2OM-1064-002.pdf - 第20页
*6 NOZ. STKR. The conditions of the nozzles actually set in the nozzle stockers can be checked. Colour code (coloured nozzle IDs) are used to indicate the nozzles use con- ditions as shown in the following table. T able …
*4
*3
*6
*5
*1 *2
2. Pattern Program
0004-002 2-7 Tg0247-PM-PM
Fig. 2.4
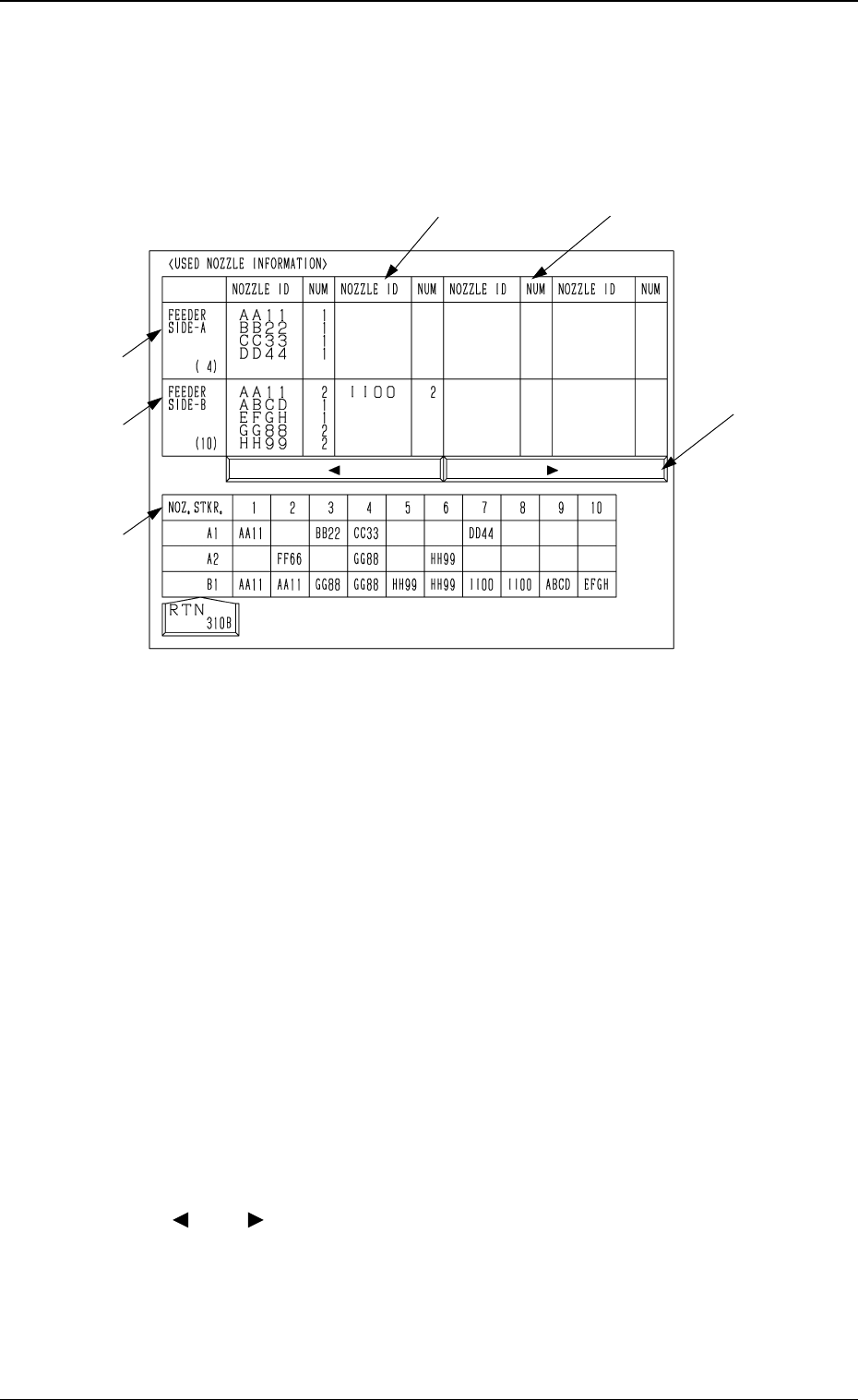
*1 NOZZLE ID
The nozzle IDs used in the selected pattern program are displayed.
*2 NUM
The number of each nozzle (nozzles in the “NOZZLE ID” data field) used
in the selected pattern program is displayed.
When the simultaneous pick-up operation is to be performed, “2” appears
in the “NOZZLE ID” data field. In the simultaneous pick-up operation,
components are picked up simultaneously by the same types of nozzles on
the two heads on the same beam.
*3 FEEDER SIDE-A
Using the selected pattern program, shown are the nozzles required to pick
up components from the feeders on Beam A Side (rear side).
*4 FEEDER SIDE-B
Using the selected pattern program, shown are the nozzles required to pick
up components from the feeders on Beam B Side (front side).
*5 [ ] and [ ] Keys
Click this to pull the data fields horizontally into view.
The data fields (“NOZZLE ID” and “NUM” fields) are scrolled horizon-
tally.
2.1.3 USED NOZZLE INFORMATION Display
• The nozzle IDs to be used in the selected pattern program and whether or
not the nozzles are set in the stockers can be checked.
When the [USED NOZZLE INFORMATION] key is pressed at the “PATTERN
PROGRAM” display, the following display appears on the screen.
*6 NOZ. STKR.
The conditions of the nozzles actually set in the nozzle stockers can be
checked.
Colour code (coloured nozzle IDs) are used to indicate the nozzles use con-
ditions as shown in the following table.
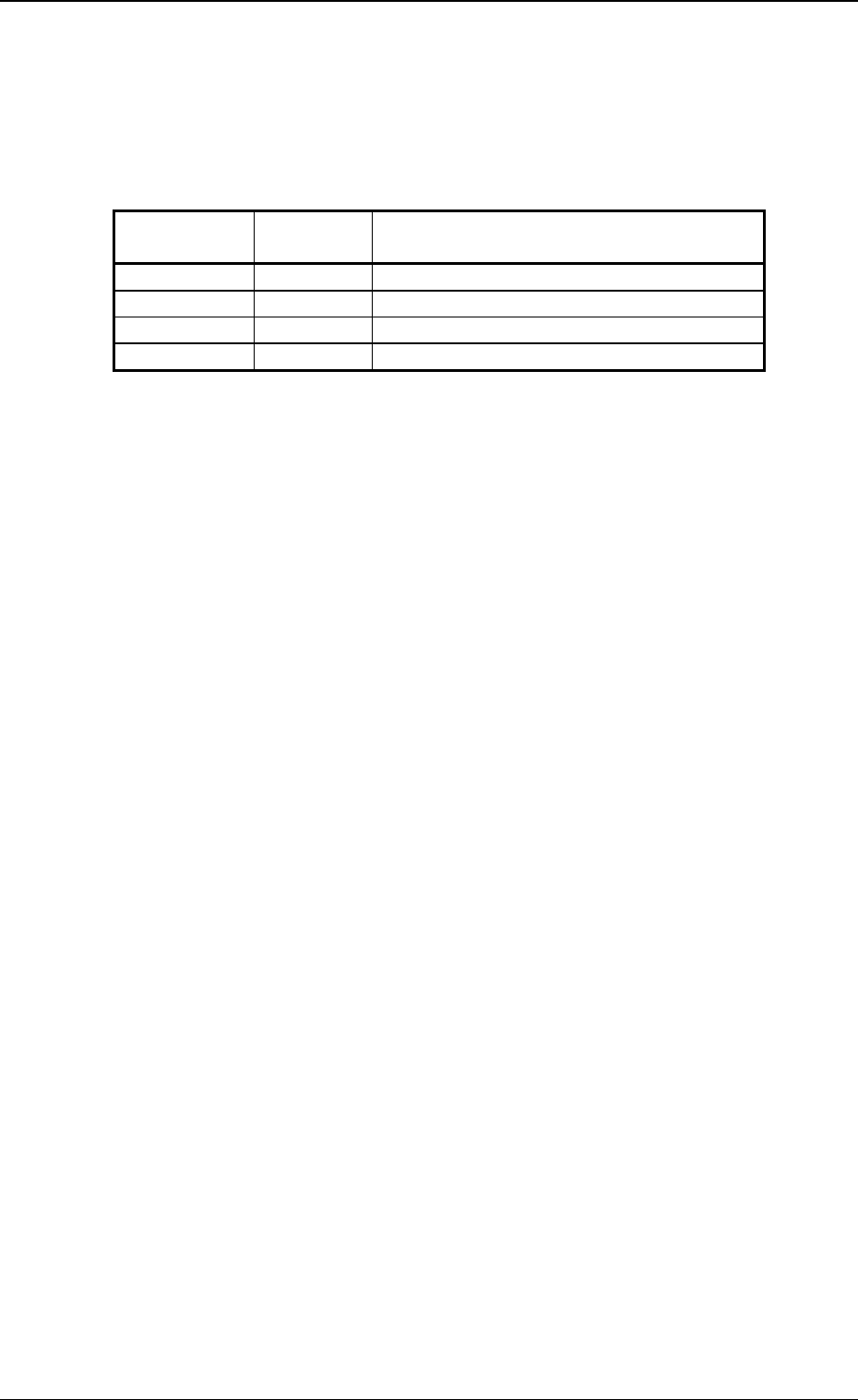
Table 2.1
2. Pattern Program
Character Color
Background
Color
Condition
Green Black Used in Selected Pattern Program
White Black Not Used in Selected Pattern Program
None Red Bypassed Nozzle Stocker Address
No Indication None Nozzle Stocker Empty
0004-002 2-8 Tg0247-PM-PM
*2
*1
*3
2.1.4 PLACEMENT DATA SORTING Display
• When the created placement data (U-No.) is used without any modification,
the machine cannot perform its component placement operation efficiently,
concluding that longer time may be required to finish one P.C.B.
Such placement data can be re-arranged in the most effective order at this
display.
Requirements for Placement Data Sorting
Number of Nozzle Change Operations
• This placement data sorting function shortens the time for the machine to
read the data, improving the productivity.
When the “NAME (XX/XX)” key of the program data to be sorted is selected
and the [PLACEMENT DATA SORTING] key is pressed at the “PATTERN
PROGRAM” display (Fig. 2.1), the following display appears on the screen.
2. Pattern Program
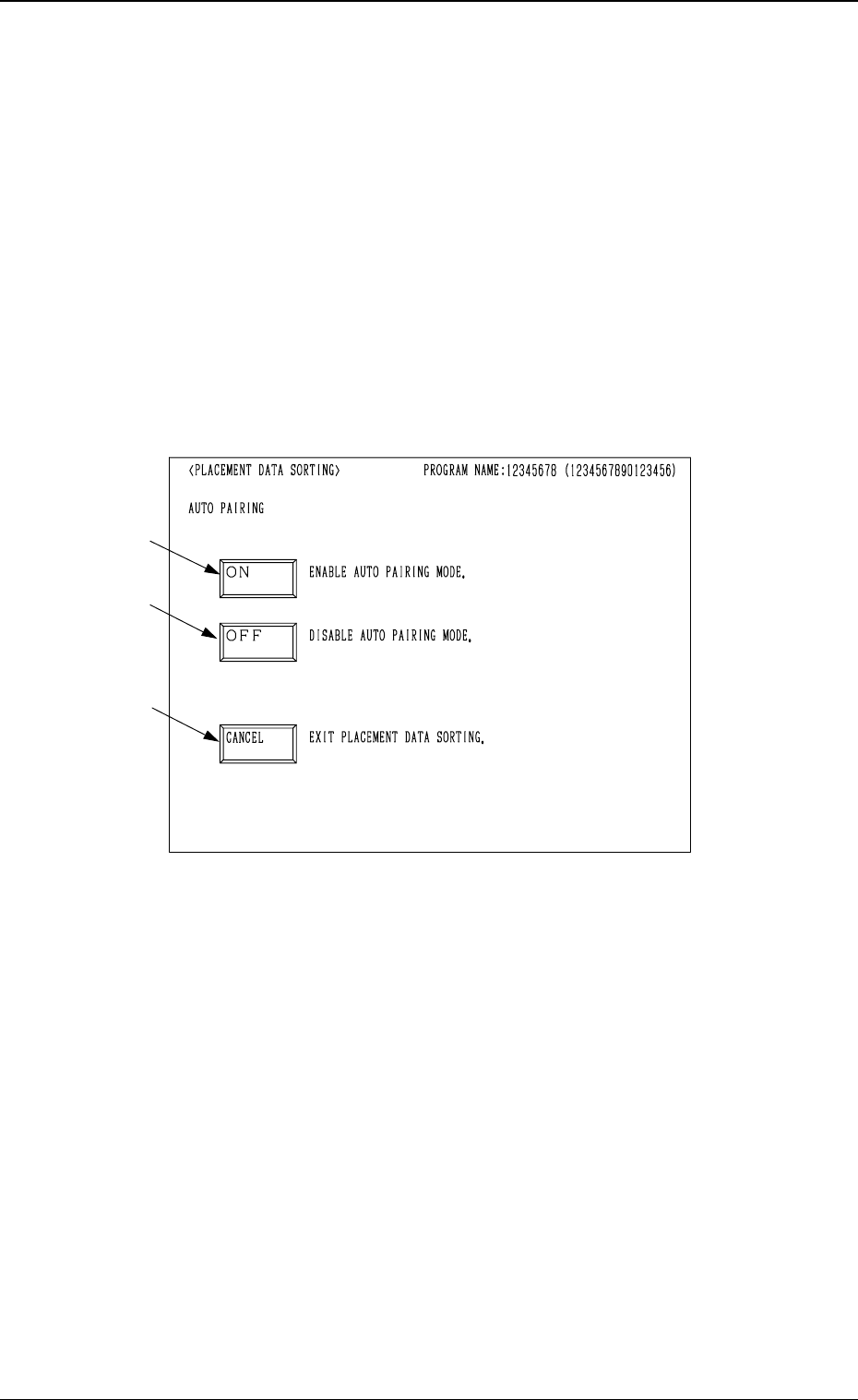
Fig. 2.4-1
*1 [ON] Key
Select this key when the automatic pairing function should be used. The
“S-DATA” of the placement data is initialized and the pairing operations
are performed for the simultaneous pick-up and pick-up priority functions,
and then the program is optimized.
*2 [OFF] Key
Select this key when the automatic pairing function should not be used.
The program is optimized, keeping the current “S-DATA” of the placement
data intact (not initialized).
*3 [CANCEL] Key
Select this key to interrupt the placement data sorting.
9910-001 2-9 Tg0247-PM-PM