HM_Series_Administrator′s_Guide(Chi_Ver2.5)校正.pdf.pdf - 第576页
13-16 Cutting-edge Modular Mounter HM Series A dministrator's Guide 按下 < 移动 > 键使贴片头移 动到 Dipping Positon 。 驱使贴装头的 轴杆下降直到接触助焊剂版为止。 喷嘴的末端 与 Flux Plate 接触后空压产生变化自动示教 Z 轴的位置。 < 供应模式 > 领域 选择助焊剂的供应方式。 &…
13-15
系统设置
<开阀时间> 编辑框
设定助焊剂的供应量。由于是打开阀门后供应助焊剂,因此可以通过调节阀
门开放时间的方式调整助焊剂的供应量。
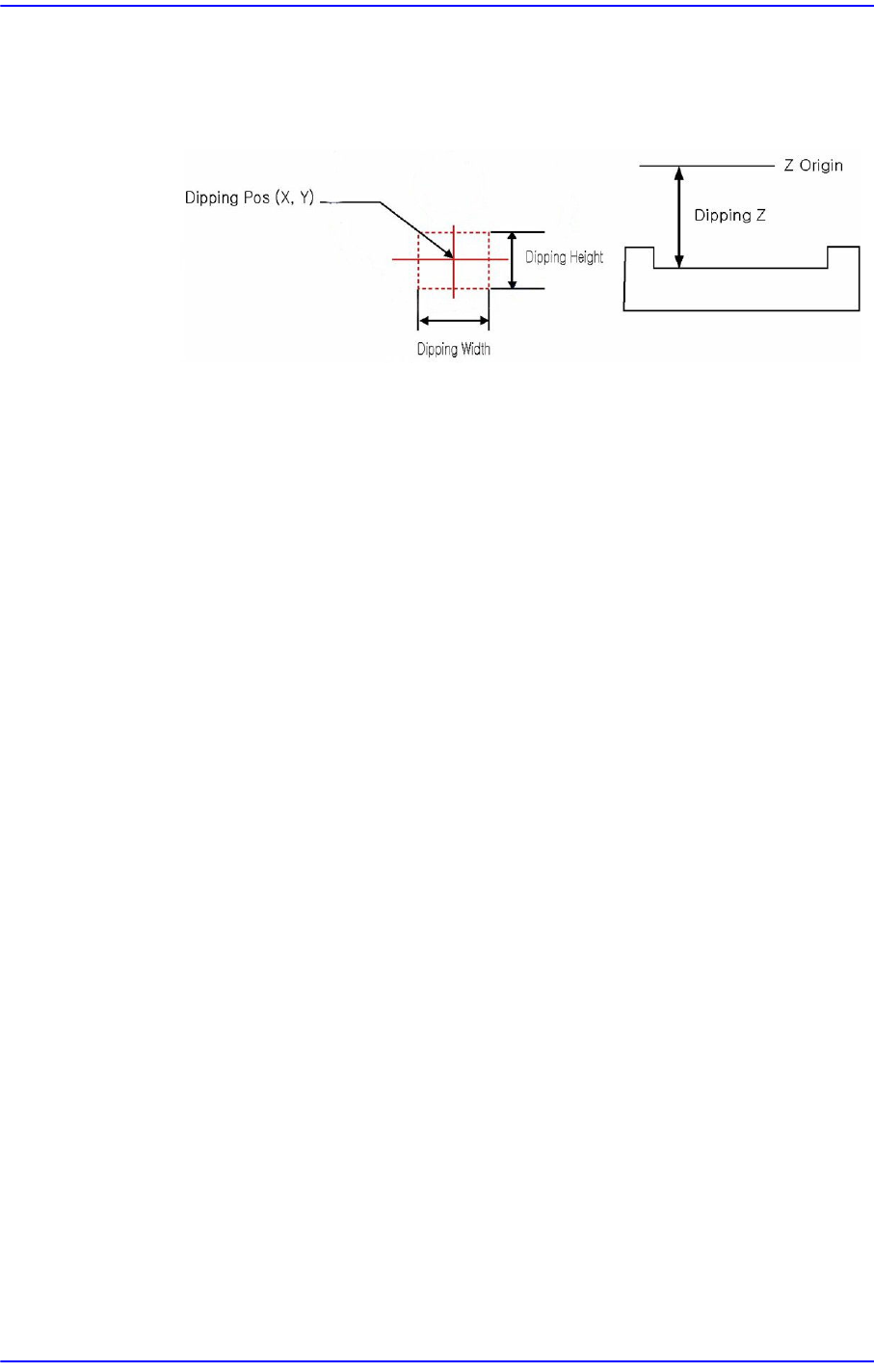
<位置> 领域
选择右侧<使用流量设备> 选择框时被激活。设定出元件浸渍到助焊剂里的浸渍
位置(Dipping Position)。在 Flux Module的Feeder Base 上决定安装槽则自动设定
Dipping Position。
<X>编辑框
助焊剂基准标记的X位置。
<Y>编辑框
助焊剂基准标记的Y位置。
<Z>编辑框
是Dipping Position坐标的Z 值。
<浸渍偏移> 按钮
可以设置浸渍位置(Dipping Position)的Z值偏移量。
备注 生产时间持续较长时间时助焊剂的粘度将减小而使得助焊剂无
法正常地沾在元件上。此时,设置<浸渍偏移> 编辑框并设置
Dipping Position的Z值偏移量。
<基准告知> 键
为了示教助焊剂基准标记的中心而实行对话框。
<得到数据( X/Y )>按钮
自动示教Dipping Position的X、Y坐标。
<自动示教(X/Y/Z)> 键
自动示教Dipping Position的X、Y、Z坐标。
<得到数据(Z)> 按钮
示教Dipping Position的Z坐标。示教时,应该在没有助焊剂的状态下实行。
采用了Height感应器的设备则利用Height Sensor测量Dipping Z。
但是,没有采用Height感应器的设备则利用气压测量Dipping Z。下面是利用
气压示教的顺序。
在<示教> 领域的组合框中先选择要示教的head后,在相应head的喷嘴槽
上插入HNHeadZ喷嘴。
13-16
Cutting-edge Modular Mounter HM Series Administrator's Guide
按下<移动> 键使贴片头移动到Dipping Positon。
驱使贴装头的轴杆下降直到接触助焊剂版为止。喷嘴的末端与Flux Plate
接触后空压产生变化自动示教 Z 轴的位置。
<供应模式> 领域
选择助焊剂的供应方式。
<感应>选项按钮
根据检测助焊剂剩余量的传感器的动作而供应助焊剂。
<Counter> 选项按钮
设定供应助焊剂的助焊剂浸渍次数。例如,需要在利用助焊剂浸渍元件60次
后供应助焊剂时,在右边的编辑框上输入 “60”。
<计数器> 选项按钮
供应了助焊剂后,会在这里设定的时间以后重新供应助焊剂。
<清扫警告模式> 领域
需要清扫助焊剂模块时,将发出清扫告警。可以在这里选择清扫告警模式的设
定方式。
<组合> 选项按钮
组合计数方式与计时方式,在两种方式中首先发生相应事件(event)时解除告
警模式。
<计数器> 选项按钮
设定发出清扫告警信号的助焊剂浸渍次数。例如,需要在助焊剂浸渍
(Dipping)元件 60次后供应助焊剂时,在右边的编辑框输入“60”。
<计时器> 选项按钮
清扫了助焊剂模块后,将在这里设定的时间后重新发出清扫告警信号。
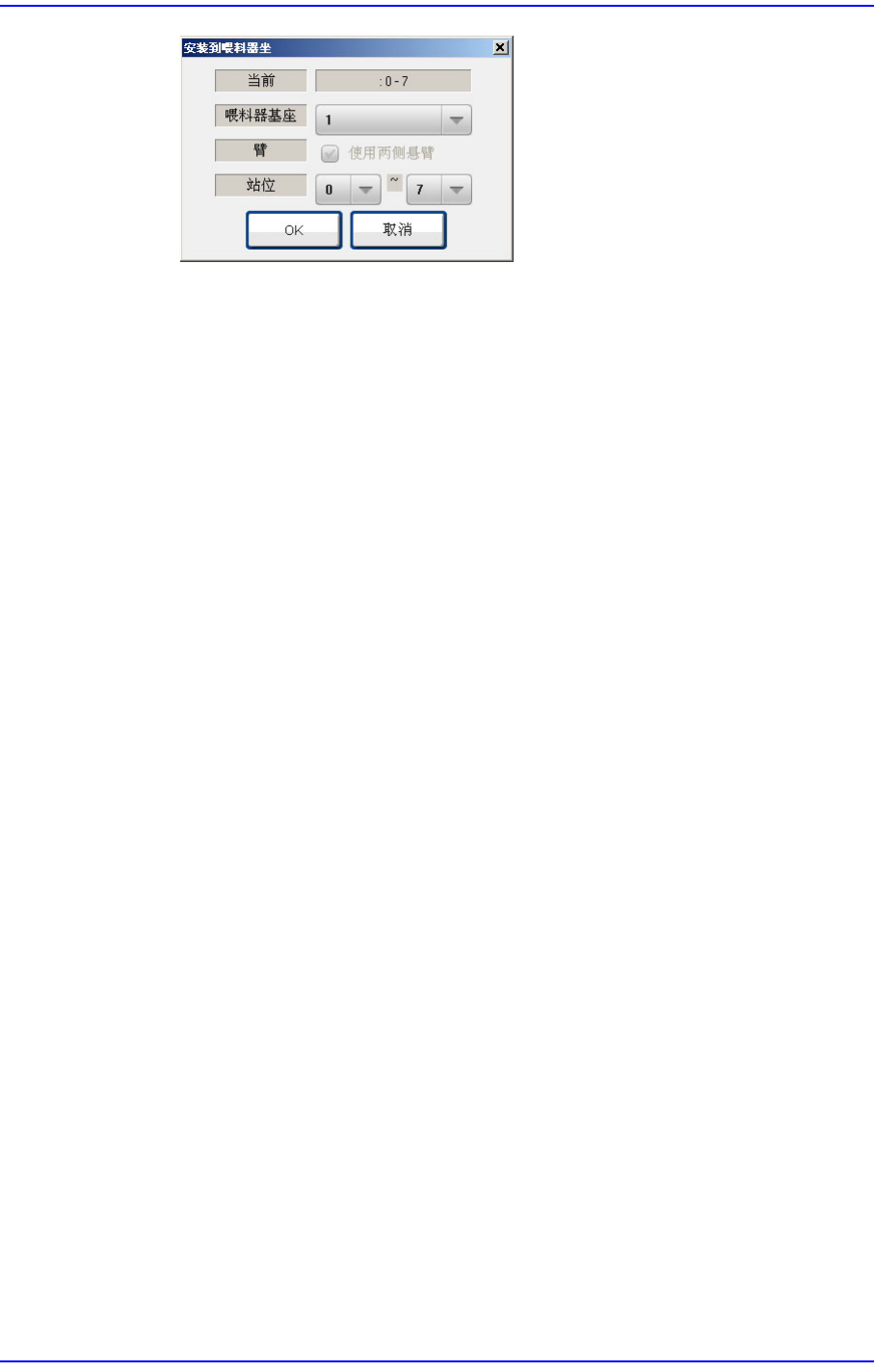
<占用的站位> 领域
显示出安装助焊剂模组后助焊剂模组在供料器底座上占有的插槽。
<喂料器基座 > 按钮
选择将要安装Flux Module的Feeder Base插槽。
13-17
系统设置
<使用流量设备> 选择框
可以用来设置助焊剂模块的相关事项。
<搅拌> 按钮
为了供应助焊剂而搅拌助焊剂。
<更新> 按钮
把设定的数据传送到设备之后关闭对话框。
<取消> 按钮
忽略设定的数据直接关闭对话框。