HM_Series_Administrator′s_Guide(Chi_Ver2.5)校正.pdf.pdf - 第191页
3-75 元件的登记 <Y 偏移量 > 编辑框 建议不设定补偿值 (offset) 地使用。 <Z 偏移量 > 编辑框 如果是带式供料器供应的元件, 建议参考下 表后设定 Z 值。 <R ( 吸取角度 )> 编辑框 建议不设定补偿值 (offset) 地使用。 < 延迟时间 > 选项 卡 头部的轴杆在进行元件的吸取、 贴装及抛料作 业时, 可以针对有关头部动作的 相关延迟时…
3-74
Cutting-edge Modular Mounter HM Series Administrator's Guide
<Teaching Cycle>编辑框
对该项功能的说明稍后将做更新。
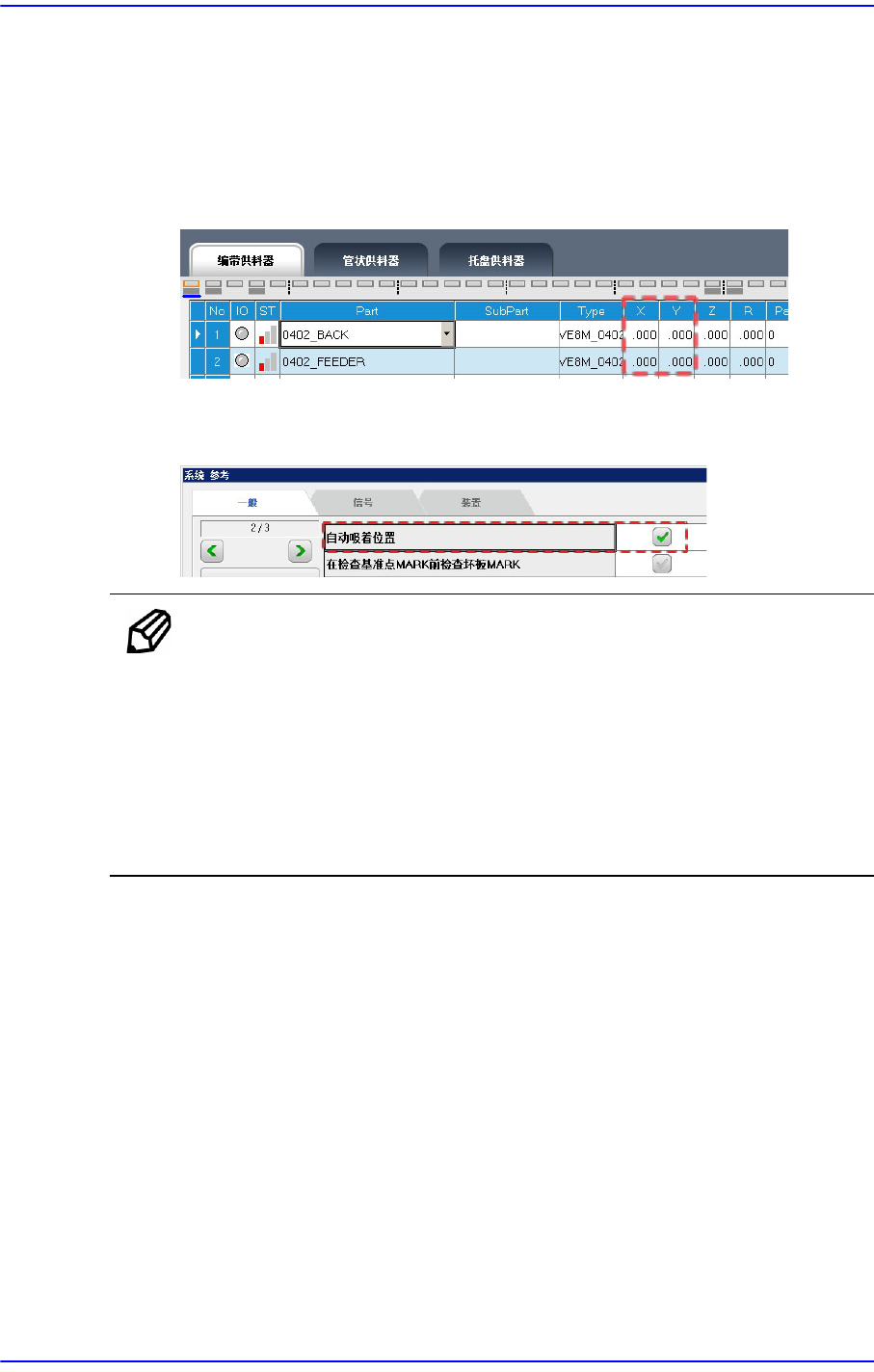
<适应性吸取 > 选择框
圈选该复选框时,针对发生了吸取错误的带式供料器自动补偿吸取点的XY
坐标后,把它自动反映到“带式供料器” 对话框的供料器吸取点数据。
实际适用“自适应拾取” 功能时,需要在“ 系统设定 ”菜单的“参考” 子菜单中
的“ 一般”选项卡对话框事先圈选<适当的拾料位置>复选框。
备注 如果是8mm 带式供料器供应的元件,建议适用该功能后使用。
即使是8mm 以上的带式供料器所供应的元件,适用该功能时也
能减少元件抛料率,但具有下列特性的元件不能使用该功能。
元件在料带的料槽内游动严重
难以准确地设定元件吸取高度
(例:同一元件之间的厚度偏差较大的元件)
<真空检查 > 选择框
在吸取或贴装元件前需要先确认真空压力时选择。
微芯片非常微小,因此完成实际贴装后,即使没有实际贴装,也很难在以后
的工程中检查出错误,重新贴装也需要付出很大努力(适用于1608芯片以下
)。如果使用该功能,设备就可以在吸取元件时的压力与最终贴装元件时的
压力比较后确认是否发生了差异。
如果发生差异,可能会在头部吸取元件后移动到贴装点的途中因某种原因而
掉落。
<吸取偏移量 > 群
<X> 编辑框
建议不设定补偿值(offset)地使用。
3-75
元件的登记
<Y偏移量> 编辑框
建议不设定补偿值(offset)地使用。
<Z 偏移量> 编辑框
如果是带式供料器供应的元件,建议参考下表后设定Z值。
<R (吸取角度)> 编辑框
建议不设定补偿值(offset)地使用。
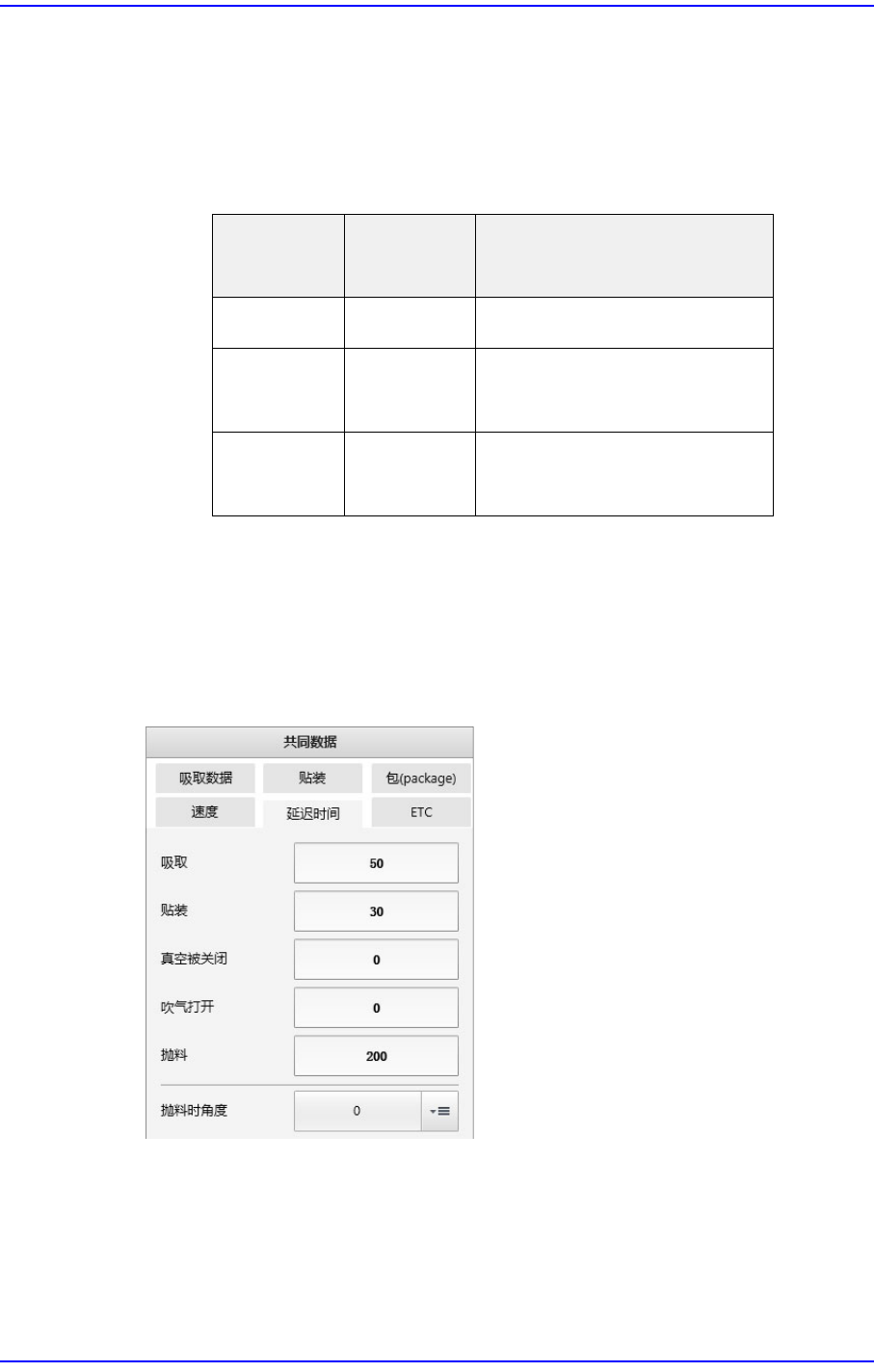
<延迟时间> 选项卡
头部的轴杆在进行元件的吸取、贴装及抛料作业时,可以针对有关头部动作的
相关延迟时间进行设定。
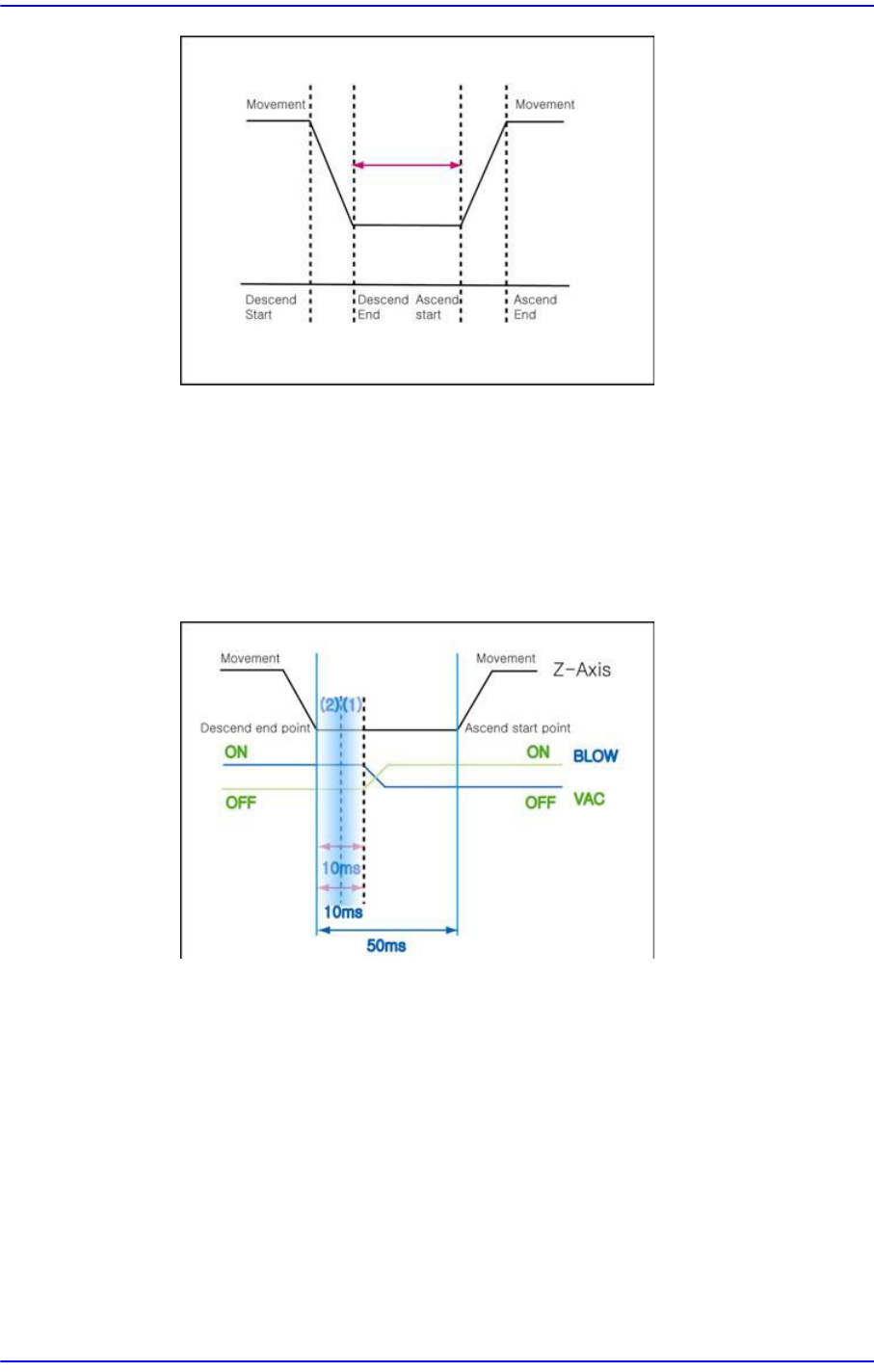
<吸取> 编辑框
请输入从头部的轴杆为了吸取元件而完成下降并停止时起到开始上升为止
的时间。
下面是“PickUp Delay Time”顺序图。
带式供料器
带式类型
(Tape Type)
Z
8mm
Paper/PE 元件厚度
8mm Emboss -0.2
(特异元件则手动示教)
12mm 以上
Emboss -0.2
(特异元件则手动示教)
3-76
Cutting-edge Modular Mounter HM Series Administrator's Guide
<贴装> 编辑框
请输入从为了贴装元件而头部的轴杆完成下降并停止时起到开始上升为止
的时间。
<真空关闭 >编辑框
贴装部件时,Head的Spindle 完成下降处于停止状态后到开始上升时的时
间。
例如,设置成‘Place’ 50,‘真空关闭’ 10, ‘吹气打开’ 10,
为 贴装(Place) 从Z轴完成下降的时点到完成所有程序Z 轴开始上升为止
的所需时间为50ms。
真空关闭(Vac off) 10是指为贴装从Z轴完成下降的时点过10ms 后将要关
闭空压的意思。
吹气打开(Blow ON) 10是Z 轴完成下降的时点到 吹气打开 为止的延迟时
间。
一般 吹气打开(Blow ON)值设置成与真空关闭的时间相同的时间。