RX-8_说明书(1).pdf - 第547页
4 操作篇 4-17 机器设置 465 4 4-17-39. 供料器台架 n 选择 ON 时,生产时将自动使一次性更换台车的切割机 动作,切断供料器中已使用的料带。 按单元设定。 ( 初始值 : ON) 。 n (mm) 设定生产时自动切断料 带时的料带长度最大值。 如果使用多个供料器生 产时,任意一个供料器的料带传送量达到「切割切断距 离(带传送量)(料带切 割长度)」,即进行切 断动作。 按单元设定。 ( 数值范围为 1 ~ 10 …

4 操作篇
4-17 机器设置
464
4-17-38.支撑台速度
n (%)
选择各站点使用支撑台的支撑动作的速度。
选择 100(%)则以最快速动作。
按各站点分别设定。
(初始值: 100)。
4 操作篇
4-17 机器设置
465
4
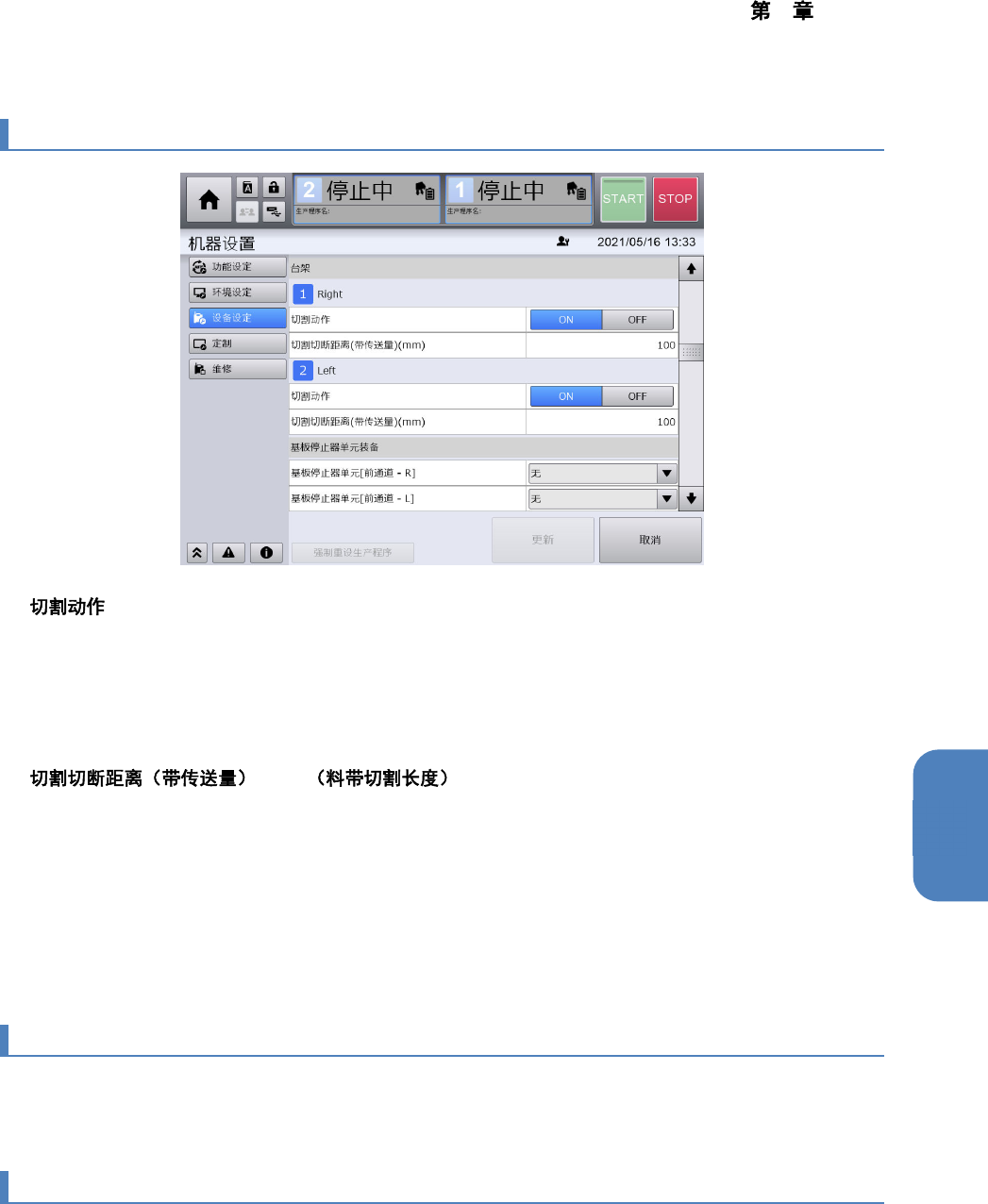
4-17-39.供料器台架
n
选择 ON 时,生产时将自动使一次性更换台车的切割机动作,切断供料器中已使用的料带。
按单元设定。
(初始值: ON)。
n (mm)
设定生产时自动切断料带时的料带长度最大值。
如果使用多个供料器生产时,任意一个供料器的料带传送量达到「切割切断距离(带传送量)(料带切
割长度)」,即进行切断动作。
按单元设定。
(数值范围为 1~1000)。(初始值: 100)。
4-17-40.基板停止器单元装备
有关基板停止器的设定,请参照「4-17-1 基板停止器的设定」。
4-17-41.基板停止器单元使用
有关基板停止器的设定,请参照「4-17-1 基板停止器的设定」。
4 操作篇
4-17 机器设置
466
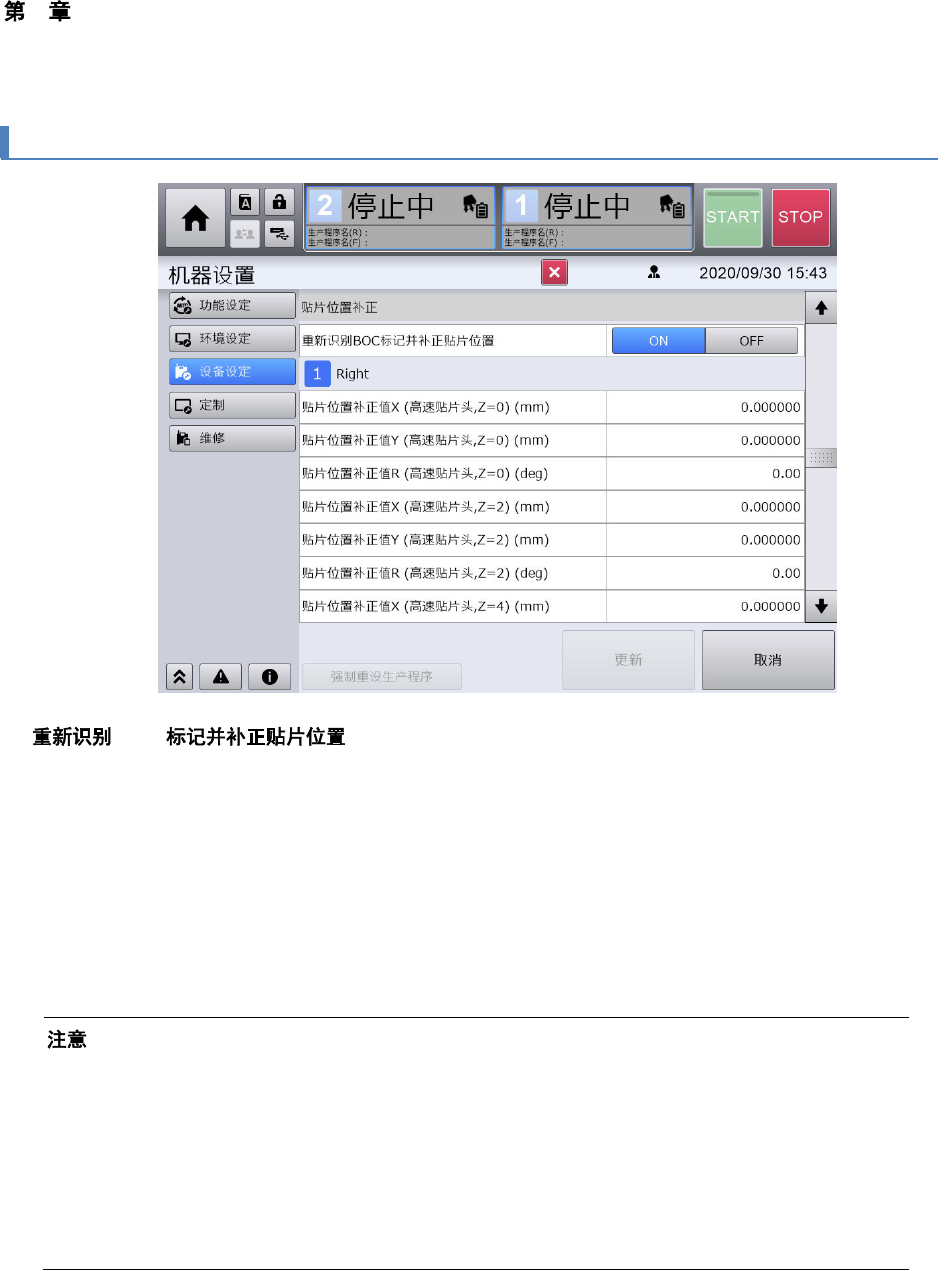
4-17-42.贴片位置补正
n BOC
生产动作过程中在装置上安装新基板时,通过 OCC 相机识别 BOC 标记后补正贴片位置。之后,如果生
产中途因错误或更换元件造成基板暂停,或者生产程序的总贴片点数较多时,1 枚基板的生产时间较长
会造成装置的温度特性发生变化,有时会对贴片精度造成影响。为了降低这些温度变化对贴片精度的影
响,请将本功能设为 ON,这样在生产1枚基板时如果从识别 BOC 标记开始经过 5 分钟以上,会自动
重新识别基板上的 BOC 标记,重新补正贴片位置。
本功能与贴片头类型无关,以装置为单位进行设置。
(初始设置:ON)
Ÿ
对象装置的生产中途在
BOC
标记的上面或者附近执行元件贴片时,如果为
BOC
标记被遮挡住
的特殊基板,本功能会在生产中途重新识别
BOC
标记,有时将无法读取
BOC
标记,发生
BOC
标记识别错误而停止生产。
Ÿ
要使用本功能,应将基板上不执行元件贴片的位置标记定义为
BOC
标记,使生产结束后也能识
别
BOC
标记,。
Ÿ
生产途中发生
BOC
标记的识别错误,
BOC
标记的上面或者附近有贴片元件时,将无法使用本
功能。请重置生产程序,将本功能设置为
OFF
。