00194614-08 Trainingsdoku. SG X-Serie_X4i SW70x (AL2)_EN.pdf - 第230页
C&P20A Cleaning Cycle - Procedure Reference Run for C&P20A Head Student Guide SIPLACE X-Serie and X4I SW70x (AL2) 230 ▪ The DP ax es can als o be refer enc ed independently of the star a nd Z axes. ▪ By determina…
C&P20A
Reference Run for C&P20A Head Star Axis Reference Run
229 Student Guide SIPLACE X-Serie and X4I SW70x (AL2)
Star Axis Reference Run
7.3.2 Star Axis Reference Run
Z Axis Reference Run
7.3.3 Z Axis Reference Run
DP Axis Reference Run
7.3.4 DP Axis Reference Run
▪ The machine start procedure: After the DP master firmware is loaded the DP drives are initialized.
▪ In the reference runs for the star axis, the DP drives rotate the segments into the 0° position again.
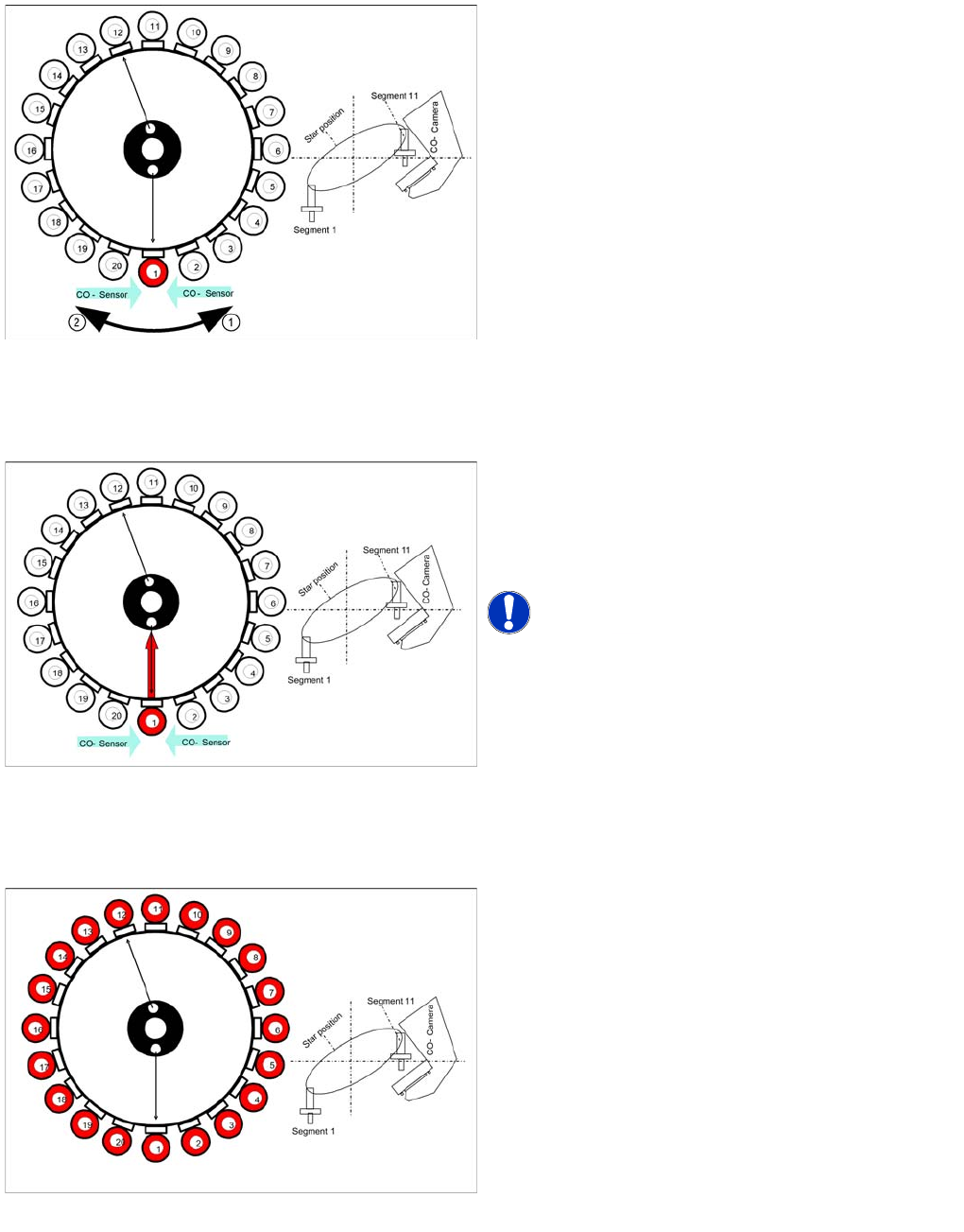
Star axis reference run
The star axis rotates in an anticlockwise direction (1) to
the zero pulse of the incremental encoder. After reaching
the zero pulse, the zero point correction is loaded. The
star axis rotates in a clockwise direction (2) (according to
the zero point correction factor) until the zero point
correction position is reached and then sets the counter
to 0 digits.
Segment number 1 is now in pickup / placement position.
Z Axis Reference Run
The Z axis travels down to the zero pulse of the
incremental encoder. After reaching the zero pulse, the
zero point correction is loaded. The Z axis travels to the
zero point correction value and the position counter is set
to 0 digits.
NOTICE! Station software startup initiates a
comparison of the Z and star axis zero point correction
values between the head EPROM and the machine data.
If the zero point correction values are not the same,
recalculate the zero point correction for the Z and star
axes.
DP axis reference run
The DP axis rotates the nozzle into the correct pickup
angle and placement angle. After component recognition
has been performed, the DP axis turns the components
into the correct placement angles and the determined
correction angle from the vision system.
C&P20A
Cleaning Cycle - Procedure Reference Run for C&P20A Head
Student Guide SIPLACE X-Serie and X4I SW70x (AL2) 230
▪ The DP axes can also be referenced independently of the star and Z axes.
▪ By determination of the largest amplitude of the Hall sensor becomes the 0° position of the nozzle in
the factory (mechanically adjusted) and can't be changed.
The C&P head reference run has been successfully completed!
The gantry reference run follows – see Chapter Gantry
Cleaning Cycle - Procedur e
7.3.5 Cleaning Cycle - Procedure
Height R eference Run
7.3.6 Height Reference Run
With this function we check the correct fitting of the nozzle on the sleeve and that the correct nozzle type
like the programmed one are set to the sleeves. The nozzle length is taken to calculate the pick up and
placement height for the subsequent placements.
Vacuum check procedure
▪ The gantry axes move the C&P head to the reject
position so that the nozzles can be cleaned before
the measuring cycle.
▪ The Star axes move in an anticlockwise direction and
all cleaning functions are performed at the same time,
within one head cycle.
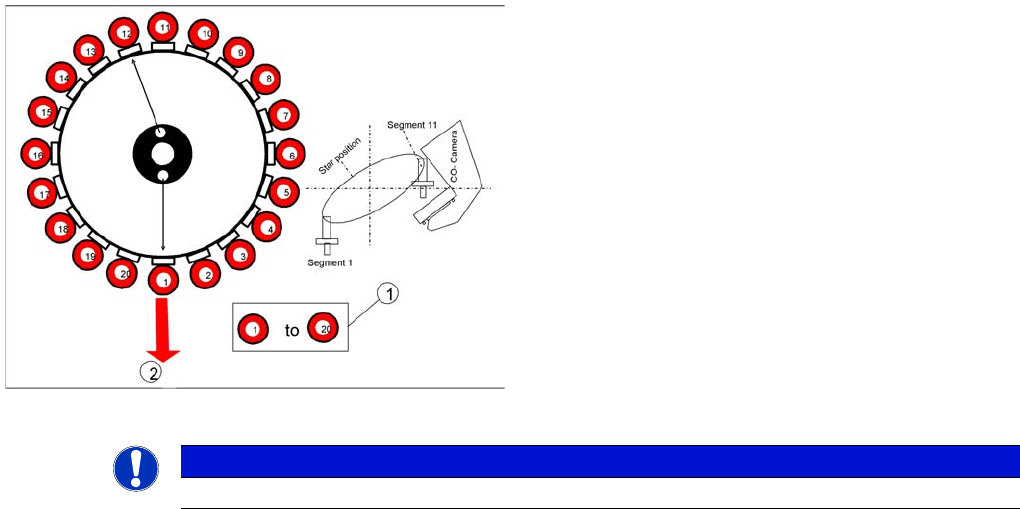
1. The DP drives rotate each segment into the 0°
position.
2. The digital pressure control valve now activates the
air blast for the reject position. The components still
on the nozzle will be rejected.
NOTICE
In SIPLACE SX and X machines, components are rejected vertically downward.
C&P20A
Reference Run for C&P20A Head Height Reference Run
231 Student Guide SIPLACE X-Serie and X4I SW70x (AL2)
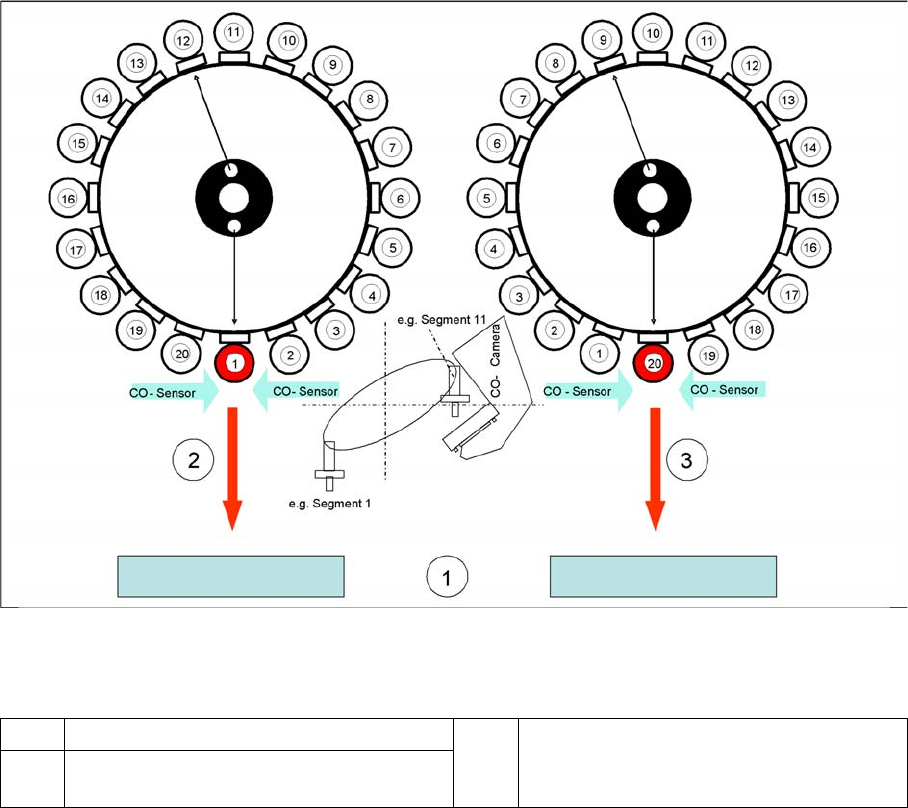
Measuring the nozzle height
Legend
▪ The gantry moves the placement head to the fixed conveyor side at height measurement position.
▪ The star turns the segment for measuring into the pickup/placement position
▪ The value "Vacuum open" is measured for each segment.
The Z axis is positioned downwards:
▪ When the component sensor beam is interrupted, the Z position of the axis is determined for the
component sensor.
▪ When the Z axis touches the conveyor side, the mechanical nozzle length is determined by the Z
position value and the closed vacuum value is measured.
The Z axis is positioned upwards:
▪ When the component sensor beam is no longer interrupted, the Z position of the axis will be
measured again for the component sensor.
1 Top edge of the fixed conveyor side 3 Last step with segment 20 to measure the
nozzle length.
2 First step with segment 1 to measure the
nozzle length.