SG_FSE_SiplaceHF_HF3_00193901-05_eng.pdf - 第382页
1 - 14 S tudent Guide SIPLACE HF/HF3 8 Component handling Edition 09/2005 14 8.2.4.5 Additional Communication unit for splice d etection An additional communicat ion unit for the option T raceability with splice detectio…
1 - 13
Student Guide SIPLACE HF/HF3
Edition 09/2005 8 Component handling
13
8.2.4.4 External Power supply for Siplace component table
To decresse the set up time of the machine the component tables could be externally set up with
the new feeder set up. All the feeder settings and functions could be checked externally. With a
external power supply the feeder table is supplied with power and pressure air supply.
Technical Data:
Netzspannung 230 V~ ± 5 % / 120 V~ ± 5 %
Druckluftanschluss max. 1,0 MPa (10 bar) Ausgangsdruck mit Ventil regelbar
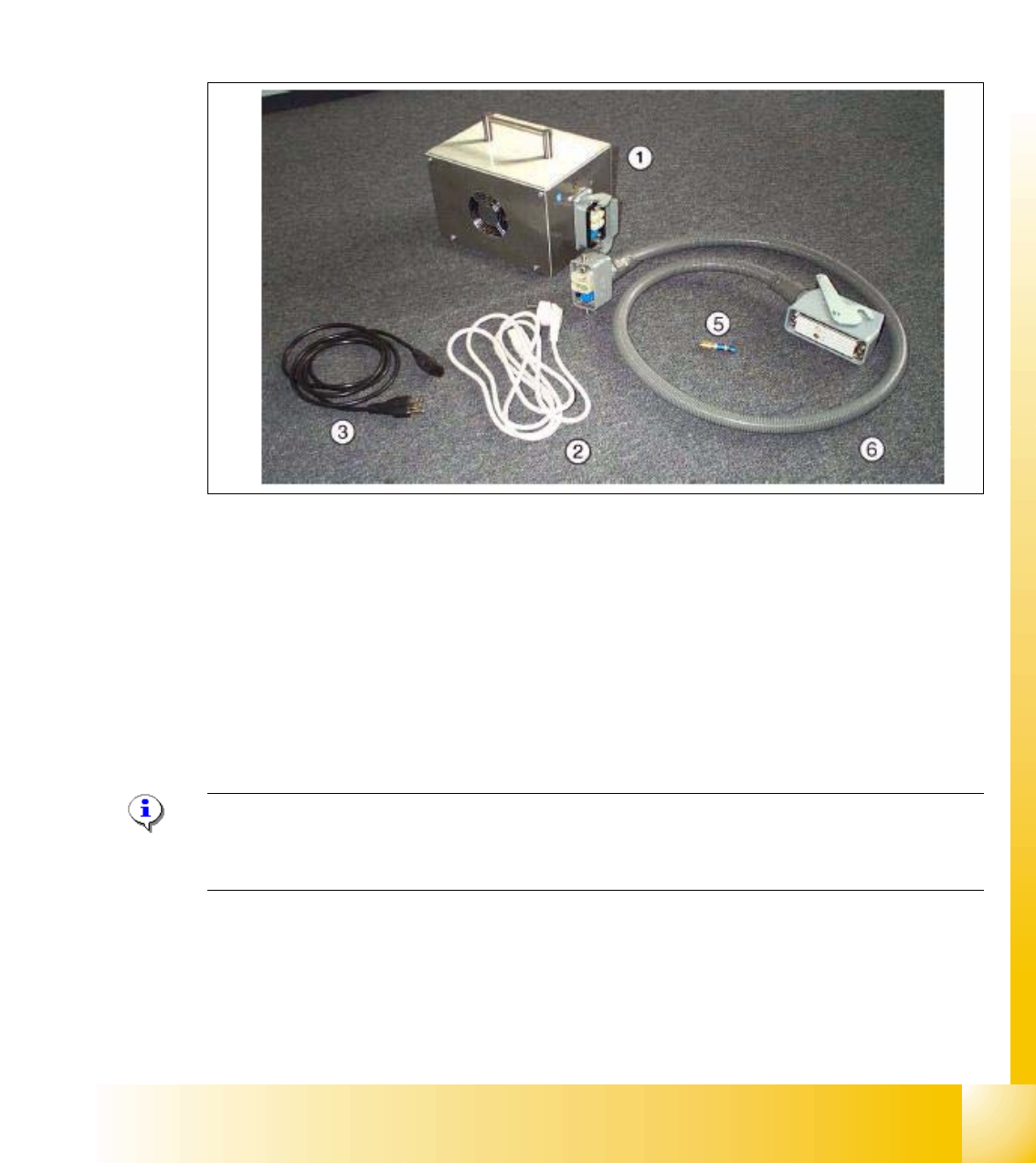
Fig. 8.2 - 10 parts of the external power supply
Legend
7
Note:
For more Information, please order the "External power supply component trolley" document
(Item no.: 00193903-01)
(1)Power supply for 88...264 V AC (2)
Power supply cable 230 V AC (EU 3x0.75
mm
2, l = 2.0 m)
(3) Power supply cable 125 V AC (US 3x18
AWG, l =2.0 m)
(5) Pneumatic coupling
(6) Cable to power the component trolley
1 - 14
Student Guide SIPLACE HF/HF3
8 Component handling Edition 09/2005
14
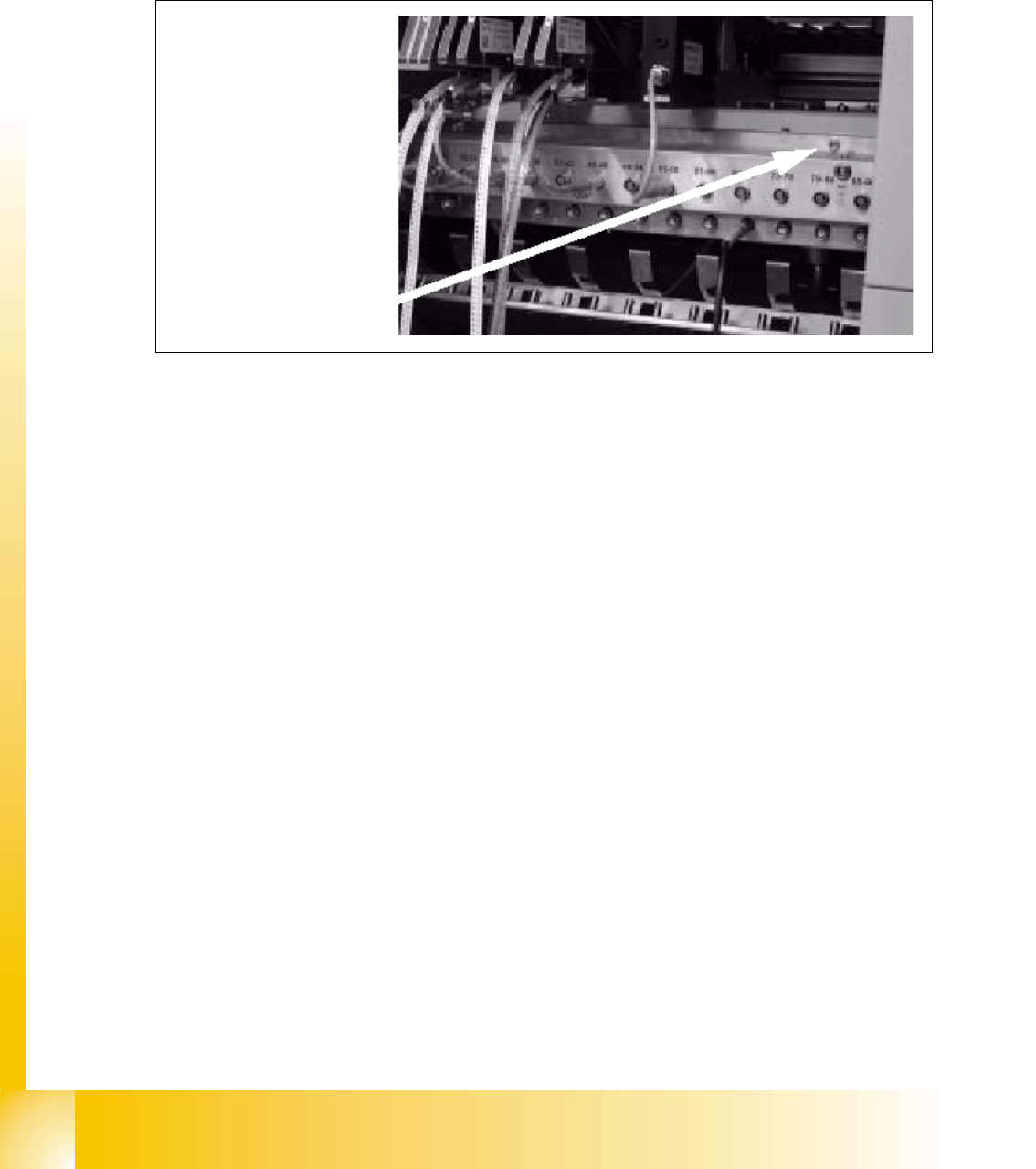
8.2.4.5 Additional Communication unit for splice detection
An additional communication unit for the option Traceability with splice detection is necessary.
Splice detector is connected to this communication unit. The communication unit sent an informa-
tion to the SC software when a splice is detected at the component tape.This set the new fill level
for this component automatically.
Fig. 8.2 - 11 Additionally communication unit for splice detection
(1) The additionally communication unit is mounted together with the communication unit on the
component changeover table.
1
1 - 15
Student Guide SIPLACE HF/HF3
Edition 09/2005 8 Component handling
15
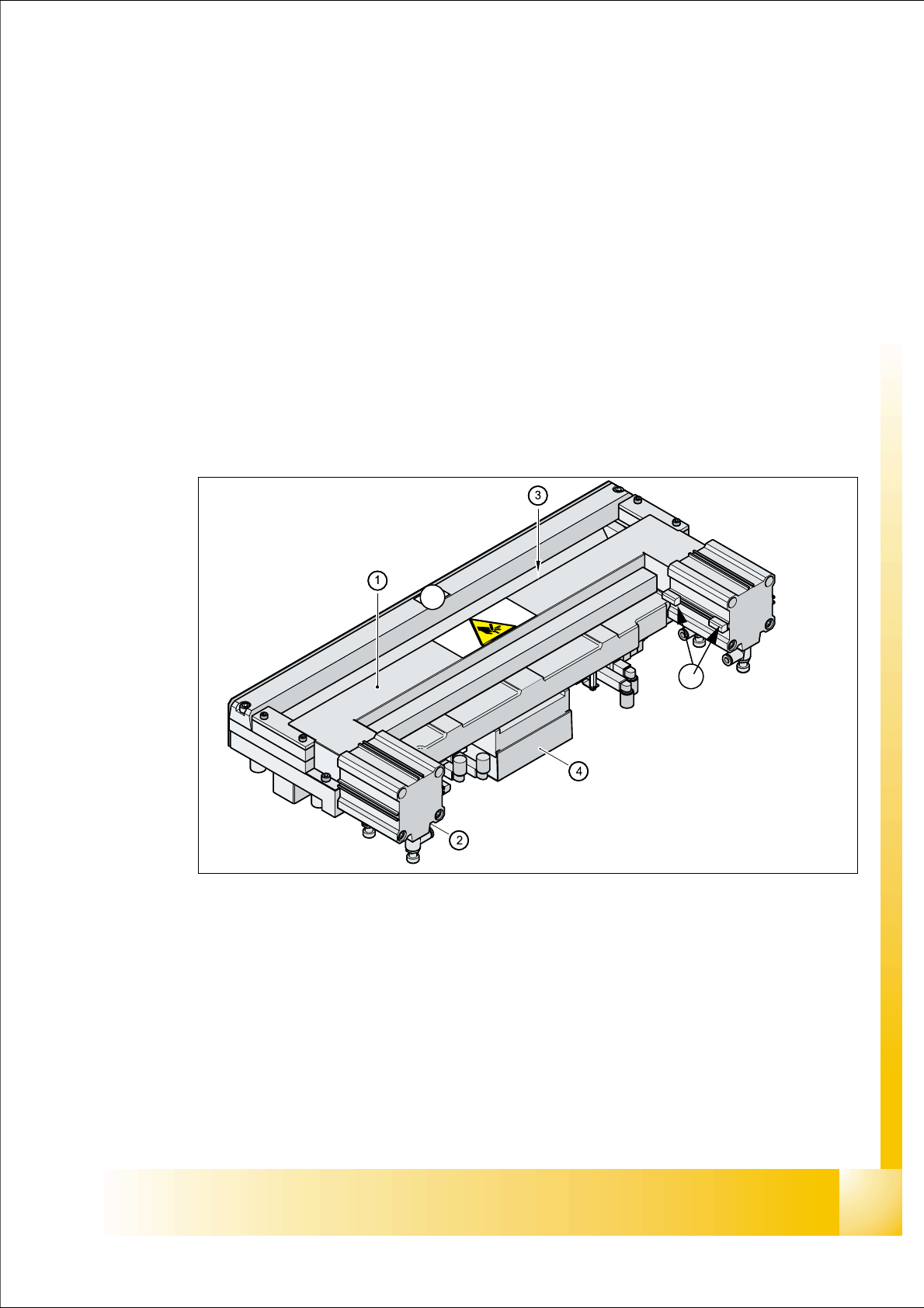
8.3 Pneumatic tape cutter
8.3.1 Structure and function of the pneumatic tape cutter
The tapes guided into the slot (3) of the tape cutter via the empty tape duct (Pos.3 in Fig. 8.3 - 1).
The tape cutter is based on a horizontal frame (Pos.1) with a fixed cutting blade(6) and a moving
cutting blade that is driven by two pneumatic cylinders (Pos. 2). With every in and out movement,
the device cuts off the tape.
Proximity switches (Pos. 5) signal the position of the pneumatic cylinder pistons, and thus the
cutting blade. The electronic control unit (4) thus registers, for example, that a component that
remained in the tape was not cut. Cutting only takes place during placement. For operational
safety reasons, the tape cutter is integrated into the emergency stop circuit.
The pneumatic tape cutter is fixed on the frame of the docking unit with four screws and this, to-
gether with the empty tape duct is a complete unit.
Fig. 8.3 - 1 Pneumatic tape cutter
The Tape cutter is activated when the gantry is moving to the placement position. Alternating one
of the cylinders start to front position. The signal ’in front’ from the first cylinder start the cylinder
on the other side. Both signals ’blade in front position’ trigger control unit to withdraw both cylin-
ders at the same time.
(1)Horizontal frame 2. Pneumatic cylinder
3. Slot for empty tape 4. Electronic control unit
5. Proximity switch 6. fixed cutter blade
5
6