00194614-08 Trainingsdoku. SG X-Serie_X4i SW70x (AL2)_EN.pdf - 第298页
Collect, Pick and Place Head (CPP) Procedure for Placing Component s Pickup and Placement Cycle for CPP Student Guide SIPLACE X-Serie and X4I SW70x (AL2) 298 Procedur e for Placing Co mponents 8.4.7 Procedure for Placing…
Collect, Pick and Place Head (CPP)
Pickup and Placement Cycle for CPP Turning Nozzles 1 to 12 to the Pickup Angle (0° or 90°)
297 Student Guide SIPLACE X-Serie and X4I SW70x (AL2)
Turning Nozzles 1 to 12 to the Pick up Angle (0° or 90°)
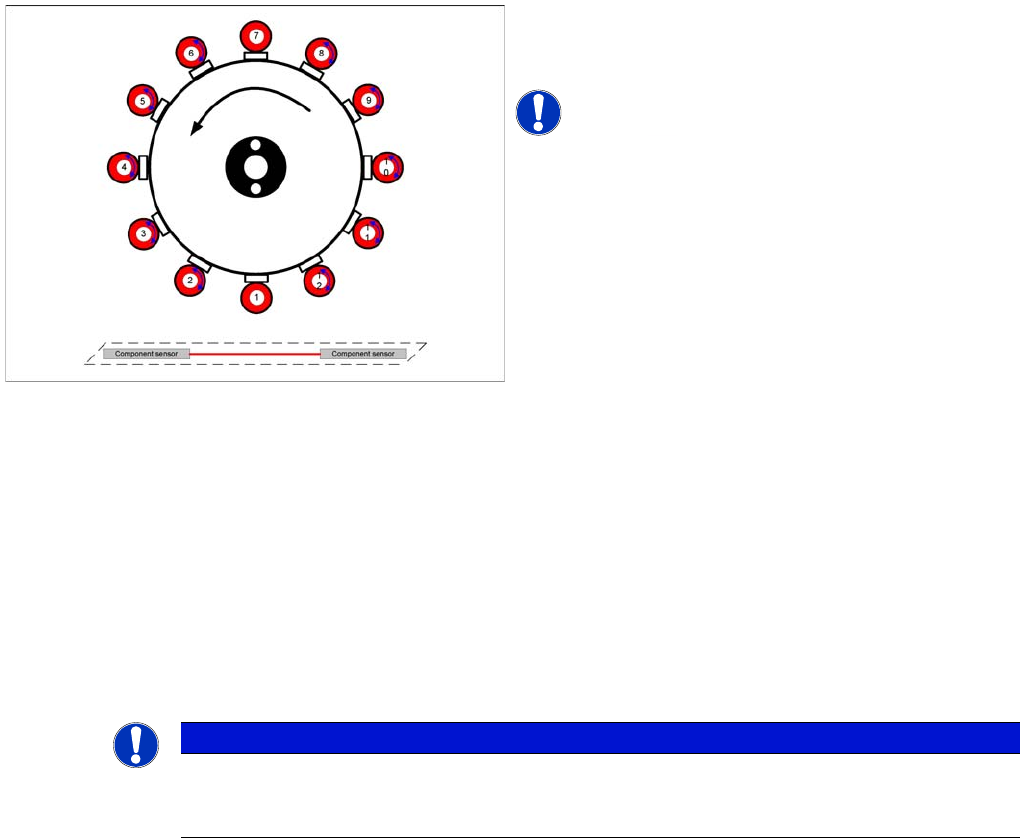
8.4.5 Turning Nozzles 1 to 12 to the Pickup Angle (0° or 90°)
Procedure for Picking Up Components
8.4.6 Procedure for Picking Up Components
Prerequisite: The nozzle must be in the correct pickup position (0° or 90°).
1. The gantry moves over the pickup position of the 1st component.
2. Valve 1 of the valve terminal is switched on.
3. Vacuum measurement in pickup/place circuit „open“
4. The Z axis travels down and interrupts the component sensor.
5. The Z position is read out, the nozzle length calculated and compared to the reference length from
the height reference run.
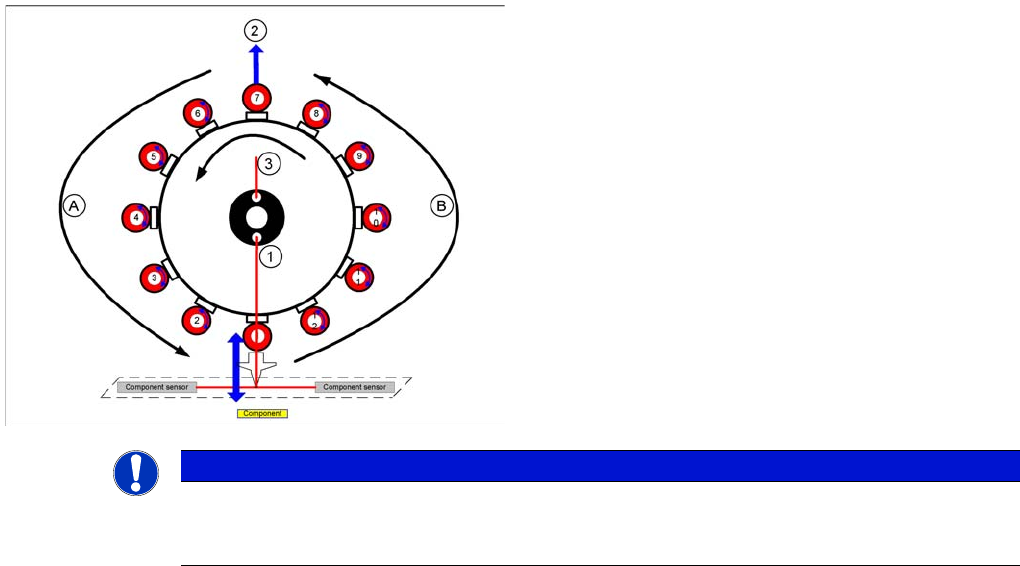
1. The vacuum is switched on (pressure control valve - either "early vacuum" or with light barrier down,
depending on the pickup profile.)
2. The Z axis moves up. A vacuum check is performed to determine whether there is a component on
the nozzle.
3. The component sensor is released and the Z position is read out. Either the component height is
calculated or a presence check is performed.
4. A vacuum check is performed when the Z axis is in the top position.
5. The star is rotated and more components are picked up.
6. The component on segment 1 is rotated into the placement position by the DP drive (area A).
7. A component is picked up at segment 7.
8. The component at segment 1 is optically centered under the component camera.
9. A placement angle correction run is performed after optical centering (area B).
10. Once all 12 components have been picked up, the pickup process has finished.
Turning segments 1 to 12 to the pickup angle (0° or 90°)
▪ The segments in the CPP head are turned in
succession, from segment 1 to 12, to the required
pickup angle of 0° or 90°.
NOTICE! Each segment has its own DP drive
NOTICE
This calculated nozzle length is used when moving up in the placement cycle, to check whether
the component is placed. If a length difference of -0.15 mm or +0.1 mm is found, a warning will
be issued: Replace nozzles.
Collect, Pick and Place Head (CPP)
Procedure for Placing Components Pickup and Placement Cycle for CPP
Student Guide SIPLACE X-Serie and X4I SW70x (AL2) 298
Procedur e for Placing Co mponents
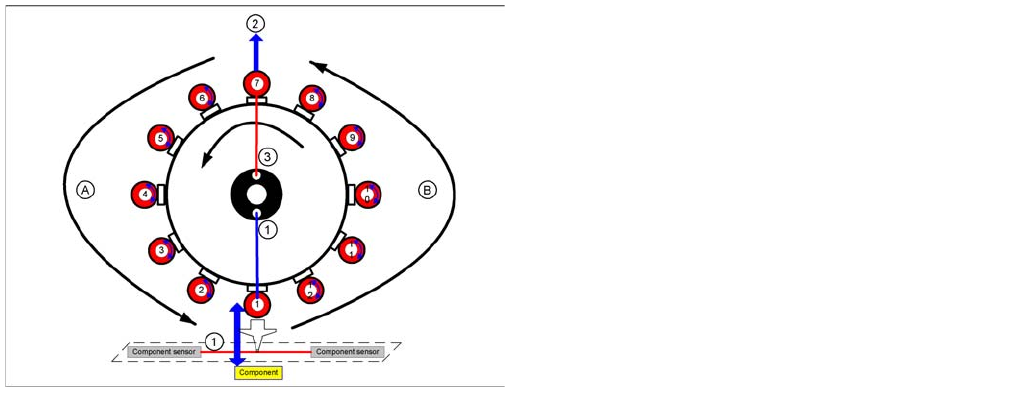
8.4.7 Procedure for Placing Components
Prerequisite: The pickup process and optical centering must have been completed successfully.
1. The gantry moves over the placement position of the 1st component.
2. Vacuum measurement in pickup/place circuit „closed“
3. The Z axis travels down and interrupts the component sensor.
4. The Z position is read out. The nozzle length and component height are calculated using the value
from the Z axis up pickup procedure.
5. Switch on air blast (pressure control valve, depending on programmed placement profile)
6. The Z axis moves up.
7. The component sensor is released and the Z position is read out. The nozzle length is calculated
using the value from the Z axis down (reference value) pickup procedure. The component is placed.
8. The valve for the segment 1 valve terminal is switched off.
9. A vacuum check is performed when the Z axis is in the top position.
10. The star is rotated and more components are placed.
11. Segment 1 is rotated by the DP drive into the pickup position for the next component (area A or B).
12. Once all 12 components have been placed, the placement process has finished.
Legend
1. Vacuum measurement pickup/place circuit
2. Optical centering SIPLACE Vision
3. Vacuum measurement holding circuit
A : Rotate component into placement angle
B : Placement angle correction after optical centering
NOTICE
All vacuum measurements during the placement process are performed in the background and
do not produce any error messages. The error messages concerning missing components etc.
are produced only by the component sensor.
Collect, Pick and Place Head (CPP)
Pickup and Placement Cycle for CPP Pickup and Placement Cycle For the Next Components
299 Student Guide SIPLACE X-Serie and X4I SW70x (AL2)
Pickup and P lacement Cycle For the N ext Components
8.4.8 Pickup and Placement Cycle For the Next Components
▪ After all the components of the first head cycle have been placed on the board, the gantry axes move
the placement head to the pickup position of the next pickup cycle.
▪ The next pickup cycle is performed for the components.
▪ If necessary the machine performs repair cycles.
Segment with a "Defective Component“
8.4.9 Segment with a "Defective Component“
If the optical centering of a component fails (ident. error) or component recognition before placement
fails, the component will not be placed and will remain on the nozzle.
▪ The turning station will still turn this nozzle to the pickup angle of the new component if this segment
is in area A.
If this segment is in pickup position:
▪ The reject procedure will be activated and
▪ the X/Y axes will move to the reject position for this gantry,
▪ The component will be rejected to the reject box below, via air blast
▪ The new component is picked up.
The rejected component will then be placed in a repair run after all the other placement cycles for this
placement head have been performed.
Finishing Board Placement
8.4.10 Finishing Board Placement
▪ After placing the last component, the gantry axes move the placement heads to the waiting position.
▪ An optical nozzle scan is performed after the first board or after the relevant board (depending on
the scan parameters).
▪ The SIPLACE placement station activates the conveyor system and moves the board to the
intermediate/output conveyor.
▪ Finally, the SIPLACE placement station sends the number of consumed components (placed and
rejected ones) to the computer with the OIS (Operator Information System).
▪ The OIS (Operator Information System) calculates the placement statistics referring to the
programmed station setup, the programmed panel or the last reset time. This detailed data is used
to optimize the process.
▪ The machine is now ready for the next board.
Legend
1. Vacuum measurement pickup/place circuit
2. Optical centering SIPLACE Vision
3. Vacuum measurement holding circuit
A/B: Rotate the nozzle for the next component into the
correct pickup angle.