RX-8_说明书(1).pdf - 第258页
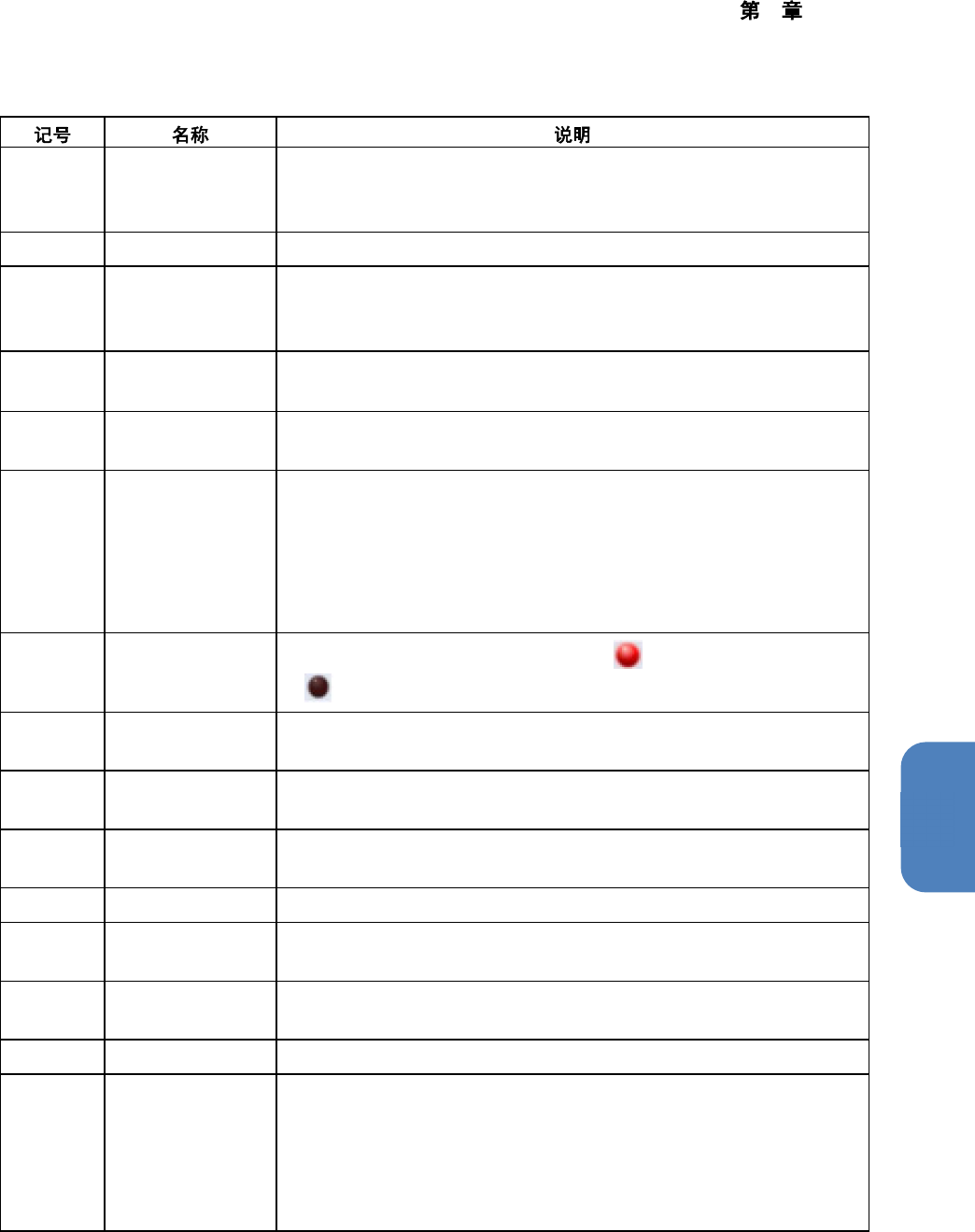
4 操作篇 4-9 手动控制 176 n [ ] 触摸 [ 传送控制 ] 画面的 [ 传送位置调整 ] ,即显示 [ 传送位置调整 ] 对话框,可调整各轨道 宽度方向的位置, 以及进行后侧通道的基准轨道的位置 示教。 (a) 微调动作移动速度 从低速,中速,高速中选择通过微调动作操作按钮移动 传送轨 道的速度,用于调整通道宽度。 (b) 前通道 显示和调整前侧通道的宽度。 ※基准轨道(第 1 轨道)的位置是固的,不能移动。 (c) 通道…
4 操作篇
4-9 手动控制
175
4
(i)
至左 针对在 [传送单元图像]中选择的站点,使传送旋转,将基板向左方向
移动。
要停止旋转时,触摸[停止]按钮。
(j)
停止 针对在 [传送单元图像]中选择的站点,使传送的旋转动作停止。
(k)
至右 针对在 [传送单元图像]中选择的站点,使传送旋转,将基板向右方向
移动。
要停止旋转时,触摸
[停止]按钮。
(l)
装置内作业开始 操作人员要将手伸入装置内进行作业时,触摸此项。
将左右的一次性更换台车下降,解除安全盖(罩)的锁定。
(m)
装置内作业完成 在装置内的作业完成后,触摸此项,将左右的一次性更换台车上升,
锁定安全盖(罩)。
(n)
部分操作 对于在[传送单元图像]中选择的站点,使夹板或支撑台个别动作,确认
是否正常动作。
[夹板]:进行基板夹板的上升/下降操作。
[支撑台]:进行支撑台上升/下降的操作。
[基板停止器]:进行基板停止器(选购项)的上升/下降的操作。
[回转传送]:进行传送带的转动操作。
(o)
状态
夹紧及支撑台的 I/O 状态, High (1)用( )显示,Low (0)用
( )显示。
(p)
夹板 对于在[传送单元图像]中选择的站点,使夹板上升,进行基板的夹紧动
作。
(q)
解除 对于在[传送单元图像]中选择的站点,使夹板下降,进行基板的夹紧解
除。
(r)
上升
(支撑台)
对于在[传送单元图像]中选择的站点,将支撑台从原点位置上升到
25mm 的高度。
(s)
下降(支撑台) 对于在[传送单元图像]中选择的站点,将支撑台移动到下端位置。
(t)
上升
(基板停止器)
对于在[传送单元图像]中选择的站点,将基板停止器(选购项)上升到
基板停止位置。
(u)
下降
(基板停止器)
对于在[传送单元图像]中选择的站点,将基板停止器(选购项)下降到
基板通过位置。
(v)
传送位置调整 显示[传送位置调整]对话框,以便对各轨道的宽度方向位置进行调整。
(w)
基板停止位置调整 如果生产中基板的停止位置与目标位置存在较大偏差,即会显示[基板
停止位置调整]对话框,用于使用生产对象基板自动示教,实施各站点
的基板传送测试,使基板停止位置停止在正确的目标位置。
根据使用基板的材质,含有已贴片元件的重量,传送速度设定,基板
停止位置会有变化。即使将传送速度设定为低速,基板的停止位置与
目标位置有较大偏差时,要通过本操作对基板停止位置进行示教。
4 操作篇
4-9 手动控制
176
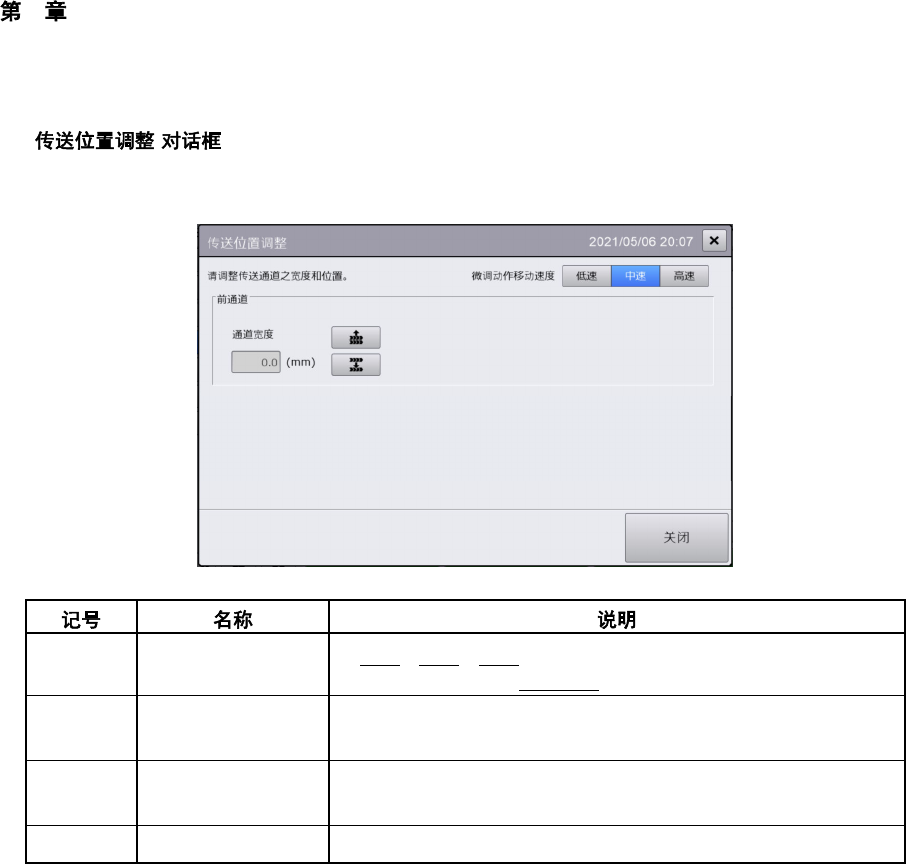
n [ ]
触摸[传送控制]画面的[传送位置调整],即显示[传送位置调整]对话框,可调整各轨道宽度方向的位置,
以及进行后侧通道的基准轨道的位置示教。
(a)
微调动作移动速度 从低速,中速,高速中选择通过微调动作操作按钮移动传送轨
道的速度,用于调整通道宽度。
(b)
前通道 显示和调整前侧通道的宽度。
※基准轨道(第 1 轨道)的位置是固的,不能移动。
(c)
通道宽度 显示当前通道宽度(mm)。
通过微调动作操作按钮移动轨道,调整通道宽度。
(d)
关闭 关闭[传送位置调整]对话框。
4 操作篇
4-9 手动控制
177
4
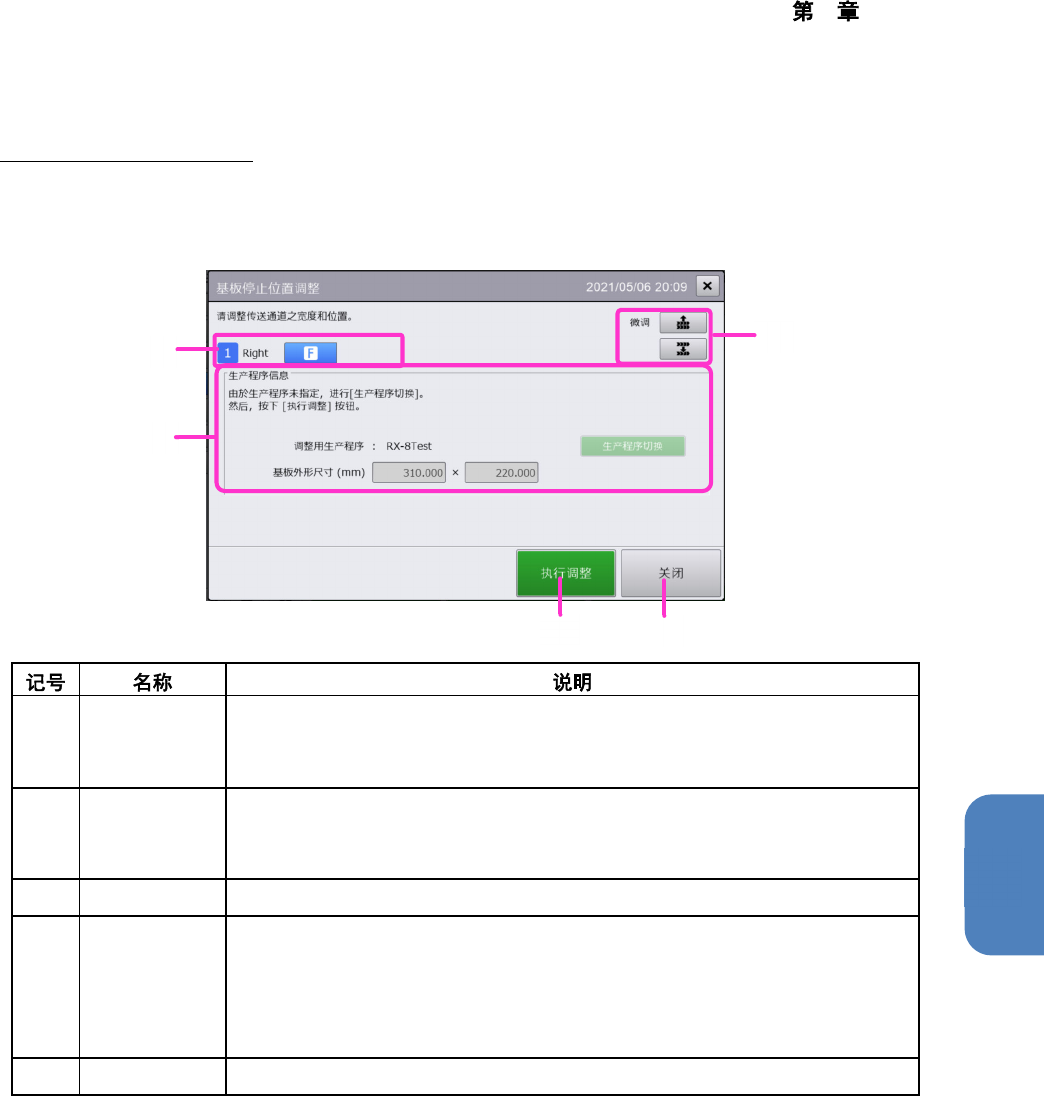
[基板停止位置调整]对话框
触摸 [传送控制]画面的[基板停止位置调整],即会显示[基板停止位置调整]对话框,用于使用生产对象基
板自动示教,实施各站点的基板传送测试,使基板停止位置停止在正确的目标位置。
(a)
通道选择 显示要进行基板停止位置调整的对象通道。
在本机为单一传送模式时,仅显示[F] 按钮,不能选择。
对象单元在共通面板中选择。
(b)
生产程序信息 如果生产程序尚未设置,要向调整用的治具基板进行生产程序切换时,可触
摸[生产程序切换]。
如果生产程序已设置,使用该对象生产基板进行调整时,无需进行本操作。
(c)
微调 通过对于对象通道传送宽度微调操作进行微调整,通道会以低速动作。
(d)
执行调整 将基板安放在对象站点上之后,触摸此项,即反复进行基板的传送动作及
BOC/领域标记的识别,自动示教实际停止位置相对于基板的目标停止位置的
偏差值。
调整处理正常完成后,将该数据作为以后基板停止位置的补正值覆盖保存到
机器数据。
(e)
关闭 关闭[基板停止位置调整]对话框。
a
b
d
e
c