00196044-05 - sg x und x4i fse_en.pdf - 第454页
Modular Conveyor Conveyor Settings Setting the Fixed Conveyor Side (from SW701) S tudent Guide (FSE) SI PL ACE X Series and X4I Modular Conveyor Edition 01/2009 EN 454 Legend After teaching the fixed c onveyor side, yo…
Modular Conveyor
Setting the Fixed Conveyor Side (from SW701) Conveyor Settings
Student Guide (FSE) SIPLACE X Series and X4I
Edition 01/2009 EN Modular Conveyor
453
Example of X series
11-11: Setting the "fixed conveyor side" in SIPLACE X, HF series
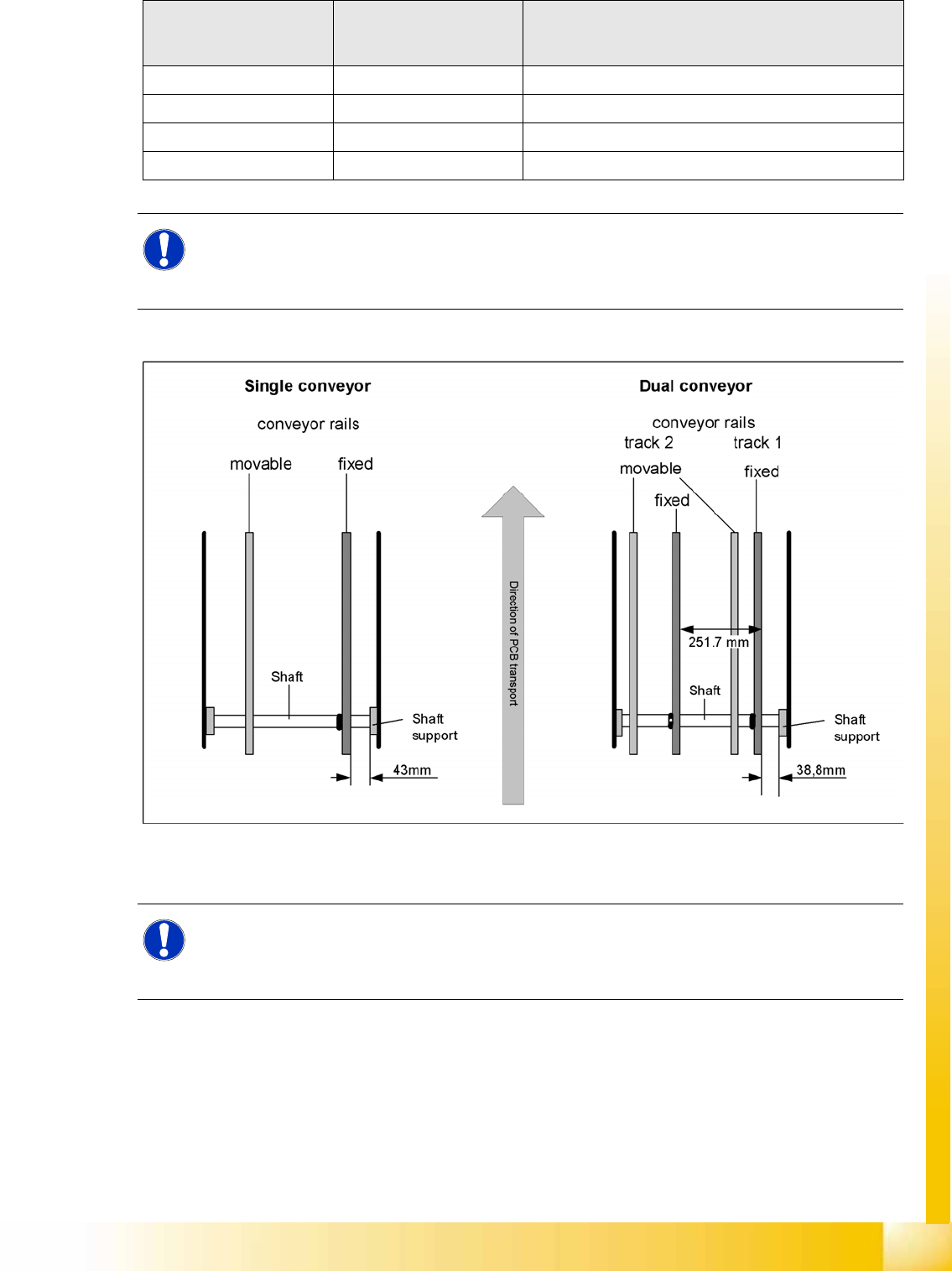
Shaft fixtures (bearing flange)
Machine Single conveyor
Standard width
460 mm
Dual conveyor
Standard width
216 mm
HS-60 34.5 mm 30.5 mm
S27 HM 34.5 mm 30.5 mm
D4 34.5 mm 30.5 mm
D1/D2 34.5 mm 30.5 mm
NOTE:
The fixed conveyor side should be adjusted only with the SITEST software and the width
adjustment devices. This ensures that the conveyor sides are in their correct positions (parallel)
i.e. that the conveyor runs straight.
NOTE:
Since July 2007, X machines with single conveyors use a new version of the shaft fixtures
(bearing flange) with a width of 15 mm, instead of 12 mm. The setting for standard single
conveyors changes with this new version, to 40 mm.
Modular Conveyor
Conveyor Settings Setting the Fixed Conveyor Side (from SW701)
Student Guide (FSE) SIPLACE X Series and X4I
Modular Conveyor Edition 01/2009 EN
454
Legend
After teaching the fixed conveyor side, you need to recalibrate the PCB reference corner, to prevent
fiducial errors during placement.
11.3.2.2 Connecting the Dual Conveyor Lifting Tables
X Remove the lifting table plate on conveyor lane 2 in PA1 and on lane 1 in PA2.
X Loosen the lockscrew(s) (4) and use a screwdriver to push the hexagonal circlip over the shaft on
lifting table 1.
X Perform lifting table connection for all placement areas (arrangement rotated by 180°.)
X Configure the new conveyor mode in SIPLACE Pro
(1) Bearing flange – first version 12 mm (2) Bearing flange – new version 15 mm
NOTE:
The fixed conveyor side may only be adjusted via software and with the width adjustment
devices. This ensures that the conveyor sides are in their correct positions (parallel) i.e. that the
conveyor runs straight.
NOTE:
This option is a mechanical necessity when you use the dual conveyor as a single conveyor.
The two lifting tables move parallel when they are connected.
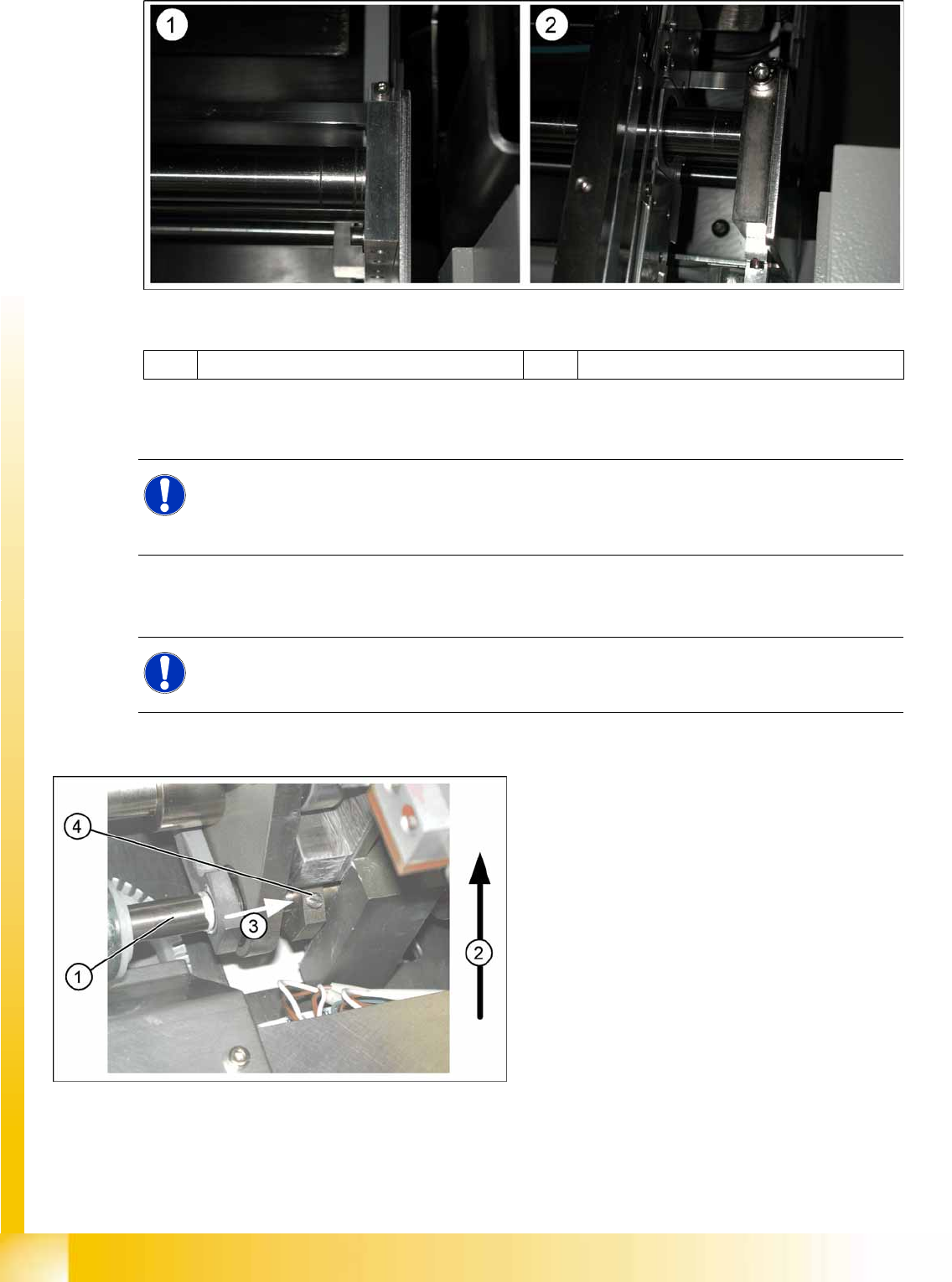
11-12: Lifting table
The drive shaft (1) is connected to the piston
rod of the pneumatic cylinder. This shaft
couple the second lifting table of the dual
conveyor. The lifting table drive shaft also has
an additional rod with a hexagonal circlip.
They secure the sleeve shaft in the desired
position.
Direction of transport (2).
Direction (3) in which the hollow shaft from
lifting table 2 (1 in PA 2) is to be moved to lifting
table 1 (2 in PA 2).
Lock screws (4).
Modular Conveyor
Width Adjustment Unit Conveyor Settings
Student Guide (FSE) SIPLACE X Series and X4I
Edition 01/2009 EN Modular Conveyor
455
11.3.3 Width Adjustment Unit
11.3.3.1 Setting the Proximity Switch on the Adjustment Unit
X When installing the proximity switch, make sure that this is level with the adjustment unit housing.
X The switching point is set via the actuator on the conveyor side.
X Move the adjustment unit under the conveyor side, then loosen the actuator using the screw.
X Place the distance gauge 0.2 mm on the adjustment unit, press the actuator against the gauge and
fix with the screw.
X Actuators on all conveyor sides have to be checked and adjusted where necessary.
X You then need to calibrate the conveyor sides with the software.
NOTE:
When converting the dual conveyor to a single conveyor (flexible dual conveyor), connect and
disconnect the lifting tables when requested to do so by the station software. This function is
supported by SIPLACE Pro .
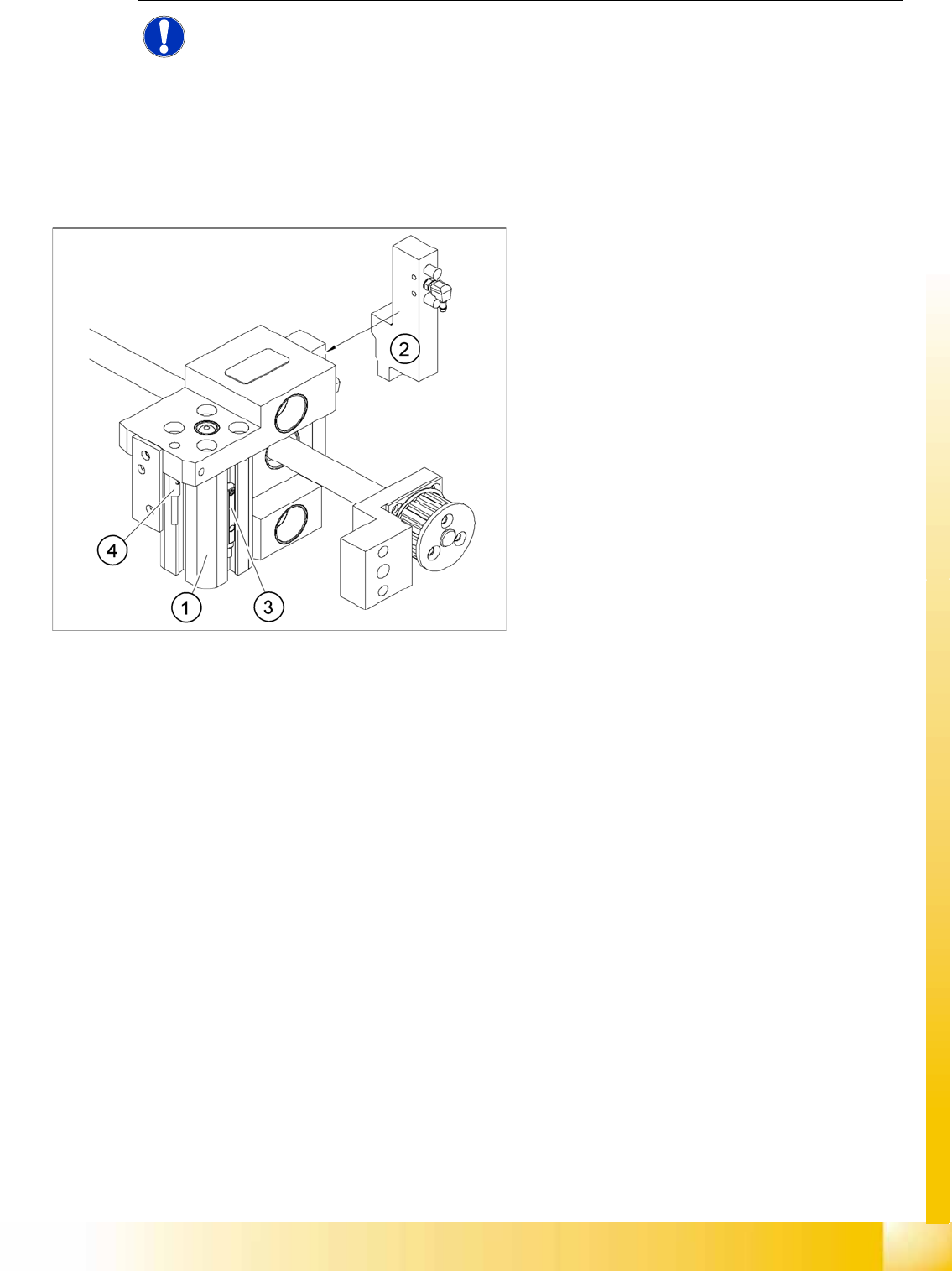
11-13: Overview of the proximity switches on the adjustment unit for width
adjustment
Legend
1. Pneumatic cylinder
2. Solenoid valve
3. Proximity switch for pneumatic cylinder (for
"locking pin up" recognition)
4. Proximity switch for adjustment unit(for
conveyor side recognition)
The proximity switch (3) serves as a signal for
controlling the pneumatic valve of the
adjustment unit. Once the switching point
"conveyor side present" has been reached,
the conveyor side is connected via the
pneumatic valve.