00195941-03-UM SiplaceCA-EN.pdf - 第318页
4 Setting Up and Commissioning User Manual SIPLACE CA 4.5 Setting Up the Placement Machine Edition 08/2011 EN 318 4 NOTE 4 The tightening torque is 130 Nm. If you use a lower tightening torque , the placement ma chine ma…
User Manual SIPLACE CA 4 Setting Up and Commissioning
Edition 08/2011 EN 4.5 Setting Up the Placement Machine
317
4
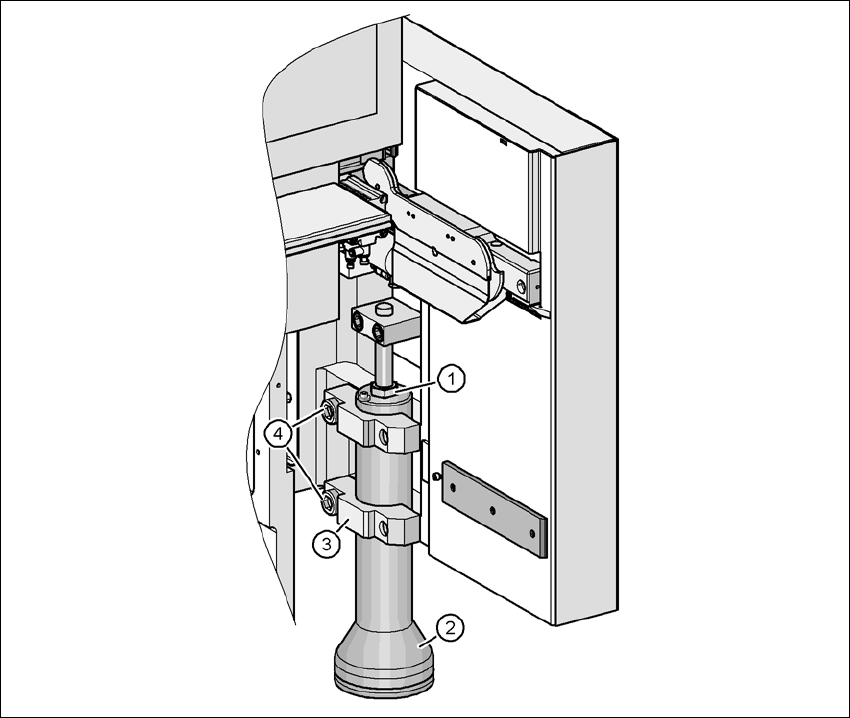
Fig. 4.5 - 28 Setting the height for the outer machine feet
(1) Setting screw M24x2x120 for height adjustment
(2) Outer machine foot
(3) Clamping piece
(4) M24x90 hexagon socket head screw
Check the required PCB conveyor height.
Once the placement machine has been correctly aligned, use the torque wrench to tighten
the hexagon socket-head screws M24x90 (item 4) to clamp the clamping pieces on all outer
machine feet (item 3).
4 Setting Up and Commissioning User Manual SIPLACE CA
4.5 Setting Up the Placement Machine Edition 08/2011 EN
318
4
NOTE 4
The tightening torque is 130 Nm. If you use a lower tightening torque, the placement machine
may tend to vibrate.
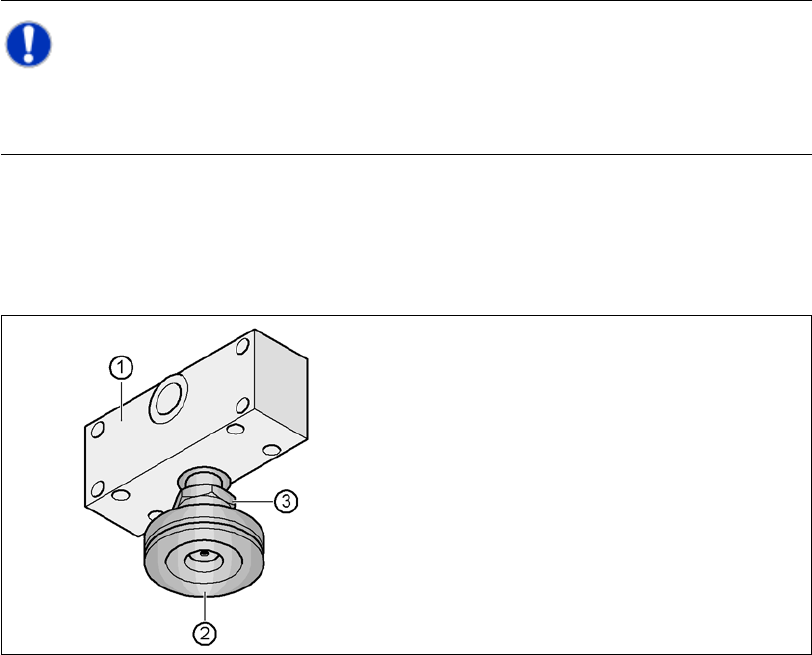
Unscrew the middle machine feet using a hook wrench 135 - 145 until they are seated firmly
on the ground.
Make sure that the middle machine feet are not unscrewed too far, otherwise they may mis-
align the placement machine.
4
Fig. 4.5 - 29 Aligning and locking the middle machine foot
Recheck the exact alignment of the placement machine with the machine spirit level.
Use the size 65 open-ended spanner to tighten the M24 lock nut (item 3).
4.5.18 Removing the Shipping Braces
– Remove all the shipping braces from the gantry axes.
(1) Spacer
(2) Middle machine foot
(3) M24 lock nut
User Manual SIPLACE CA 4 Setting Up and Commissioning
Edition 08/2011 EN 4.5 Setting Up the Placement Machine
319
4.5.19 Removing the Corrosion Protection from the Guide Rails
The placement machine is treated with a corrosion protection agent before delivery.
CAUTION 4
– You should therefore remove the corrosion protection from all the axes and bearings when
you traverse the machine axes for the first time during commissioning.
– Grease all the axes and bearings with the grease described in the maintenance instructions.
If the corrosion protection agent is mixed with the bearing grease on the axes this can greatly re-
duce the service life of the bearings and guide rails.
CAUTION 4
Do not allow any alcohol to enter the guide carriages when you clean the guide rails and scale
rods. Alcohol will damage the bearing grease in the guide carriages.