HM_Series_Administrator′s_Guide(Chi_Ver2.5)校正.pdf.pdf - 第582页
13-22 Cutting-edge Modular Mounter HM Series A dministrator's Guide <8. 参数 > 编辑框 < 判断值 > 对分析图像时决定 2D 条形码是 否存在的标准进行设置。 建议值为 600 。 点击此编辑框时 , 将 显示一个数字输入窗口。 < 测试 > 按钮 用于检查读取的条形码数据是 否可用。 <Lig…

13-21
系统设置
<1.使用>复选框
选择是否使用2D条形码功能。
在<2.条形码位置> 编辑框
设置2D 条形码在晶圆上的位置。
仅在<3.位置测量>区域
用于校正2D条形码在晶圆上的位置。
<4.条形码类型>选项按钮
设置二维码的类型。
<5.搜索区域>编辑框
在相机获取的图像中设置检查 2D 条形码存在与否的领域的大小。点击该
领域的编辑框后,将出现下列数字输入窗口。
<宽度 >编辑框
设置X 轴方向的检查范围。一般设置为8 mm。
<高度 >编辑框
设置Y 轴方向的检查范围。一般设置为8 mm。
<6.条形码形状信息>编辑框
<大小 >区域
点击该领域的编辑框后,将出现下列数字输入窗口。
-<宽度> 编辑框
设置二维码在X方向上的大小。一般设置为4 mm。
-<高度> 编辑框
设置二维码在Y方向上的大小。一般设置为4 mm。
<形状 >区域
-<正方形> 选项按钮
设置正方形条形码。
-<长方形> 选项按钮
设置直四角形条形码。
<7.条形码颜色>选项按钮
<白色 >选项按钮
在这种情况下,条形码看起来比周围的区域明亮。
<黑色 >选项按钮
在这种情况下,条形码看起来比周围的区域暗。
13-22
Cutting-edge Modular Mounter HM Series Administrator's Guide
<8. 参数>编辑框
<判断值>
对分析图像时决定2D条形码是否存在的标准进行设置。建议值为
600。点击此编辑框时,将显示一个数字输入窗口。
<测试> 按钮
用于检查读取的条形码数据是否可用。
<Light> 区域
设置检查条形码时的照明值。通常,“Side”和“Outer”设置为
15,“Coaxial” 设置为0,可请根据条形码状态进行适当调整。
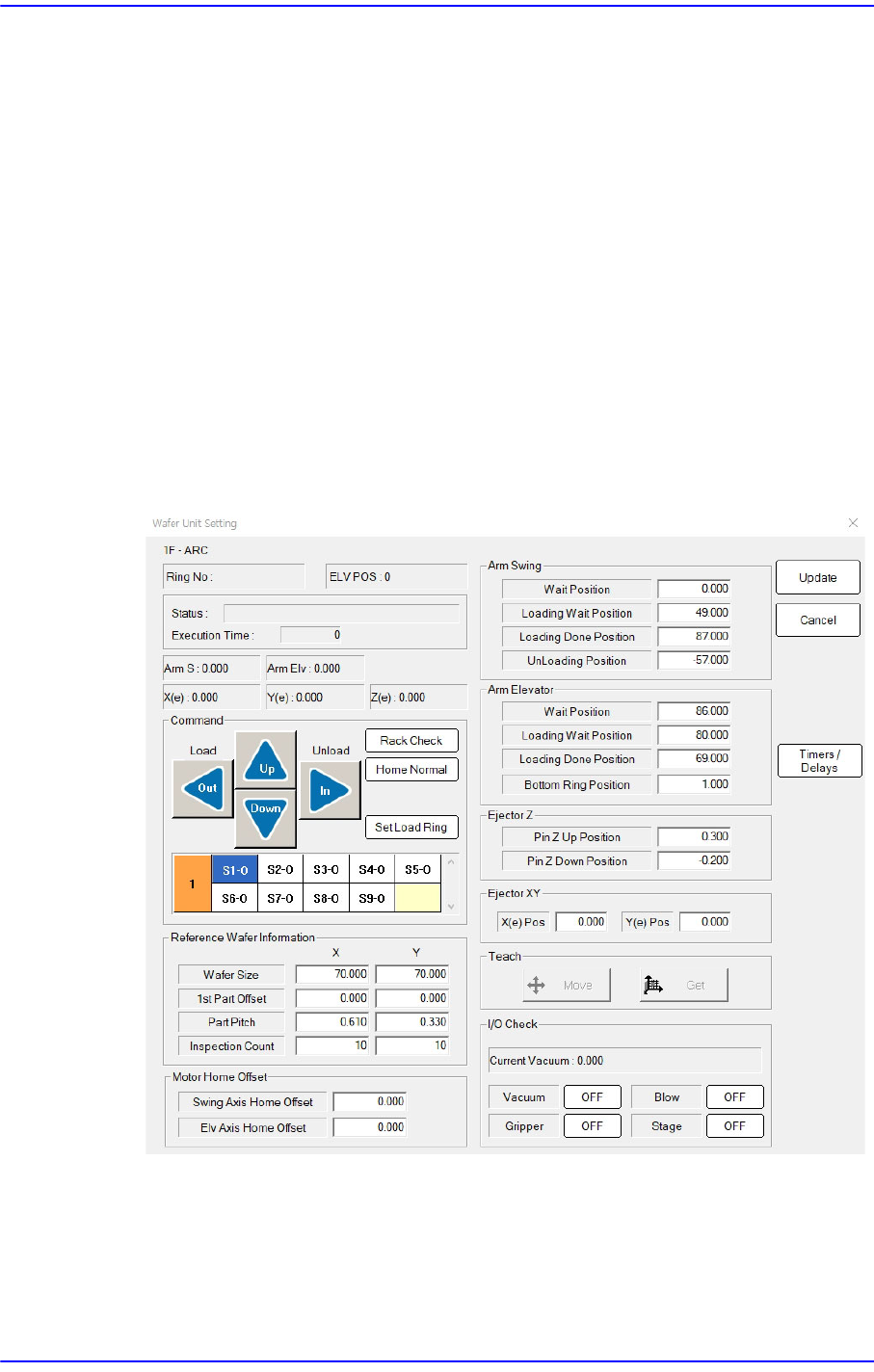
<晶圆装置设置>按钮
可对晶圆装置的信息参数数据进行设置。
图
13.12 “
晶圆装置设置
”
对话框
1: “
动作结果
”
<动作结果 >区域
检查手动命令的执行结果。

13-23
系统设置
<手动操作> 区域
检查手动命令及Rack内晶圆的状态。
<参考晶圆信息> 区域
设置晶片的基本形状。
<Motor原点偏移>区域
设置Swing轴的凹槽偏移量。
<Arm Swing>区域
设置Arm Swing轴的移动位置数据。
<Arm Elevator>区域
设置Arm Elevator轴的移动位置数据。
<EJECTOR Z>区域
设置EJECTOR Z轴的移动位置数据。
<EJECTOR XY>区域
设置EJECTOR XY轴的移动位置数据。
<示教>区域
用于手动操作晶圆装置。
<I / O检查 > 区域
检查使用真空的相关部分的状态。
<计时器/延迟>按钮
为晶圆装置的每个模块设置一个计时器。