RX-6_维修调整要领书.pdf - 第25页
维修调整要领书 1- 17 4 ) 参考 1-4-1.4 ), 5 )将滚珠丝杠装置先试装到机器上。 5 ) 参考 1-4-1.2 )临时性装配滚珠丝杠螺母托架和贴装头板。 6 ) 在此,为了决定 X 滚珠丝杠座架的位置,参考 1-4-1.1 )临时性装上 X 防油器。 将 X 滚珠丝杠座架的螺丝紧固到弹簧压紧的程度,定好滚珠丝杠座架的位置后,拆下 X 防油器。
维修调整要领书
1-16
2) 在 1-4-1.7)中拆下的滚珠丝杠螺母托架先试装到滚珠丝杠的螺母上。
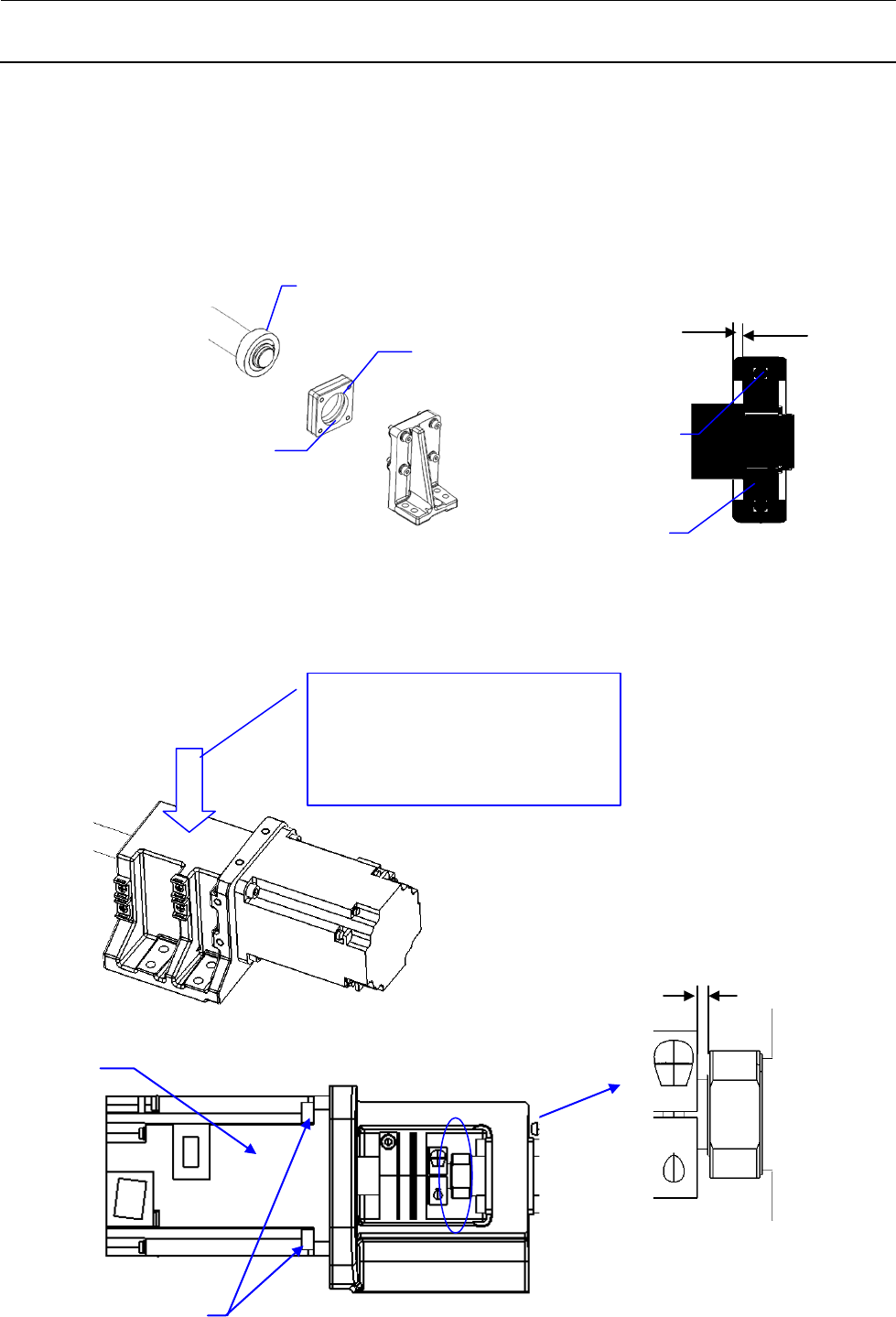
在 1-4-1.6)中拆下的轴承用 C 型挡圈予以固定。在轴承和滚珠丝杠支承方块的内侧、O 形环上涂
敷 NSL 润滑脂后,试装到 X 滚珠丝杠座架上。
滚珠丝杠支承方块的切削面请面向滚珠丝杠座架一侧。
并且,请按入到轴承比滚珠丝杠支承方块还凹下 3mm 的位置。
3) 进行联轴节的定心。从下面所示的方向按压,固定电动机,要做到正式旋紧 M6 螺丝后联轴节也能
左右平稳地移动。固定好电动机后,以 3.4Nm 旋紧联轴节。
外圈涂敷 NSL 润滑脂
内侧涂敷 NSL 润滑脂
O 形环也要拆下涂敷润滑脂
注意
切削面在这一侧
3mm
轴承
滚珠丝杠
支承方块
2.5mm
是锁定螺母与联轴节的空隙,
不是滚珠丝杠外螺纹部与联轴节
M6 螺丝(4 个)
由于正式连接时的姿势是这一朝向,
最后要确认的是,不拿住 X 电动机
从这一方向按下 X 电动机架的状态下
联轴节可平稳地移动。
X 电动机

维修调整要领书
1-17
4) 参考 1-4-1.4),5)将滚珠丝杠装置先试装到机器上。
5) 参考 1-4-1.2)临时性装配滚珠丝杠螺母托架和贴装头板。
6) 在此,为了决定 X 滚珠丝杠座架的位置,参考 1-4-1.1)临时性装上 X 防油器。
将 X 滚珠丝杠座架的螺丝紧固到弹簧压紧的程度,定好滚珠丝杠座架的位置后,拆下 X 防油器。
维修调整要领书
1-18
1-4-3
滚珠丝杠调整
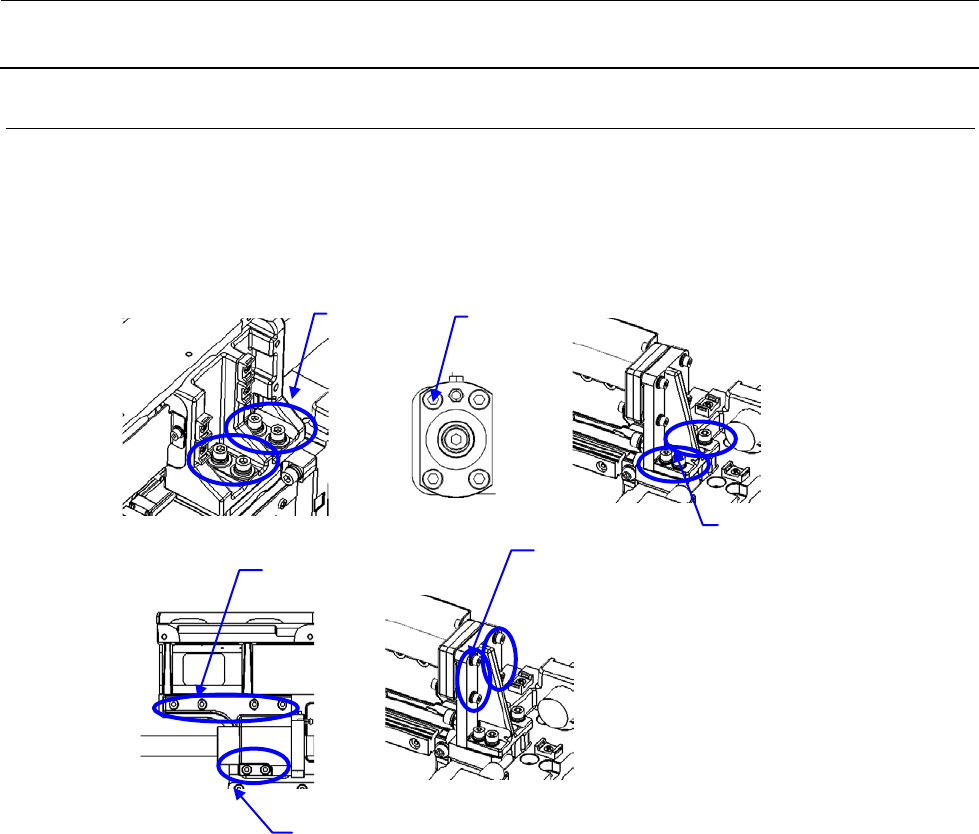
1) 用推拉测力计测量贴装头、滚珠丝杠螺母的移动负载。
按照下述順序旋紧螺丝,调整到成立以下关系。
贴装头负载 + 滚珠丝杠螺母负载 ≦ 贴装头负载 + 滚珠丝杠螺母负载 + 10N
1. 测量连接前的螺母、贴装头板移动负载。
2. 左右移动贴装头板使顺畅。
3. 将贴装头板靠近左侧(电动机侧),固定①电动机架止动螺丝。
4. 在该位置附近固定②螺母止动螺丝。
这时,如滑动极端沉重,可让②螺丝固定不动而松开①螺丝,左右移动磨合之后再在左侧固定。
5. 将贴装头板向右靠,固定③螺丝。
6. 将贴装头板向左靠,固定④螺母托架止动螺丝。
7. 将贴装头板向右靠,固定⑤螺丝。
8. 将推拉测力计顶住上图所示的贴装头板的右侧位置,移动贴装头板测定 3 次移动负载,确认平均
值为上述值。
①
②
③
④
④
⑤