00194614-08 Trainingsdoku. SG X-Serie_X4i SW70x (AL2)_EN.pdf - 第120页
Communication and Control Axis Dynamic Basic s Axis Control Student Guide SIPLACE X-Serie and X4I SW70x (AL2) 120 In the deceleration section, the amplitud e increa ses agai n, to reduce the speed of the ax is mechani cs…
Communication and Control
Axis Control Axis Dynamic Basics
119 Student Guide SIPLACE X-Serie and X4I SW70x (AL2)
The positioning shown above demonstrates an excessive overshoot. However, no other overshoot, for
which an end signal could be issued, will occur during this positioning run. The axis controller has a
’backup strategy’ - When the permitted position deviation range is reached, a 10ms timer is started. 10
ms after entering the permissible range (here 5 digits (1)) the timer triggers the end position signal (2).
The permitted range must not be left during this period.
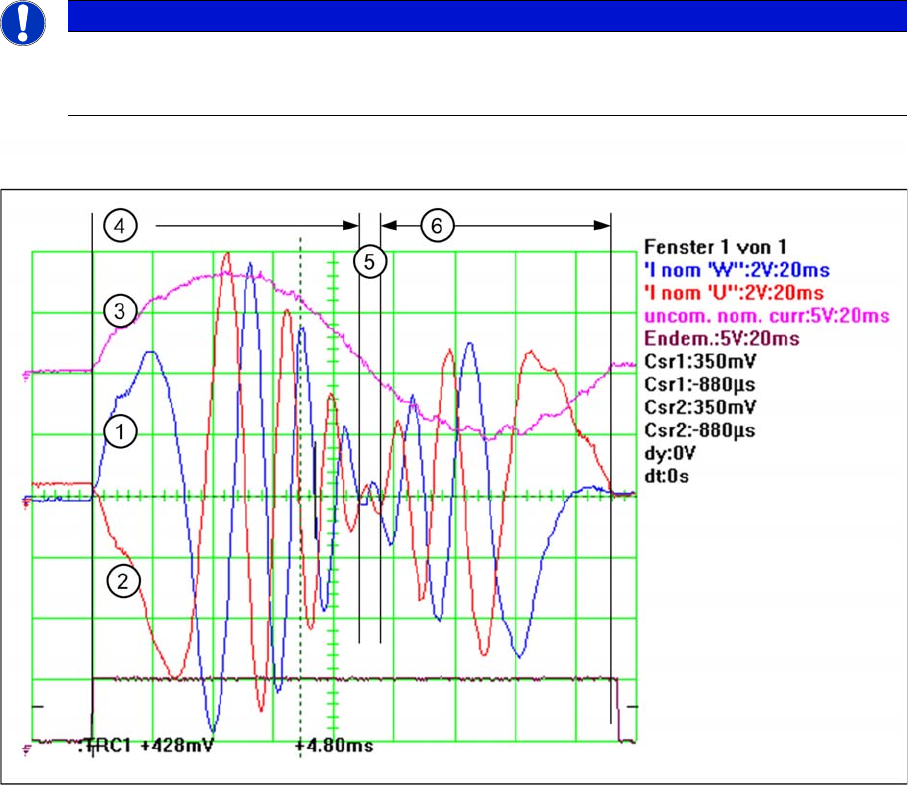
The system generates an uncommutated current target signal from all motor current target signals for
assessment of the axis dynamics by a service technician. This signal gives information about the
mechanical friction in the axis system. This can be measured on the adapter board of the axis test box
or at the Vreg output of the SIPLACE axis tester (SAT).
The uncommutated target current signal is an envelope signal for the 2 visible motor current target
signals from the axis controller. The 3rd motor current target signal (not visible) is calculated on the servo
amplifier board.
The known V nominal (Vnom) speed signal and the force signal have been replaced by the motor current
nominal signals for DC or AC drives.
The uncommutated motor current nominal signal (3) and the motor current signals (1) (2) of an AC motor
The acceleration section can be recognized in the motor current nominal signal of the AC motor (4) due
to the high amplitudes needed to supply the axis mechanics with sufficient force. The frequency of this
signal section is low, due to the low speed. The amplitude becomes lower and lower because the
necessary motor force is reduced with increasing speed.
The frequency increases as the speed of the motor rises, up to the maximum frequency for maximum
axis speed (5).
NOTICE
These motor current signals can be measured at the V nominal and the Force output of the axis
tester. The same signals are measurable at the 2 uppermost test pins on the servo amplifier
board, as Inom. U’ and Inom. W signals.
Communication and Control
Axis Dynamic Basics Axis Control
Student Guide SIPLACE X-Serie and X4I SW70x (AL2) 120
In the deceleration section, the amplitude increases again, to reduce the speed of the axis mechanics.
The frequency decreases, as does the speed of the axis (6). Finally, the axis is moved into the correct
target position, with overshoot control.
So there is nothing to adjust all this axes have a dynamic behavior. Each axis has friction to master. The
greater the friction is, the higher the amplitudes will be for acceleration and constant speed. The higher
motor force for acceleration and constant speed can be seen by the uncommutated motor current target
signal. Greater friction reduces the motor force required during the deceleration phase, making the
amplitude of the uncommutated motor current target signal smaller.
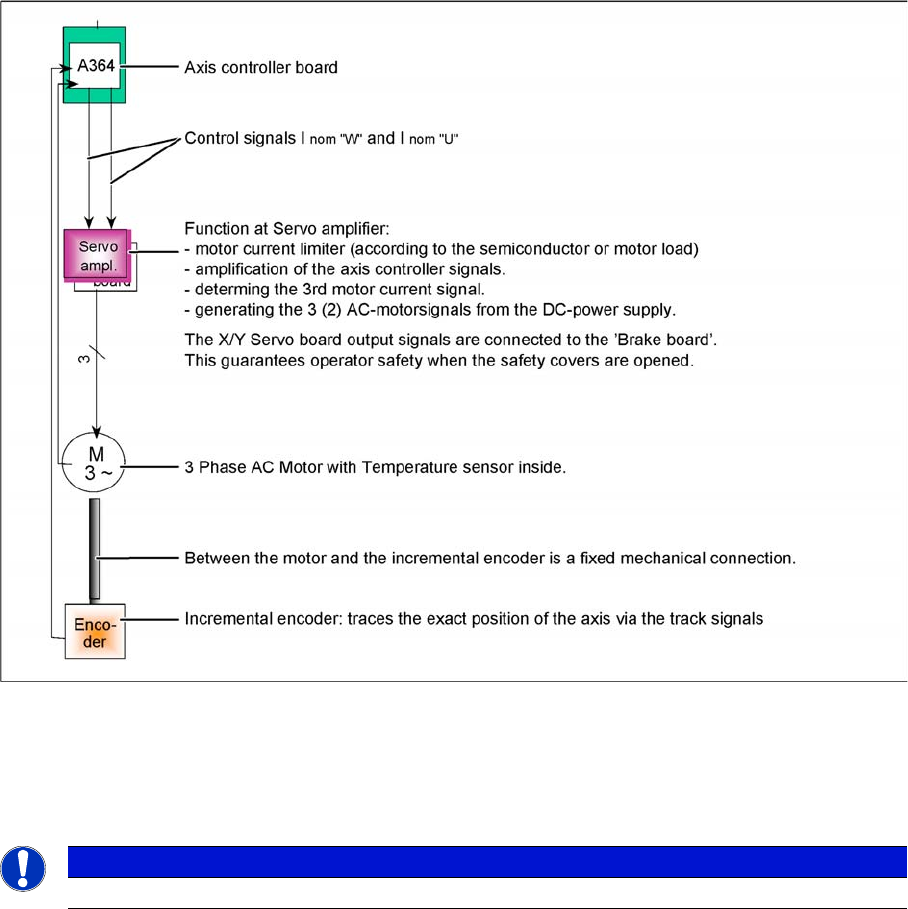
Axis block diagram, showing X or Y axis of SIPLACE X machine as example
Although the various axis types differ in details, all control tasks are handled by the axis controller. 2
control signals for 2 or 3 phase axis drive. For DC-drives we use the same hardware principle with only
1 control signal to the Servo amplifier. The only feedback is provided by the track signals from the
incremental encoder to the axis controller - a tacho (Z/DP axis) is not connected to the axis system.
See also
4.4.2 Axis Dynamic Basics [ ➙ 116]
NOTICE
Mechanical and electrical faults can be detected by analyzing the axis controller signal paths.
Communication and Control
Axis Control Axis controller
121 Student Guide SIPLACE X-Serie and X4I SW70x (AL2)
Axis controller
4.4.3 Axis controller
Axis Con troller A364
4.4.3.1 Axis Controller A364
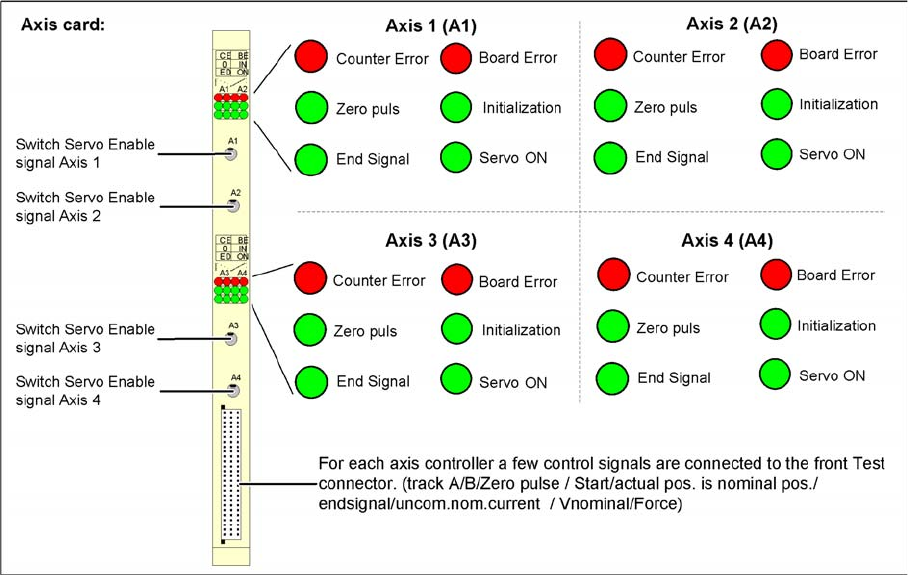
View of the SIPLACE machine axis controller A364 and its test signals
The axis controller receives the target position and the start signal from the station computer. All relevant
calculations and control actions are performed by the axis controller.
The axis controller A364 in the SIPLACE machine is socket coded. This means that the address
switches do not need to be set when parts are replaced.
The communication and axis control functions are handled by the axis controller.
The following is loaded for this purpose:
▪ BIOS SW and
▪ Firmware for the axis controller (application 1 and 2).
Because of the different types of drives and their control systems, this axis firmware version may differ.
This means the axis controller can not simply be plugged into a different position (slot) in the axis unit.
After replacing an axis controller, perform a download for the correct firmware.