SG_FSE_SiplaceHF_HF3_00193901-05_eng.pdf - 第385页
1 - 17 S tudent Guide SIPLACE HF/HF3 Edition 09/2005 8 Component handling 17 8.3.2 Jumper setting on the c ontrol unit at the t ape cutter The jumper for the CAN bus ad dressing must be set according to the corresponding…
1 - 16
Student Guide SIPLACE HF/HF3
8 Component handling Edition 09/2005
16
Technical data 8
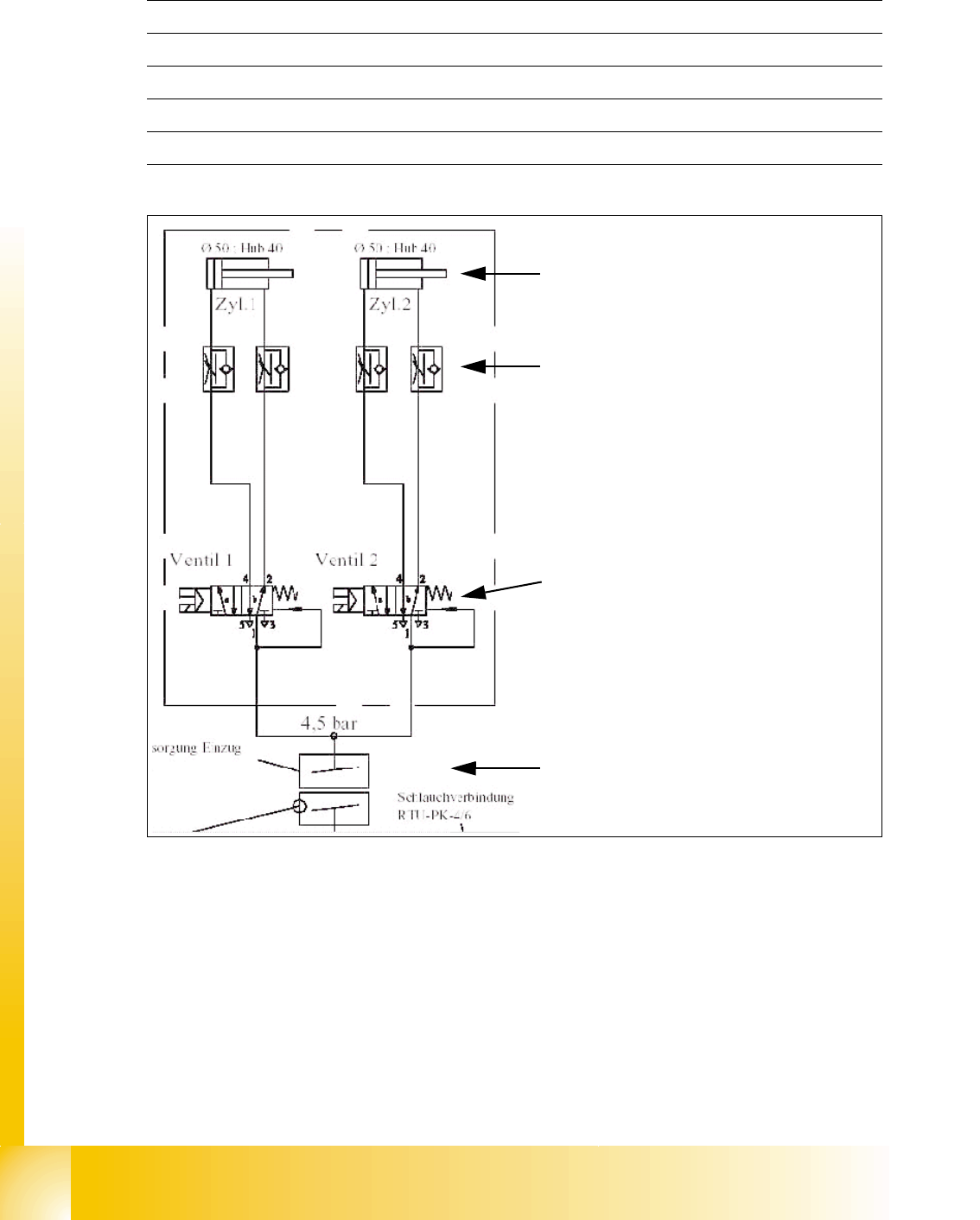
Fig. 8.3 - 2 Pneumatic scheme Tape cutter
Compressed air supply 0.5 MPa = 5.0 bar
Safety enabled with a solenoid when the machine safety loop is closed
Compressed air consumption 135 l/min.
Cycle time 1.5 sec per cut
Supply voltages 5 VDC, 24 VDC
Pneumatic cylinder for the cutting blade
movement 40 mm
Adjustable throttle valve on the pneumatic
cylinder
5/2 way magnetic valve
4,5 Bar compressed air supply integrated
into the safety loop. Tape cutter is active
with closed safety covers only
1 - 17
Student Guide SIPLACE HF/HF3
Edition 09/2005 8 Component handling
17
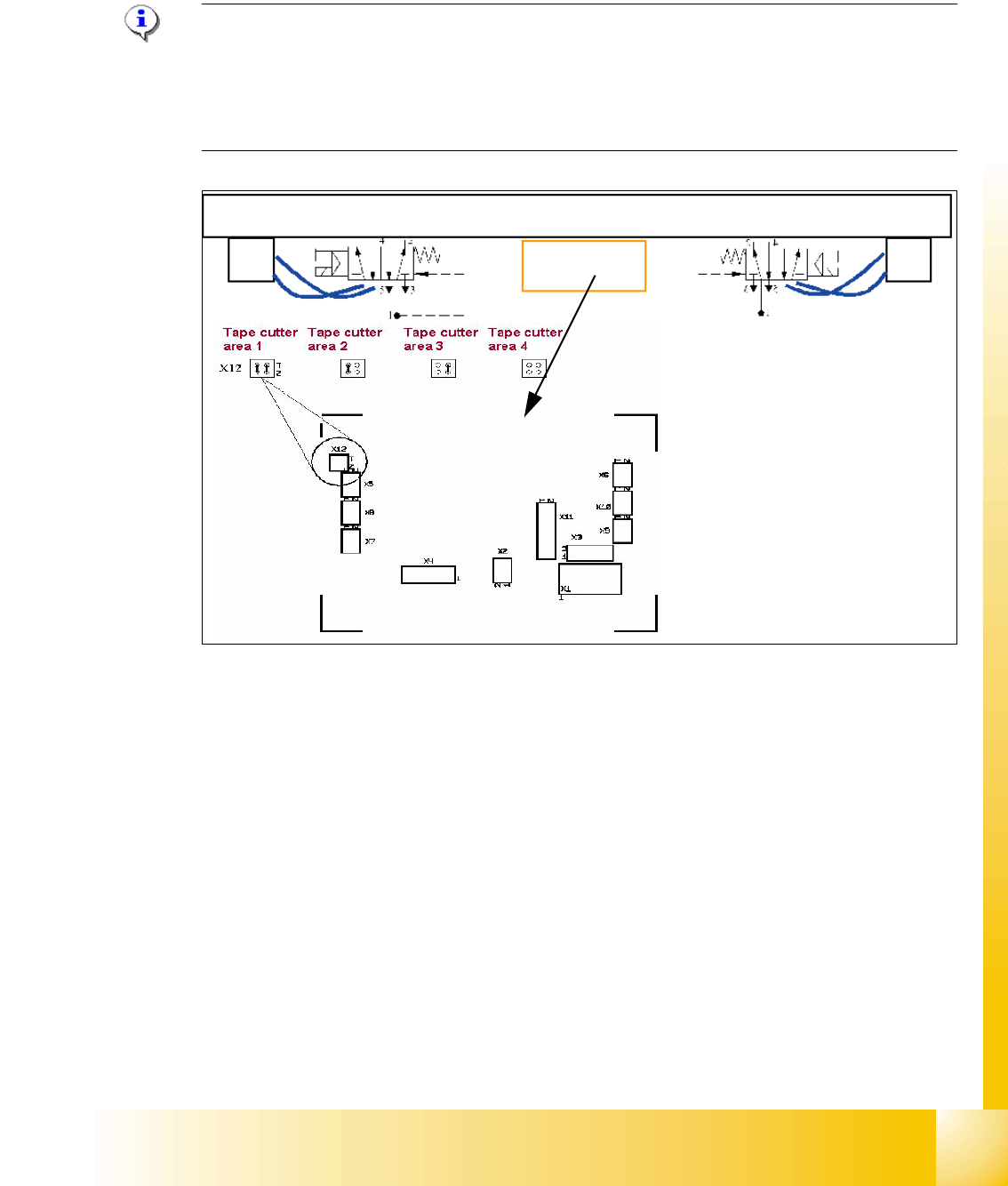
8.3.2 Jumper setting on the control unit at the tape cutter
The jumper for the CAN bus addressing must be set according to the corresponding location in
the machine.
Please Note:
The pneumatic hose of the actuator cylinders at both side are crossed. This is due to the electrical
actuator of the 5/2 way valves were mounted with the nose side facing the outer side of the cutter
unit. (At HS machines, the right actuator is mounted with the tube facing the inner side and there-
fore the hoses are NOT crossed).
Fig. 8.3 - 3 Jumper setting tape cutter
1
2
3
3
4
4
1. Power supply
2. Connector CAN Bus
3. BERO‘s for the valves
4. Connector 5/2 Way valve
5. Jumper setting
5
1 - 18
Student Guide SIPLACE HF/HF3
8 Component handling Edition 09/2005
18
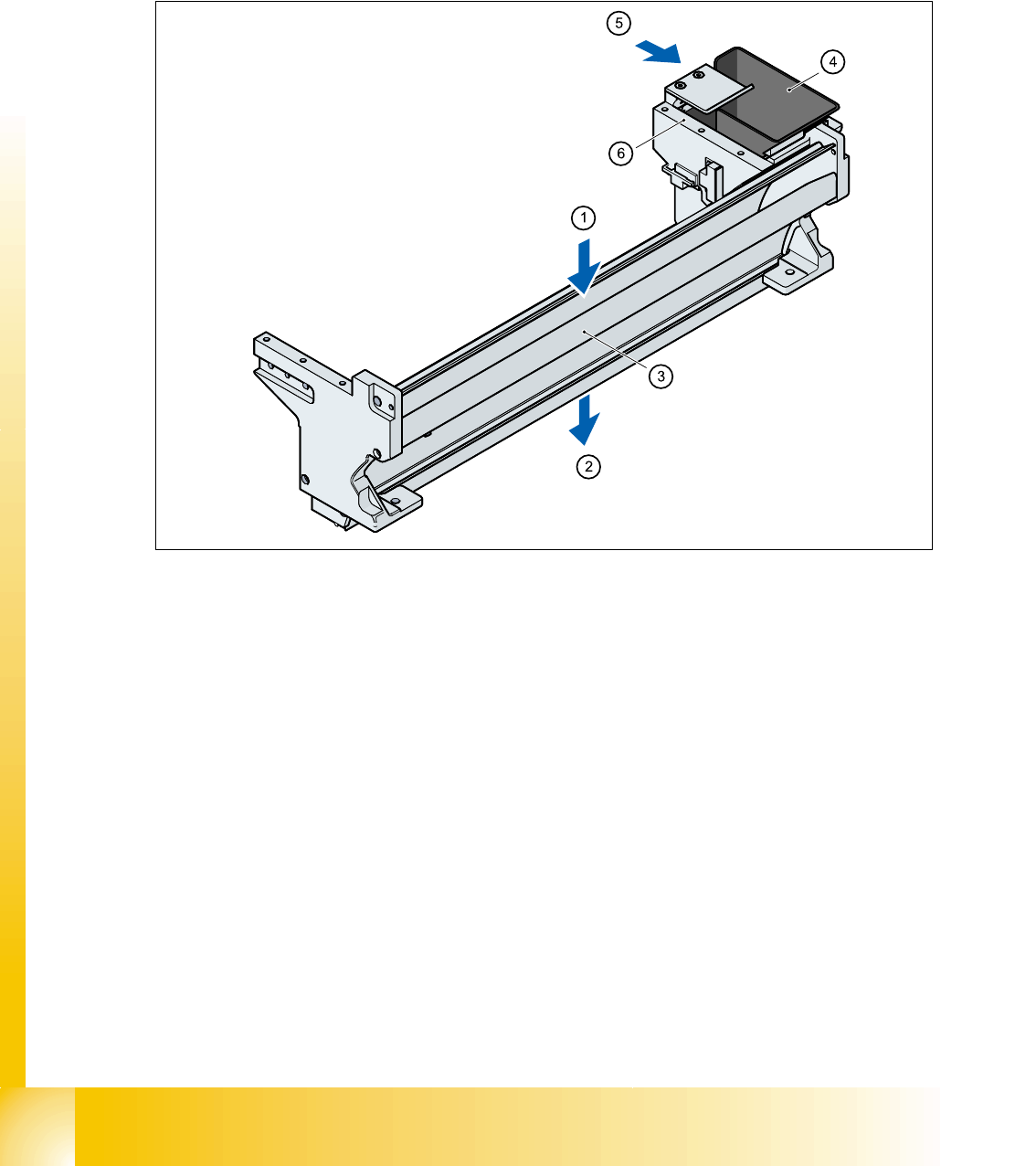
8.3.3 Empty tape duct
At the inlet (Pos. 1) the empty tape duct receive the empty tape from the feeders and direct them
at the outlet (Pos. 2) to the pneumatic tape cutter. There the tape is chopped up and passes down
the waste tape chute into the waste box below the component changeover table.
The empty tape duct is fixed to the pneumatic tape cutter with four screws.
8
Fig. 8.3 - 4 Used tape channel with component reject bin
(1) Inlet slot for empty tape
(2)Outlet slot for the empty tape above the pneumatic tape cutter
(3)Dividing plate for tapes < 17 mm (can be removed for tapes > 17 mm)
(4)Component reject bin
(5)Assembly position for the nozzle removal device
(6)Support for the nozzle changer (for 6 nozzle head the 2 outmost holes used; for 12 nozzle -,
and for the TWIN-head the middle and the left one is used)
The empty tape duct acts as a base for further modules:
– Removable component reject bin (Pos. 4)
– Assembly surface (Pos. 6) for the nozzle changers of the Collect&Place and TWIN-Head
– With the nozzle changer option is the removal device for nozzles of the 6nozzle C&P head is
mounted beside the reject box. Both C&P head types use the same nozzle removal unit.