YSM20R_YSM20WR_Ope_E.pdf - 第208页
3-20 3 Flow fr om starting up machine to production 3 (YSM20R Dual-stage t ype) Check the board clamped on the do wnstream stage. 1. (Carriage type machine) Attach the carriage. 2. Close the safety cover and release the …
3-19
3
Flow from starting up machine to production
1.6.3 Checking condition of clamping the board
1
Enter the board.
See step 1 in"1.6.2 Adjusting board hold plate position" to convey the board in the same way.
2
Check how well the board is clamped.
1. Press [EMERGENCY STOP] button and open the safety cover.
2. If the carriage type machine, remove the carriage to easily access to the conveyor.
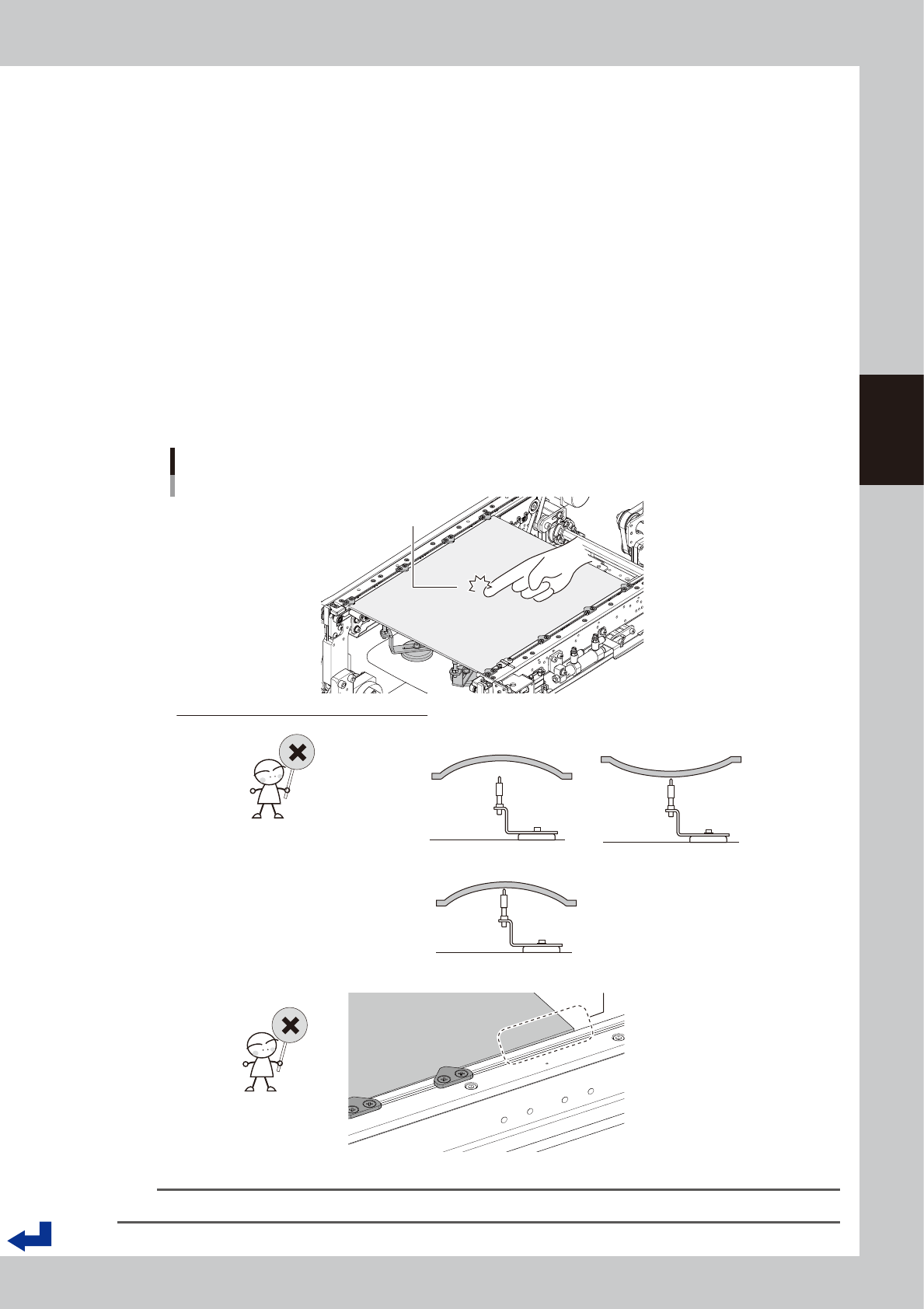
3. Knock the several points on the board lightly with the finger and visually check the board horizontally
to see that the push-up pins evenly support the board.
4. Visually check the board horizontally to see that the board doesn't warp excessively downwards or
upwards.
5. (Especially around the left and right edges of the board) Check that the board doesn't lift or sag
from the conveyor frame.
6. If it is found that the board is not clamped well by checked in 3 to 5 above, adjust the locations of
push-up pins and board hold plates or add the push-up pins to correct the condition.
Checking the condition of clamping board.
Knock lightly on board
with tip of finger.
How to check the condition of clamping board
• “Board thickness” setting is incorrect.
• Locations of push-up pins are not suitable for warp of board.
• “Board thickness” setting is incorrect.
• Locations of board hold plates are incorrect.
Board edge is lifted.
23306-KMK-00
TIP
The allowable warp of component mounting boards is 0.5 mm or less upwards and 1.0 mm or less downwards.

3-20
3
Flow from starting up machine to production
3
(YSM20R Dual-stage type) Check the board clamped on the downstream stage.
1. (Carriage type machine) Attach the carriage.
2. Close the safety cover and release the [EMERGENCY STOP] button.
3. Press the [Convey Board] on [Unit] - [Conveyor] screen.
4. The "Convey Board" check screen appears. Confirm that "All position" is ticked, and then press the [OK]
button.
5. The "CONVEY AND FIX" screen appears. The board is transferred from the upstream stage to the
downstream stage, and the board is fixed on the mount position of the downstream stage.
6. See step 2 to check the conveyor fixed condition on the downstream stage.
4
Remove the board.
1. If the carriage type machine, attach the carriage.
2. Close the safety cover and release the [EMERGENCY STOP] button.
3. (YSM20R Dual-stage type) Press the [Convey Board] button on [Unit] - [Conveyor] screen.
(YSM20R Single-lane / YSM20WR Dual-lane type) Press the [Convey Out] button on [Unit] - [Conveyor]
screen.
4. (YSM20R Dual-stage type) The "Convey Board" check screen appears. Confirm that "All position" is
ticked, and then press the [OK] button.
5. The "CONVEY AND FIX" screen appear. The board is transferred from the mounting position (YSM20R
Dual-stage type: downstream stage) to the exit.
6. Remove the board manually.
3-21
3
Flow from starting up machine to production
1.7 Preparing component tape (Tape feeder)
When the conveyor gets ready for operation, prepare the component tape. This procedure description in this
section assumes that the board data to be used for production has been read out.
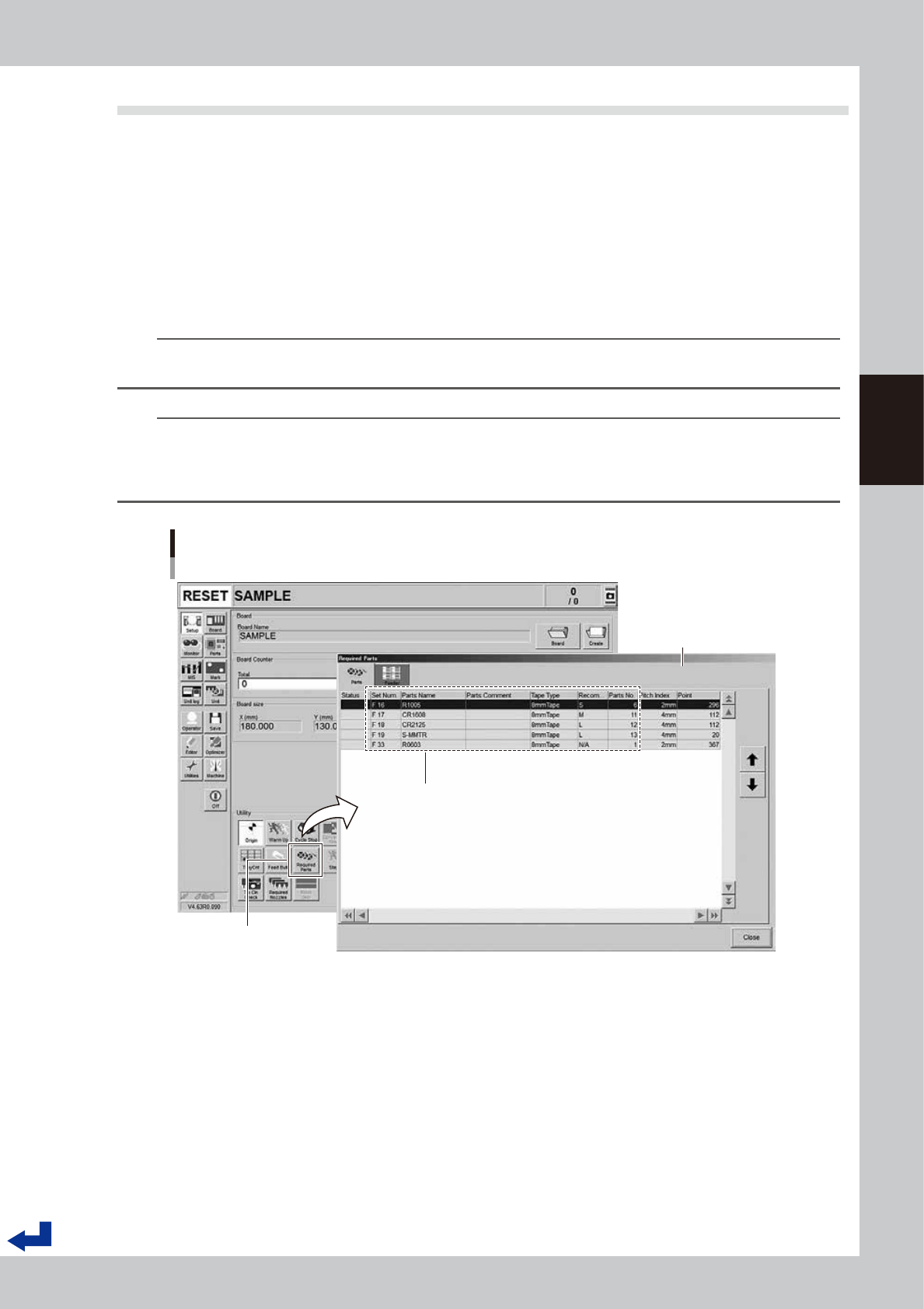
1
Call up the “Required Parts” screen.
Pressing the [Required Parts] button makes the “Required Parts” screen pop up.
2
Set the feeders loaded with component tape.
The “Required Parts” screen lists the “Set Num.”, “Parts Name”, “Parts No.” and other parameters. While
observing this list, attach the feeders loaded with component tape in each corresponding feeder set
location.
n
NOTE
See chapter 2,"4. Preparing component tape" for the procedure to set component tape into the feeder and attach
the feeder on the main machine.
n
NOTE
The component set positions (Set Num.) F1 through F64 are in the front feeder bank and the F101 through F164 are in
the rear feeder bank.
P1 to P30 are the pallet numbers for the tray component supply unit at front side, P101 to P130 are the pallet numbers
for the tray component supply unit at rear side.
Set Num. : F1 to F64 are set in the front feeder bank
F101 to F164 are set in the rear feeder bank
P1 to P30 are set in the front tray component supply unit
P101 to P130 are set in the rear tray component supply unit
Set Num. / Parts Name / Tape Type / Parts No. and other parameters appear.
Preparing component tape
[Setup] screen - “Required Parts” screen
“Required Parts” screen
[Required Parts] button
24313-KMK-00