON 变为 OFF 时,Ready Out 信号置为 OFF。
「IN 传感器 ON -> OFF -> 计时器」:IN 传感器从 ON 变为 OFF 后,在计时器设定的等待时间后将
Ready Out 信号置为 OFF。
(初始值:(在制造工程选择))
n (msec)
在[Ready Out 的 OFF 时]处设定为「IN 传感器 ON -> OFF -> 计时器」时,设定等待时间。
(初始值:(在制造工程选择))
n
指定为 ON 时,切换为可生产基板宽度最大 510mm 的长尺寸基板的长尺基板模式。
(初始值: OFF) 。
4 操作篇
4-17 机器设置
462
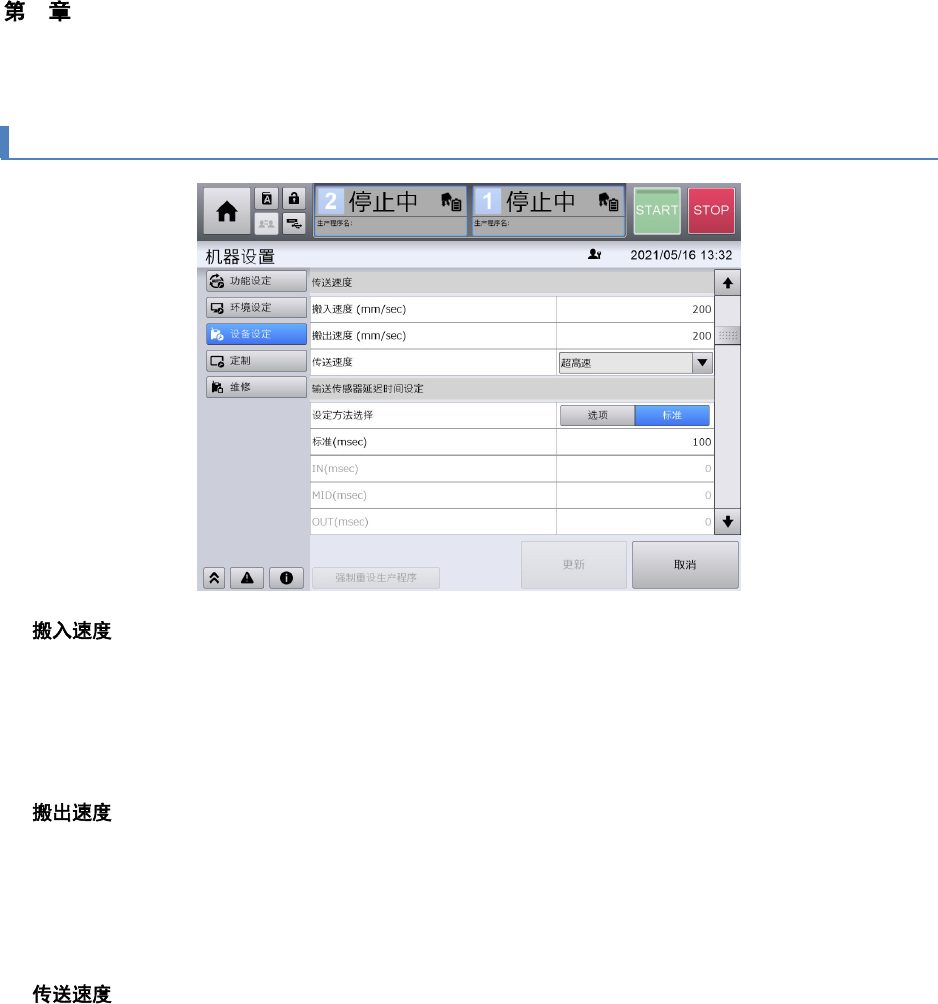
4-17-36.传送速度
n (mm/sec)
指定将基板从上游工程的本机搬入本装置时的基板传送速度。
需要配合上游工程装置的搬出速度。
(数值范围为 17~440)。(初始值: 100) 。
n (mm/sec)
指定将基板从本装置搬出到下游工程装置时的基板传送速度。
需要配合下游工程装置的搬入速度。
(数值范围为 17~440)。(初始值: 100)。
n
从以下 4 种模式中选择基板被搬入装置内直至开始搬出时在装置内基板的传送速度。
「超高速」:默认以 400 (mm/sec)传送
「高速」 :默认以 300 (mm/sec)传送
「中速」 :默认以 200 (mm/sec)传送
「低速」 :默认以 100 (mm/sec)传送。
(初始值: 低速)。
4 操作篇
4-17 机器设置
463
4
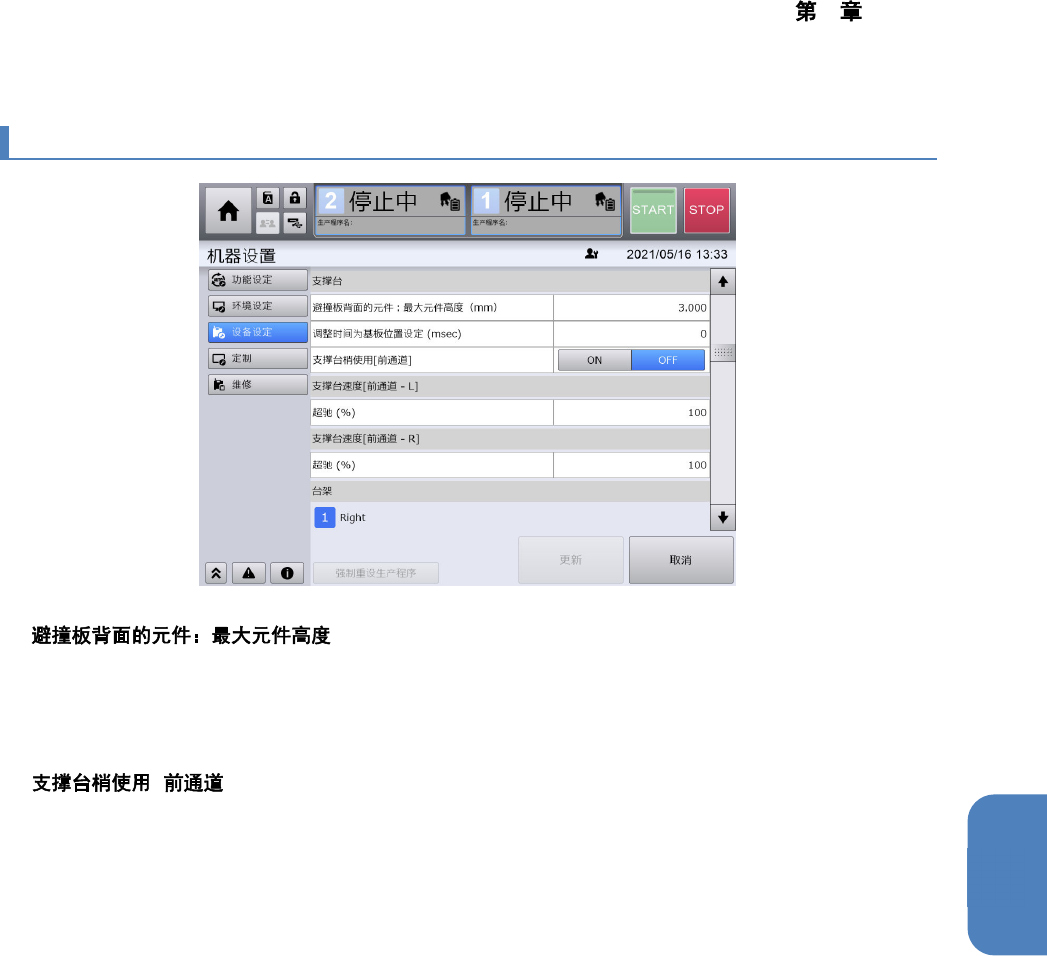
4-17-37.支撑台
n (mm)
如果基板搬入时基板背面已贴装有已贴片的元件,为了不使支撑台上的销或海绵碰撞到背面的元件,要
输入基板背面已贴装元件的最大高度。
(数值范围为 1.000~26.000)。(初始值: 3.000)。
n [ ]
选择 ON 时,在前侧通道决定基板位置时的支撑台的支撑动作将会切换为使用支撑台销(梢)的模式。
ON、OFF 时,尽管在动作上支撑台的上升量等没有变更,但上升的速度将根据 ON/OFF 发生变化。
定位步骤
(1) 将支撑台以 100%从「等待位置」移动至基板的「基板下面位置」
(2) 夹紧上升开始
(3) 将支撑台以超驰 T%从「基板下面位置」上升至「夹紧位置」
(4) 支撑台上升完成等待
(3) 的 T 的速度将根据 ON/OFF 进行切换,但由于在目前的机器设定中 ON/OFF 均是 T 为 100%,目前
的动作没有差别。
(初始值: OFF)。