00196044-05 - sg x und x4i fse_en.pdf - 第260页
C&P20A Reference Run for C&P20A Head Measuring Z Axis Posi tion for Component Recognition by the Component Sensor S tudent Guide (FSE) SI PL ACE X Series and X4I C&P20A Edition 01/2009 EN 260 7.3.8 Measuring …
C&P20A
Determining the Vacuum and Threshold Values Reference Run for C&P20A Head
Student Guide (FSE) SIPLACE X Series and X4I
Edition 01/2009 EN C&P20A
259
7.3.7 Determining the Vacuum and Threshold Values
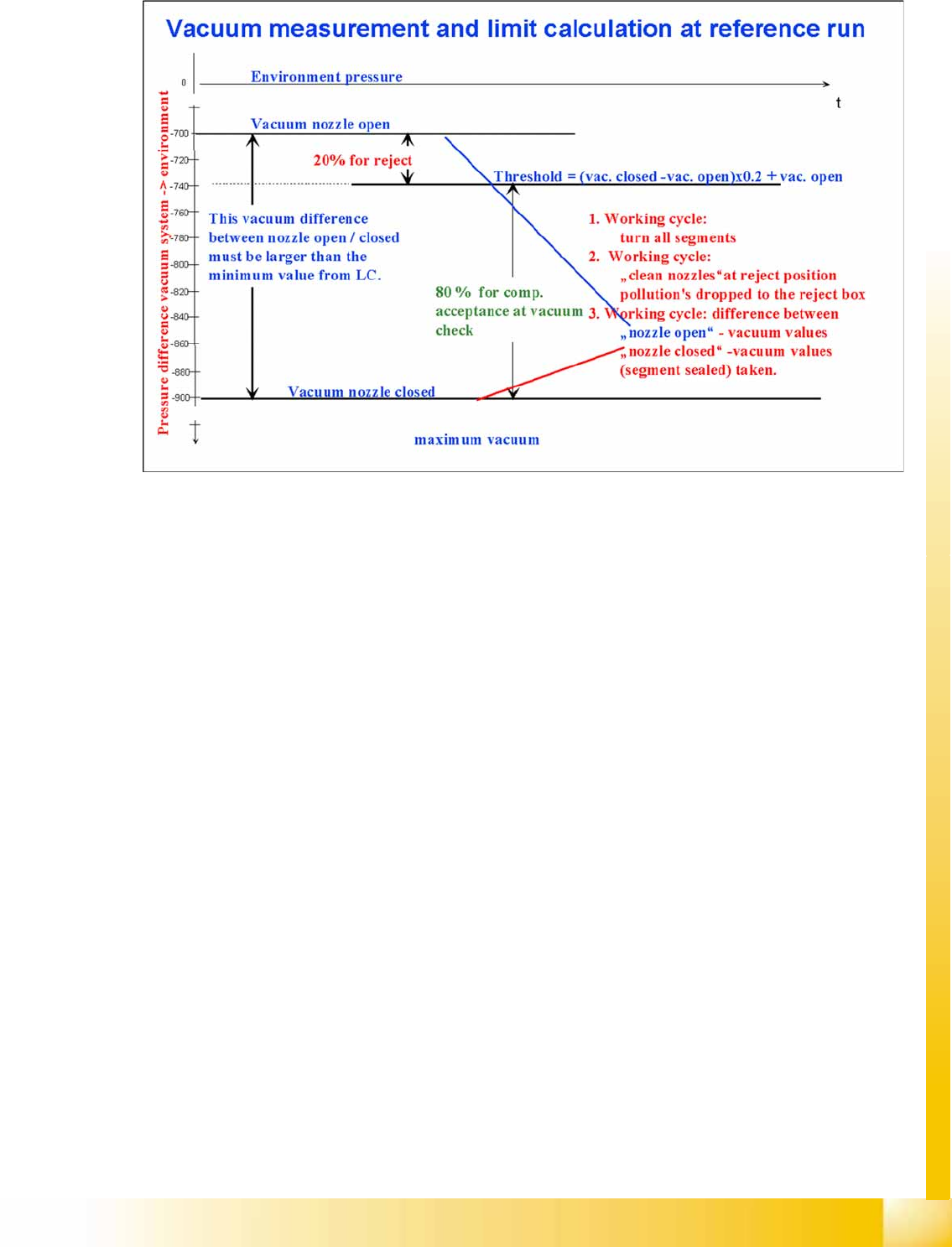
7-16: Measuring and calculating the vacuum values for a reference run
The vacuum is measured twice at the reference point: first with open and then with closed nozzle
tips.
The value with closed valve depends not anymore on the ambient pressure it is controlled by the
pressure control valve. The nozzle fit (nozzle pickup error) and the quality (contamination/damage)
of the nozzle tip influence the vacuum measurement values.
The value by open valve depends on the nozzle size and condition. The smaller the nozzle, the
greater the open valve value will be. This nozzle-specific value is preset by the SIPLACE Pro
computer. A contaminated or blocked nozzle will also give a higher valve.
The difference between the open and closed nozzles has been preset by the programming system
as an ideal case minimum value. This value is different for all nozzle types e.g. 120 mbar for 1004,
1014 nozzles. If these values are not achieved, the error message "Vakuumdifferenz offen-
geschlossen zu gering" (vacuum difference open-closed is too low) will appear.
The threshold for component acceptance is also set now. Assumed are following values of 660 mbar
In this case we have a value of 660 mbar when the nozzle is open and a value of 852 mbar when
the nozzle is closed. The calculation is performed as follows:
Vacuum distance = (852 (closed) - 660 (open))= 192 mbar
This is greater than the vacuum distance required in the parameter specifications for this nozzle type
(120 mbar). The open vacuum of 660 mbar is significantly greater than the required 250 mbar.
C&P20A
Reference Run for C&P20A Head Measuring Z Axis Position for Component Recognition by the Component Sensor
Student Guide (FSE) SIPLACE X Series and X4I
C&P20A Edition 01/2009 EN
260
7.3.8 Measuring Z Axis Position for Component Recognition by the Component Sensor
While the Z axis moves downwards, the nozzle interrupts the laser beam of the component sensor. The
axis position is saved and later used for the calculation of the component height and component
presence. At the upwards movement of the Z axis, the laser beam is no longer interrupted and the axis
position is saved again. The component presence can be determined during placement by the
programmed component height (SIPLACE Pro) and the nozzle length, calculated during the height
reference run by the Z axis position counter.
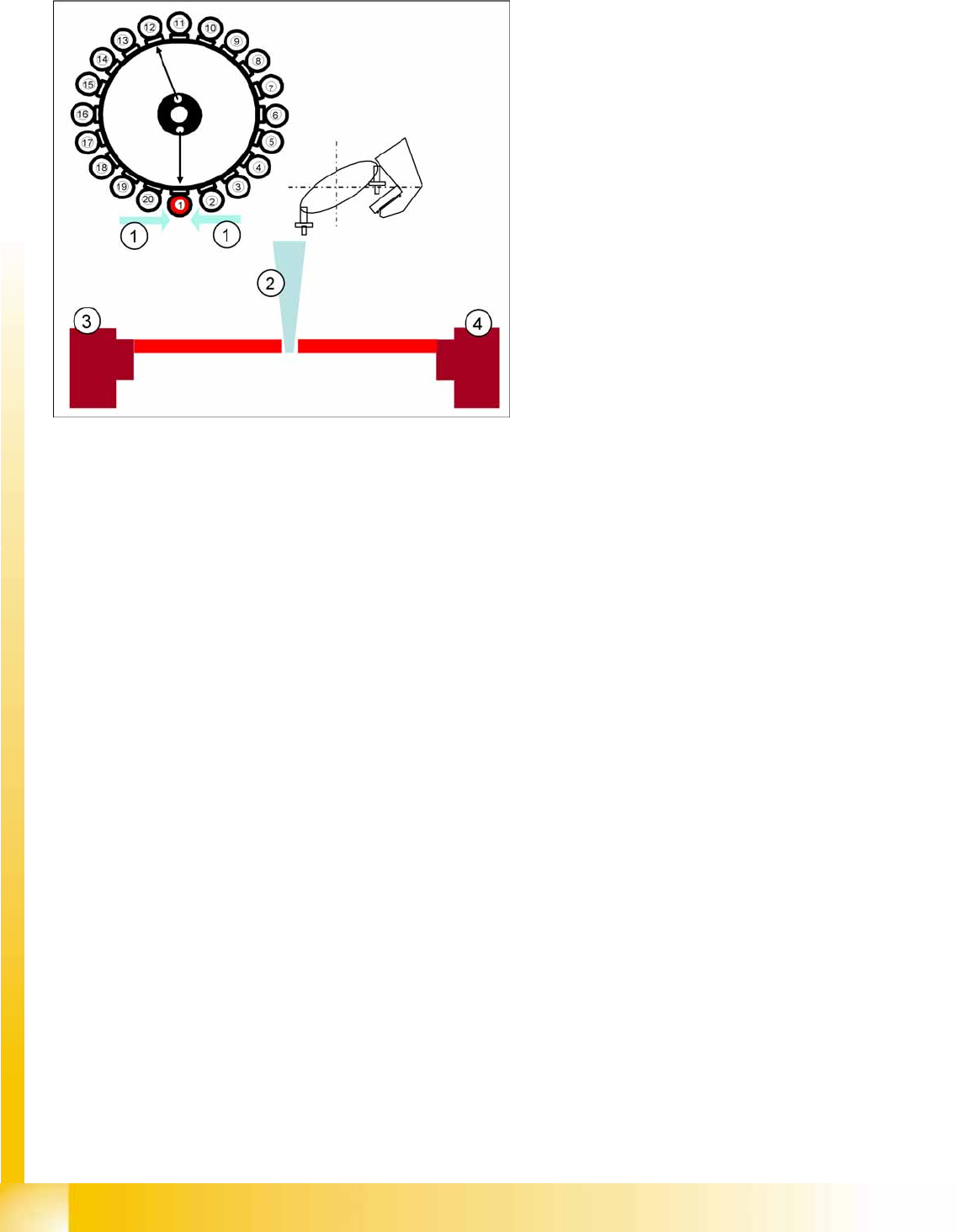
7-17: Nozzle length measurement at reference run for component
recognition
Legend
1. Component sensor
2. Nozzle
3. IR receiver
4. IR transmitter
During the height reference run, the component
sensor measures the Z axis position for each
segment, to detect the presence/absence of
components in the pickup and placement position.
During placement the Component Sensor can also
recognize dirty nozzles.
C&P20A
Working Position on Placement Head Pickup and Placement Cycle for C&P20A
Student Guide (FSE) SIPLACE X Series and X4I
Edition 01/2009 EN C&P20A
261
7.4 Pickup and Placement Cycle for C&P20A
7.4.1 Working Position on Placement Head
7.4.2 C&P20A in Home Position 0°
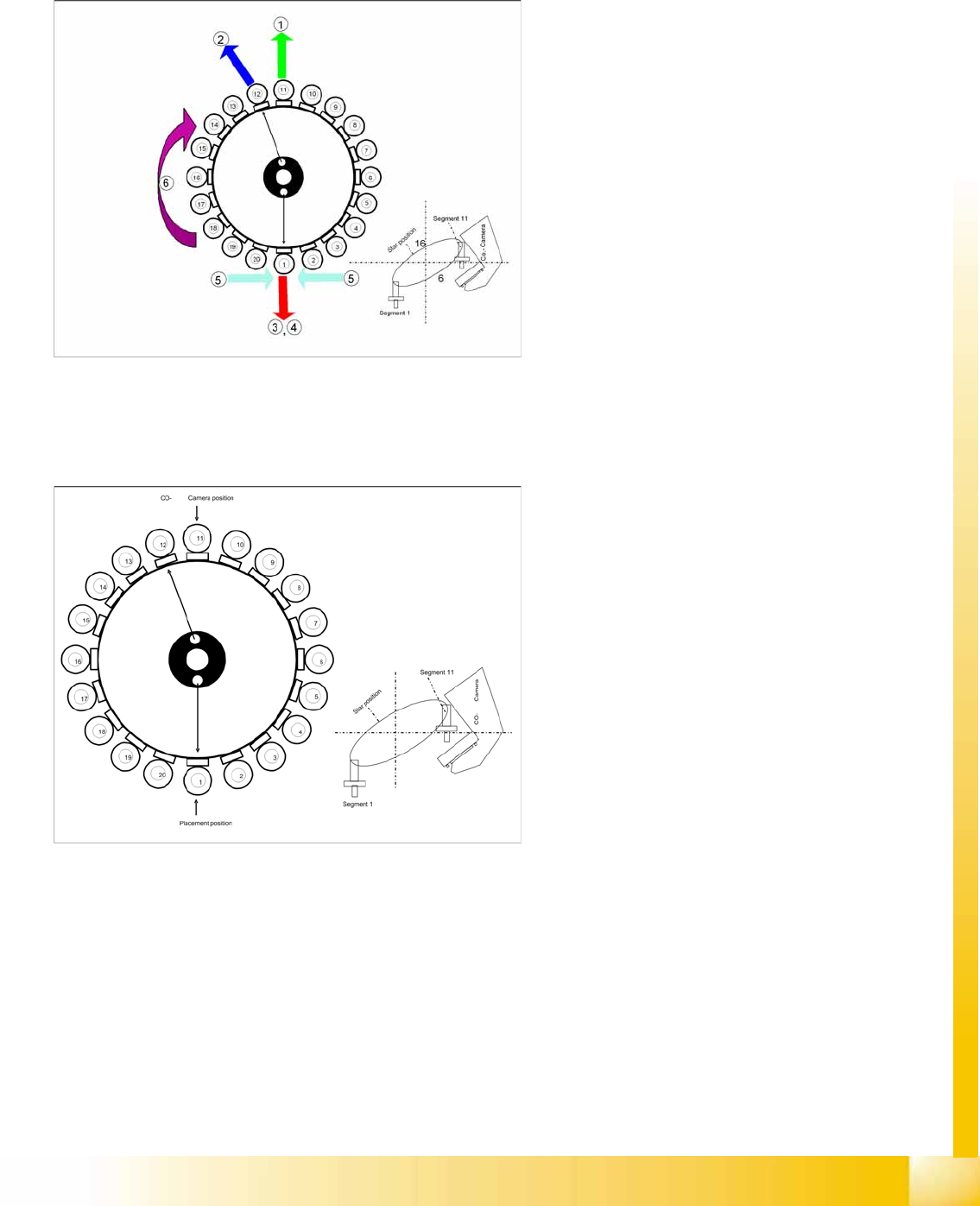
7-18: Working Position on Placement Head
Legend
1. Optical centering (component camera)
2. Vacuum measurement holding circuit
3. Vacuum measurement placement circuit
4. Pickup/placement station and reject position
5. Position of component sensor
6. Working direction
7-19: C&P20A in Home Position 0°
Star position
Digits: 10
Angle: 0°
1° is equivalent to 1000 digits
The Z axis return unit prevents segment 1 from
falling.