2OM-1064-002.pdf - 第64页
[AUT O (LEFT)] and [AUTO (RIGHT)] Keys: “LEFT” or “RIGHT” represents the direction in which a tray should be pushed when it is set on the pallet. Any wasteful motion can be suppressed when T ray R is set at the upper rig…
9910-001 2-51 Tg0247-PM-PM
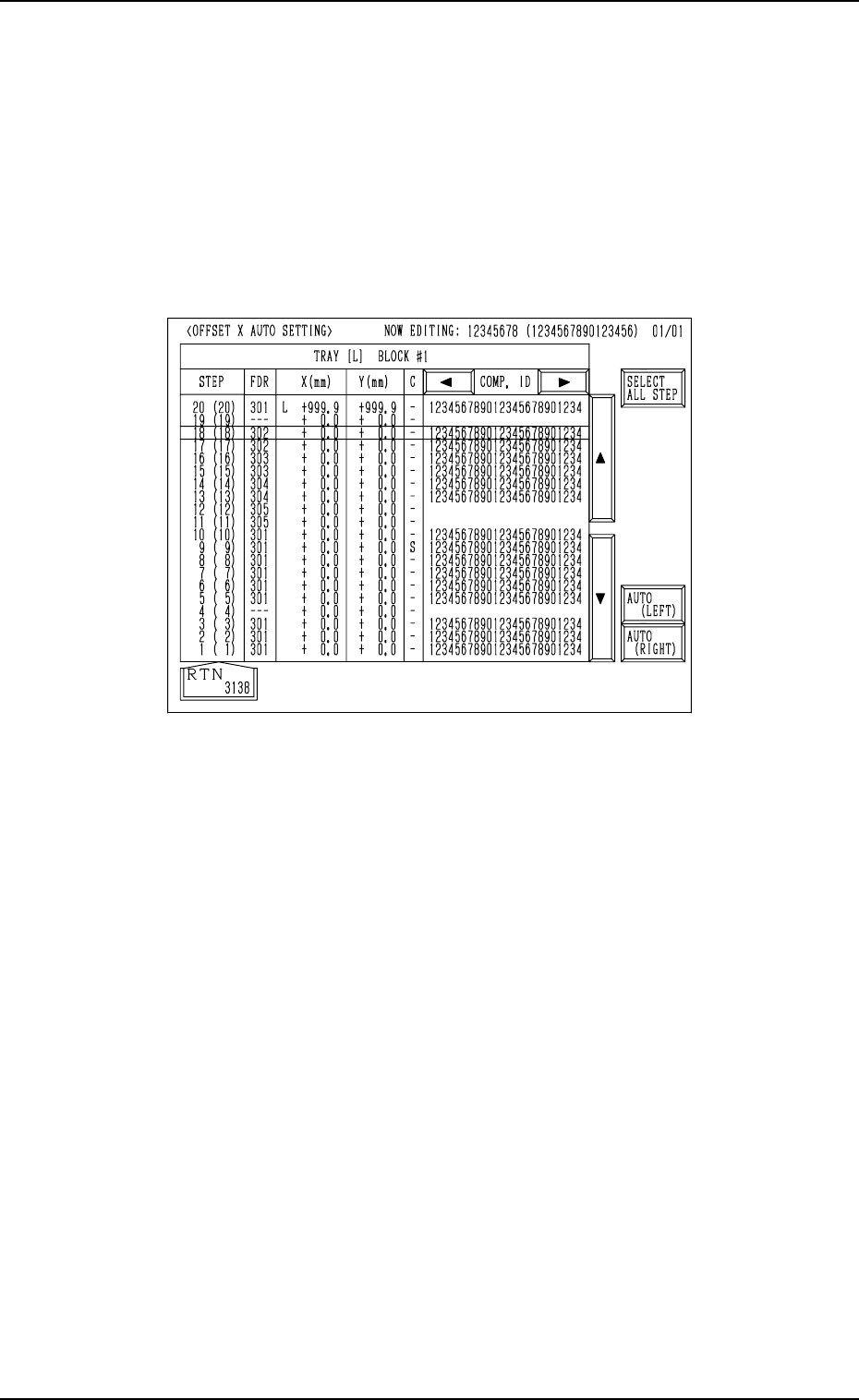
2.5.6 OFFSET X AUTO SETTING Display (Option)
When the [OFFSET X AUTO SET] key is pressed at the “TRAY (L) STEPS
INFORMATION” display (Fig. 2.38), the following display appears on the
screen.
While the tray L information is being edited, “OFFSET X AUTO SETTING”
display for Tray L appears on the screen.
While the tray R information is being edited, “OFFSET X AUTO SETTING”
display for Tray R appears on the screen.
2. Pattern Program
Fig. 2.43
As the values for the tray position offset “X (mm)” change depending on whether
or not “AUTO (LEFT)” or “AUTO (RIGHT)” is set for the tray in each step
(the tray to be specified as a multi-layer tray), it is required to set the offset
values for each individual trays.
That is, the offset values X (design values) can be set by selecting either the
[AUTO (LEFT)] or the [AUTO (RIGHT)] key.
When the [SELECT ALL STEP] key is pressed, the offset values X in all steps
can be entered automatically.
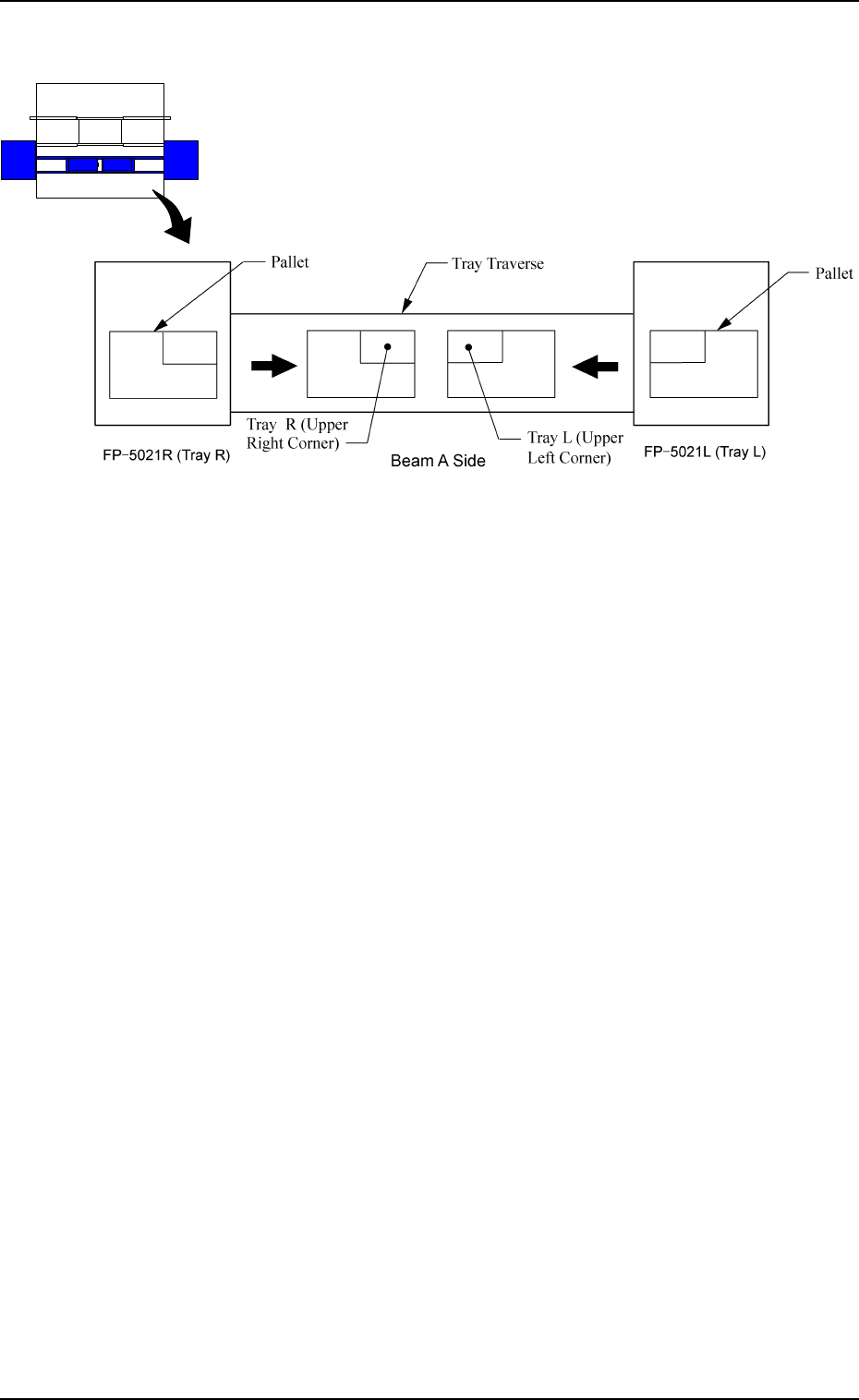
[AUTO (LEFT)] and [AUTO (RIGHT)] Keys:
“LEFT” or “RIGHT” represents the direction in which a tray
should be pushed when it is set on the pallet.
Any wasteful motion can be suppressed when Tray R is set at
the upper right corner of the pallet and Tray L at the upper left
corner as shown in Fig. 2.44.
Beam B Side
Beam A Side
9910-001 2-52 Tg0247-PM-PM
2. Pattern Program
Fig. 2.44
2. Pattern Program
9910-001 2-53 Tg0247-PM-PM
2.6 Placement Data
2.6.1 Construction of Placement Data
Up to 99 placement data (U01 to U99) can be set in one pattern program data,
making it possible to produce unit P.C.B.’s on one multi-unit P.C.B. which has
different patterns.
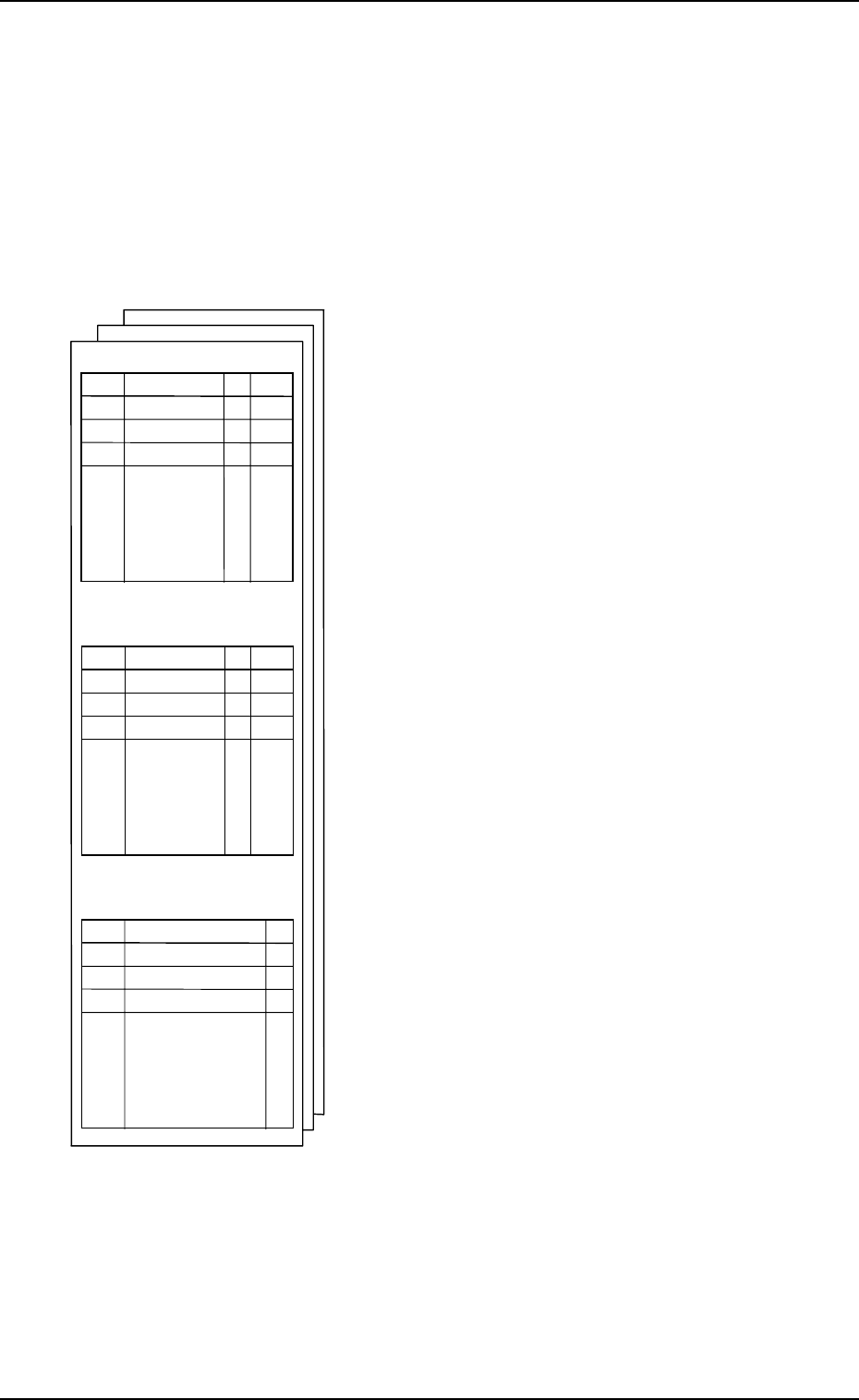
One placement data consists of three kinds of placement data - “Placement
Data (P)”, “Placement Data (O)”, and “Placement Data (V)”.
•
Placement Data (P): Component Placement Data
This placement data consists of component place-
ment coordinates X and Y, placement angle Z,
placement height H, feeder No. (FDR.), sequenc
e
data S, vision code V, control command C, an
d
comment and one step is allocated to one compo-
nent data. Data must be entered to specify place-
ment coordinates.
•
Placement Data (O): Repetitive Placement Data
When a multi-unit P.C.B. (repetitive patterns) is
used, this data is used to specify the location o
f
each unit P.C.B. on the basic multi-unit P.C.B.,
excluding the first unit.
The machine finishes multi-unit P.C.B.’s in con-
secutive order using the placement data (P) an
d
adding the positional offset shown in the offset
data (O).
(X, Y, Z, and C data is used.)
The data is also used to specify the polar coordi-
nate conversion function.
•
Placement Data (V): Vision Data for Each
Repetitive Pattern
This data is used to specify vision coordinates X1
& Y1 and the recognition mark code F1 of the first
fiducial and vision coordinates X2 & Y2 and th
e
recognition mark code F2 of the second fiducial
when specified by the vision code (V) designate
d
as “02” (2-point recognition).
P-NO
X Y Z H
C
COMMENT
0
・
・
・
・
XXX
1
2
O-NO
V X1 Y1 F1 X2 Y2 F2
C
COMMENT
0
・
・
・
・
XXX
1
2
V-NO
X Y Z H Z FDR S V
C
0
1
2
・
・
・
・
XXX
PLACEMENT DATA (P) U01
PLACEMENT DATA (O) U01
PLACEMENT DATA (V) U01