RX-8_说明书(1).pdf - 第170页
4 操作篇 4-5 安排 88 (a) 传送单元示意图 显示装置内传送的状态和基板的位置 。 用红色 (High (1)) 和黑色 (Low (0)) 显示传送部位 的各类传感 器的输入状态。 (b) 微调动作移动速度 从 [ 低速 ] 、 [ 中速 ] 、 [ 高速 ] 中选择传送宽度 的微调移动速度。 (c) 前通道宽度调整 在文本框中显示当前的前通道宽度。 要更改通道宽度时,触摸 [ 宽度调整 ] ,将 自动调整通道宽度。 进行微…

4 操作篇
4-5 安排
87
4
4-5-2. 传送安排
要用手在装置内安放或取出基板时,请触摸[手动操(作)交付开始],待安
全盖(罩)的锁完全解除后,再开始装置内的作业。 作业结束后请触摸
[手动操(作)交付完成],使本机的状态恢复原状。
触摸[安排]画面子菜单面板中的[基板传送],显示[基板传送]画面。
4 操作篇
4-5 安排
88
(a)
传送单元示意图 显示装置内传送的状态和基板的位置。
用红色 (High (1)) 和黑色 (Low (0)) 显示传送部位的各类传感
器的输入状态。
(b)
微调动作移动速度 从[低速]、[中速]、[高速]中选择传送宽度的微调移动速度。
(c)
前通道宽度调整 在文本框中显示当前的前通道宽度。
要更改通道宽度时,触摸[宽度调整],将自动调整通道宽度。
进行微调时,触摸 / ,进行通道宽度的微调操作。
(d)
通道操作 对每个通道进行基板搬入,递送,搬出操作。
•
[
搬入
]
:从前工序设备搬入基板。
•
[
交付
]
:从上游单元向下游单元递送基板。
•
[
重夹
]
:在对象站点内进行基板的重新定位动作,重夹基板。
•
[
搬出
]
:将基板搬出到后工序设备。
(e)
手动操(作)交付开始
作业员将手伸入装置内作业时触摸。
将左右一次性更换台车降下,解除安全盖(罩)的锁定。
一边用手递送基板,一边调整传送的宽度时使用。
(f)
手动操(作)交付完成
在完成装置内的作业时触摸,将左右一次性更换台车升上,待安全
盖(罩)锁定后,确认基板的有无。
(g)
自动宽度调整
(所有通道)
自动向基准轨道的基准位置移动,根据生产程序中输入的基板宽
度,自动调整通道宽度。
(h)
外形基准示教 如果生产程序设定为使用基板停止器时,需对基板停止器示教基板
端的位置。
有关外形基准示教的详情,请参见「4-15-5 外形基准示教」。
用户级别为[SUPERVISOR]、或[MAINTENANCE]时此项有
效。
Tips
Ÿ
基准轨道以黄色显示。
Ÿ
站点上存在基板时,以白色图形表示。
Ÿ
各传感器为
ON
的状态下,将显示为红色( )。
4 操作篇
4-5 安排
89
4
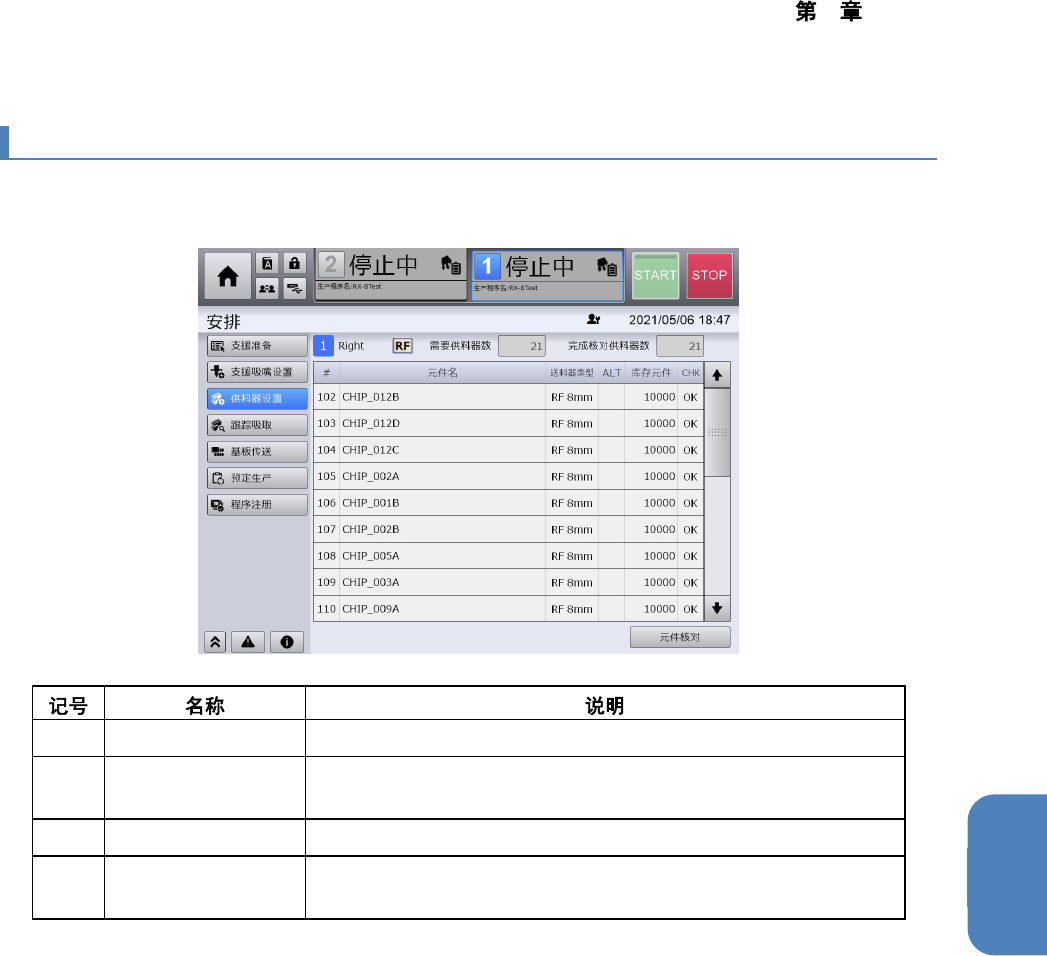
4-5-3. 供给部的安排
触摸[安排]画面子菜单面板中的[供料器设置],显示[供料器设置]画面。
(a)
需要供料器数 显示生产当前的生产程序所需的带式供料器数量。
(b)
完成核对供料器数 显示生产当前的生产程序所需的带式供料器中,已经完成核对的带
式供料器数量。
(c)
供给部列表 列表显示与共通面板中选择的单元带式供料器供给部相关的信息。
(d)
元件核对 触摸后,将显示[元件核对]对话框,核对每个供给部的元件或设定
库存元件。