RX-6_维修调整要领书.pdf - 第142页
维修调整要领书 9- 10 9 ) 请把导带侧边板 LR 和止动销装到活动刀刃上。 10 ) 请将活动刀刃组件装配到直线导轨上。请在止动螺丝上涂敷 LOCTITE 粘结剂 243 。 11 ) 请组装固定刀刃。 12 ) 请对刀刃加注润滑脂。 涂得薄的部分 涂敷后轻轻地擦掉。 ※ 如涂得过多,切断后的料带会粘贴在上面。 涂得多的部分 孔内也注入润滑脂。 涂得多的部分 孔内也注入润滑脂。 切带机底座 组装时要与切带机底座的方孔截面 平行 …
维修调整要领书
9-9
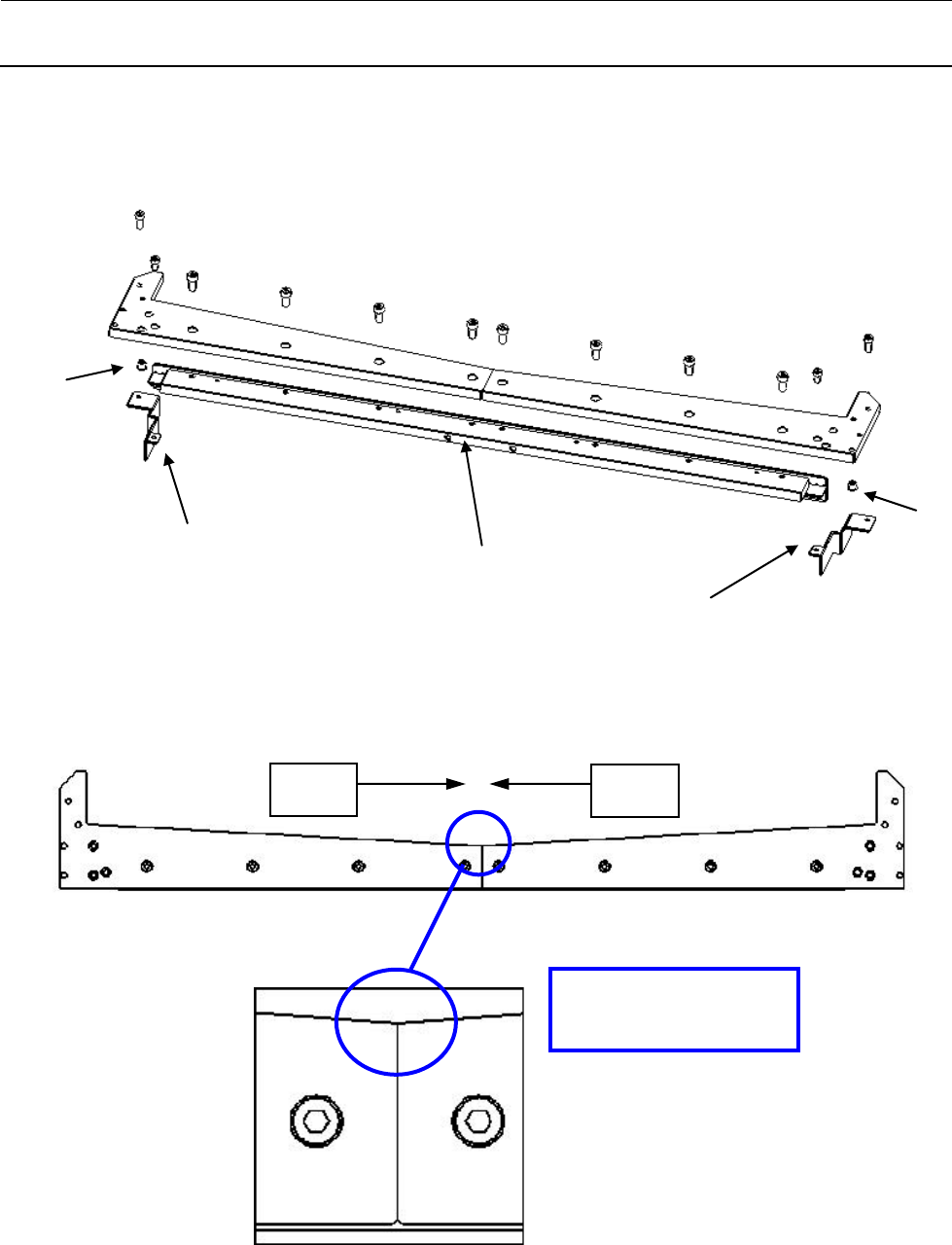
6) 请拆下止动螺丝(内六角螺栓 M5 L=12),将活动刀刃从接头板上拆下。
7) 请从活动刀刃上拆下导带侧边板 LR 和止动销,更换活动刀刃。
8) 请把活动刀刃装到接头板上。请在止动螺丝上涂敷 LOCTITE 粘结剂 243。
接头板
导带侧边板 L
导带侧边板 R
止动销
止动销
顶紧
顶紧
在刀刃的对接前端部
不能有高低差和空隙
维修调整要领书
9-10
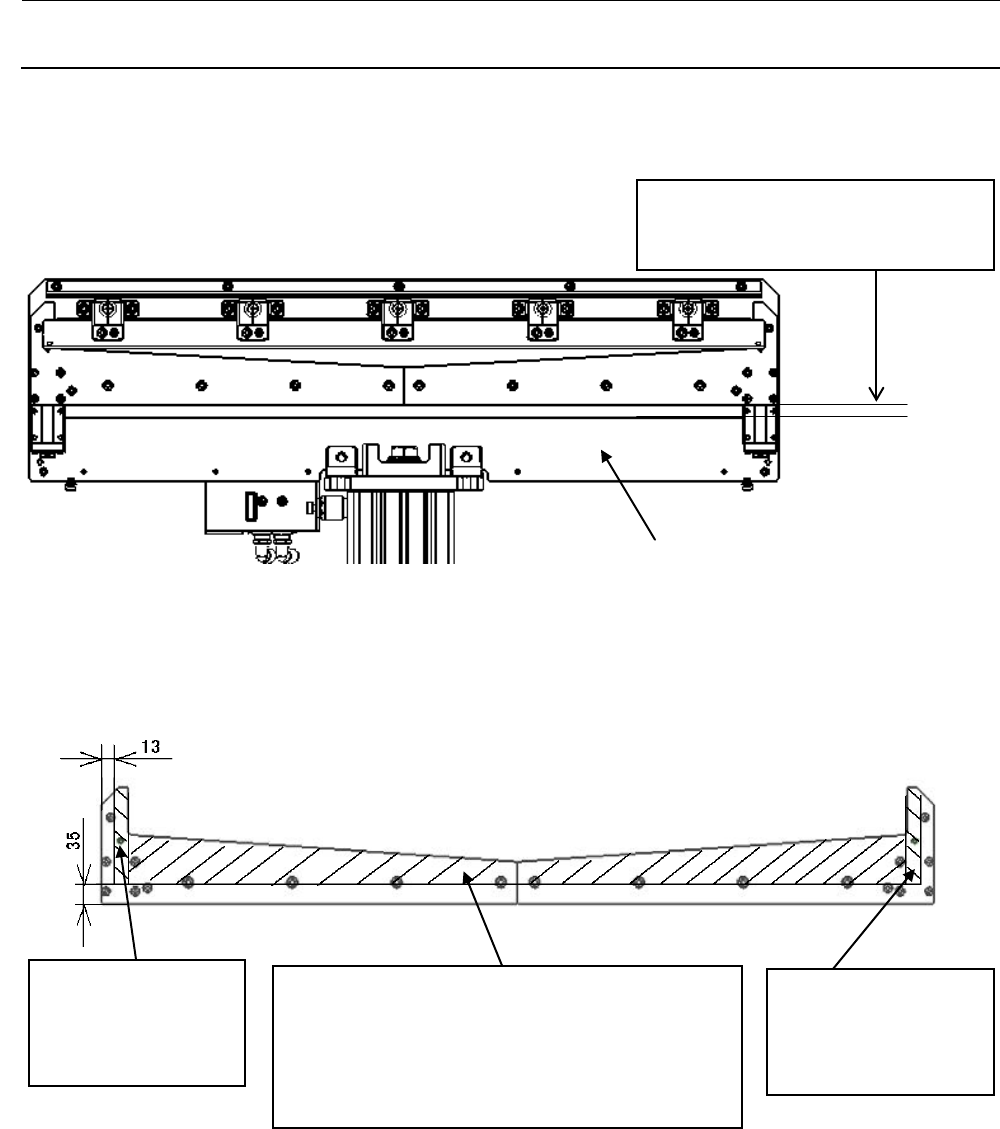
9) 请把导带侧边板 LR 和止动销装到活动刀刃上。
10) 请将活动刀刃组件装配到直线导轨上。请在止动螺丝上涂敷 LOCTITE 粘结剂 243。
11) 请组装固定刀刃。
12) 请对刀刃加注润滑脂。
涂得薄的部分
涂敷后轻轻地擦掉。
※ 如涂得过多,切断后的料带会粘贴在上面。
涂得多的部分
孔内也注入润滑脂。
涂得多的部分
孔内也注入润滑脂。
切带机底座
组装时要与切带机底座的方孔截面
平行 (以目测即可)
维修调整要领书
9-11
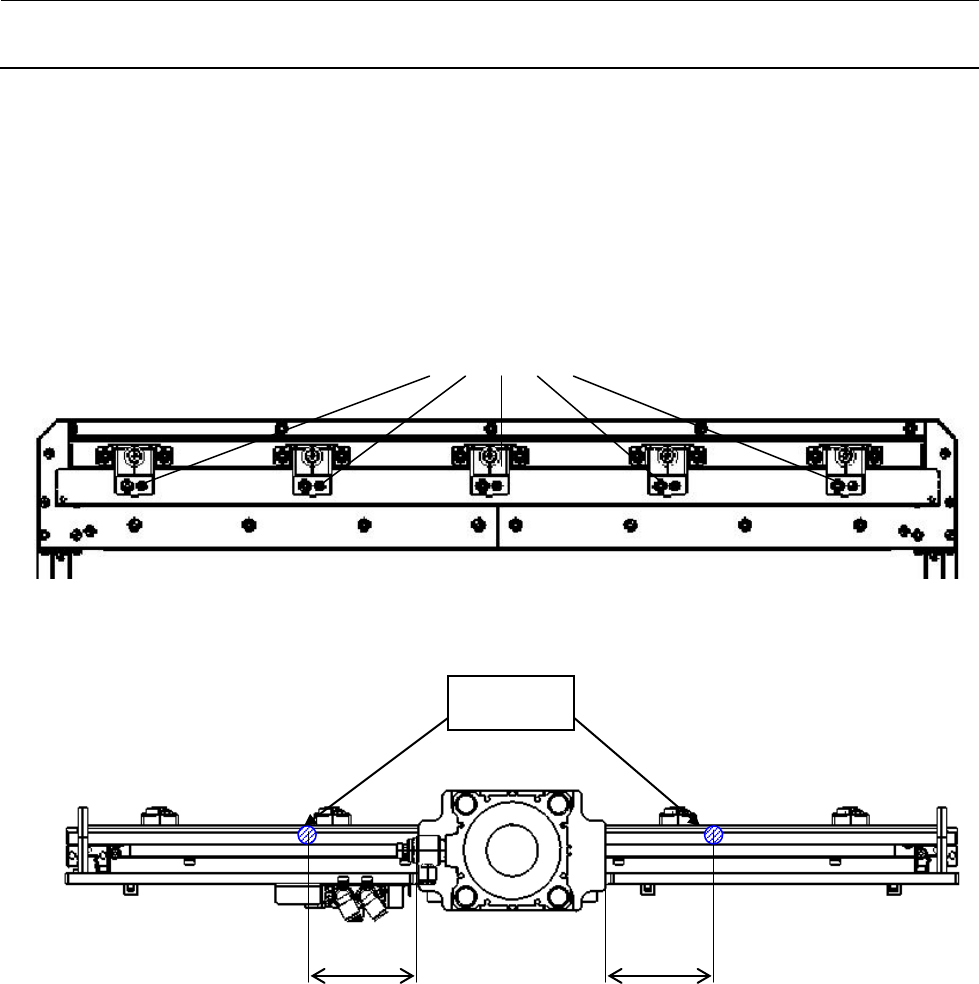
13) 请进行固定刀刃的预压调整。调整请按照以下操作顺序。
① 调整要在关闭活动刀刃的状态下进行,使 5 个部位的内六角止动螺丝成为顶碰状态。
② 请单独将中央的内六角止动螺丝逐步旋紧,其他 4 个点为顶碰状态。
③ 请在打开刀刃的状态下,用推拉测力计按压下图的接头板影线部,当刀刃关闭时的锁紧压力
为 100±10(N)后旋紧螺母,再次确认。
内六角止动螺丝
测量位置
60 60