00196044-05 - sg x und x4i fse_en.pdf - 第264页
C&P20A Pickup and Placement Cycle for C&P20A Turning No zzles 1 to 20 to the Pickup Angle (0° or 90°) S tudent Guide (FSE) SI PL ACE X Series and X4I C&P20A Edition 01/2009 EN 264 7.4.5 T urning Nozzles 1 to …
C&P20A
Board Recognition - Centering the Board Fiducials Pickup and Placement Cycle for C&P20A
Student Guide (FSE) SIPLACE X Series and X4I
Edition 01/2009 EN C&P20A
263
7.4.4 Board Recognition - Centering the Board Fiducials
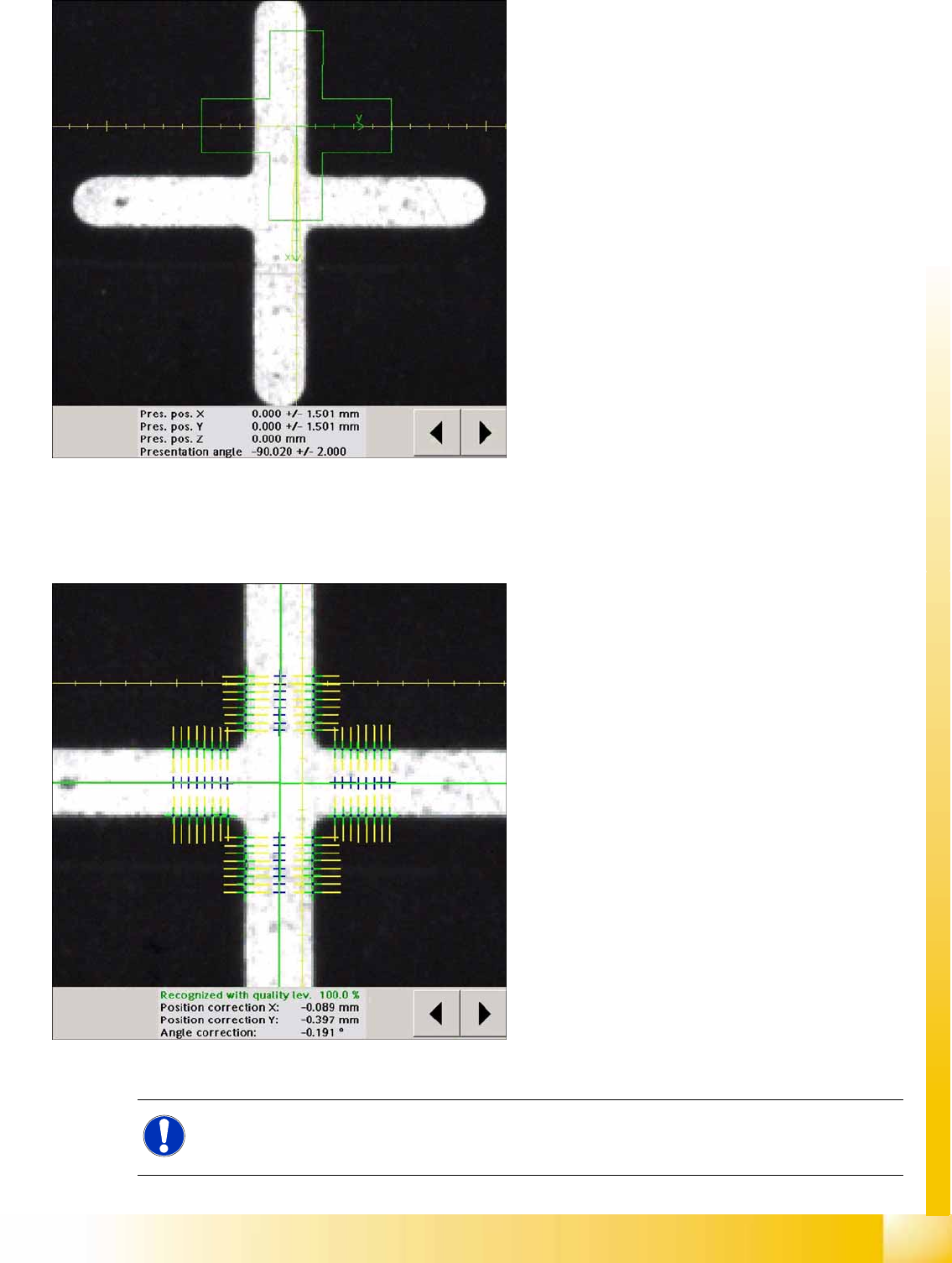
7-20: Board recognition run to target position of board
The fiducial is expected at this target position. The
PCB camera is moved from waiting position to this
fiducial position.
Board position recognition is performed before
the first component is picked up.
The gantry axes move the PCB camera to the
theoretical fiducial position. The camera takes
the picture of the first fiducial and the Vision
system calculates the center position.
7-21: Board recognition - centering the board fiducials
The centered fiducial now defines the actual
position of the board.
The camera records an image of the 2nd
fiducial and the Vision system calculates the
center position of this image.
The 2nd calculation is the deviation between
the target and the calculated fiducial position.
All board fiducials are optically centered with
this procedure.
This data is sent to the machine controller.
Corrected values are now calculated for the
X,Y and angular position of the board.
The gantry axes now move the placement
head to the first pickup position.
NOTE:
If synthetic fiducials are used, the procedure described above remains the same, although
inkspot recognition will now be performed after fiducial recognition.
C&P20A
Pickup and Placement Cycle for C&P20A Turning Nozzles 1 to 20 to the Pickup Angle (0° or 90°)
Student Guide (FSE) SIPLACE X Series and X4I
C&P20A Edition 01/2009 EN
264
7.4.5 Turning Nozzles 1 to 20 to the Pickup Angle (0° or 90°)
7.4.6 Checking the Nozzle Length for Component Recognition
7-22: Turning segments 1 to 20 to the pickup angle (0° or 90°)
The segments in the C&P20A head are turned
in succession, from segment 1 to 20, to the
required pickup angle of 0° or 90°.
NOTE:
Each segment has its own DP drive
7-23: Checking the nozzle length ("component recognition by component
sensor before placement")
Component sensor measures at star pickup
position:
Vacuum measurement: ’Segment open’ value
The component sensor measures the length of
the nozzle. The measured length before
pickup is verified with the reference length.
If a difference of -0.15 mm or +0.1 mm is
found, the gantry axes will move the
placement head into the service position for
replacement of the nozzle.
Measurement is performed "on the fly" in the
star pickup/placement position.
C&P20A
Picking up component 1 Pickup and Placement Cycle for C&P20A
Student Guide (FSE) SIPLACE X Series and X4I
Edition 01/2009 EN C&P20A
265
7.4.7 Picking up component 1
The remaining nozzles now pick up the components as the star is stepped and turn these into the correct
centering angle, before they reach the component camera.
7.4.8 Picking Up component 11
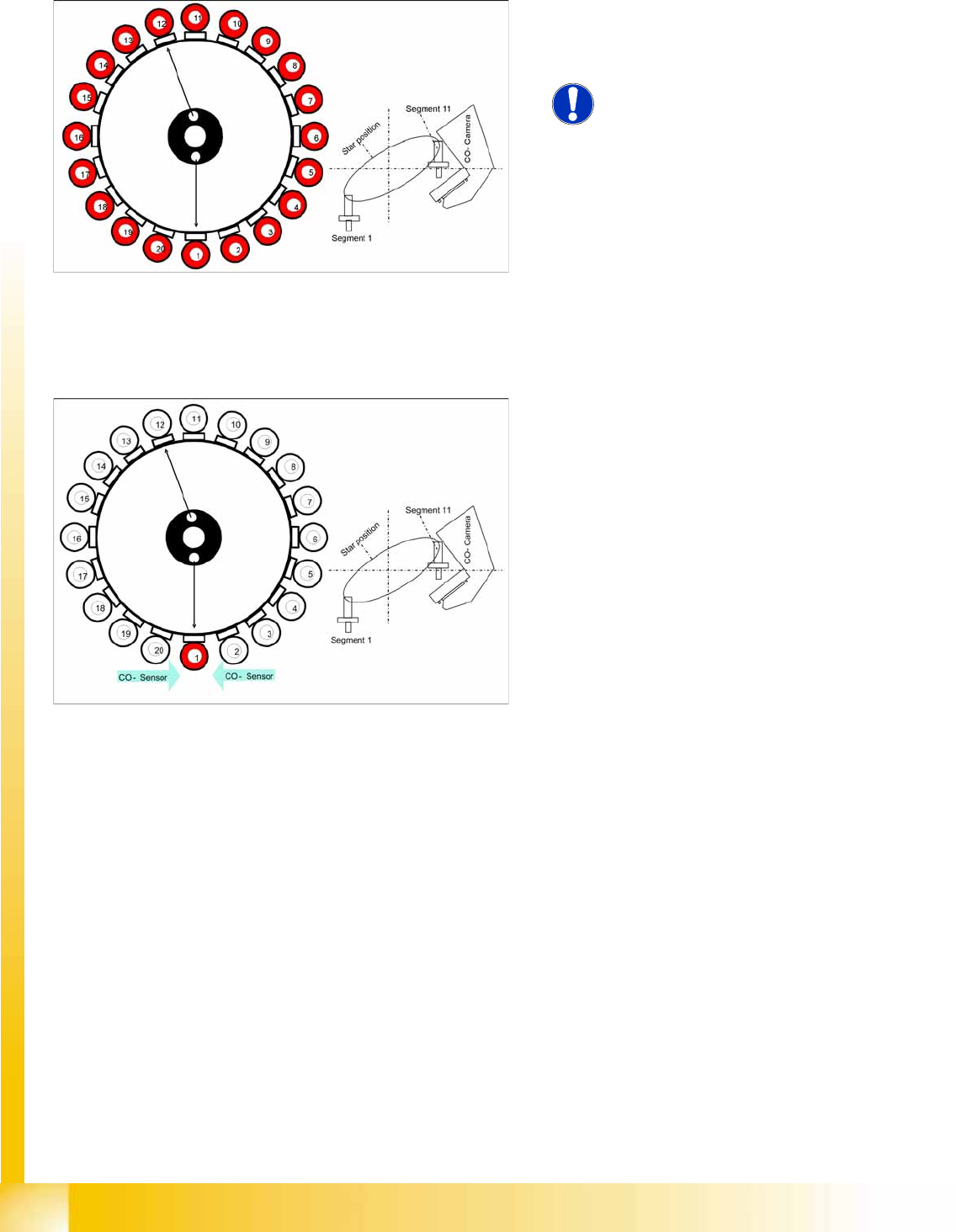
7-24: Picking up component 1
Star position 0°
Vision system: No action
Pickup/placement station: Picking up
component 1
Z Axis Down
Vacuum check for component pickup
Component sensor: direct measurement after
picking up the first component (applies
accordingly to all other segments)
Vacuum check after pickup: Check holding
force of the component on the nozzle.
NOTE:
All vacuum measurements during the placement process are performed in the background and
do not produce any error messages. The error messages concerning missing components etc.
are produced only by the component sensor.
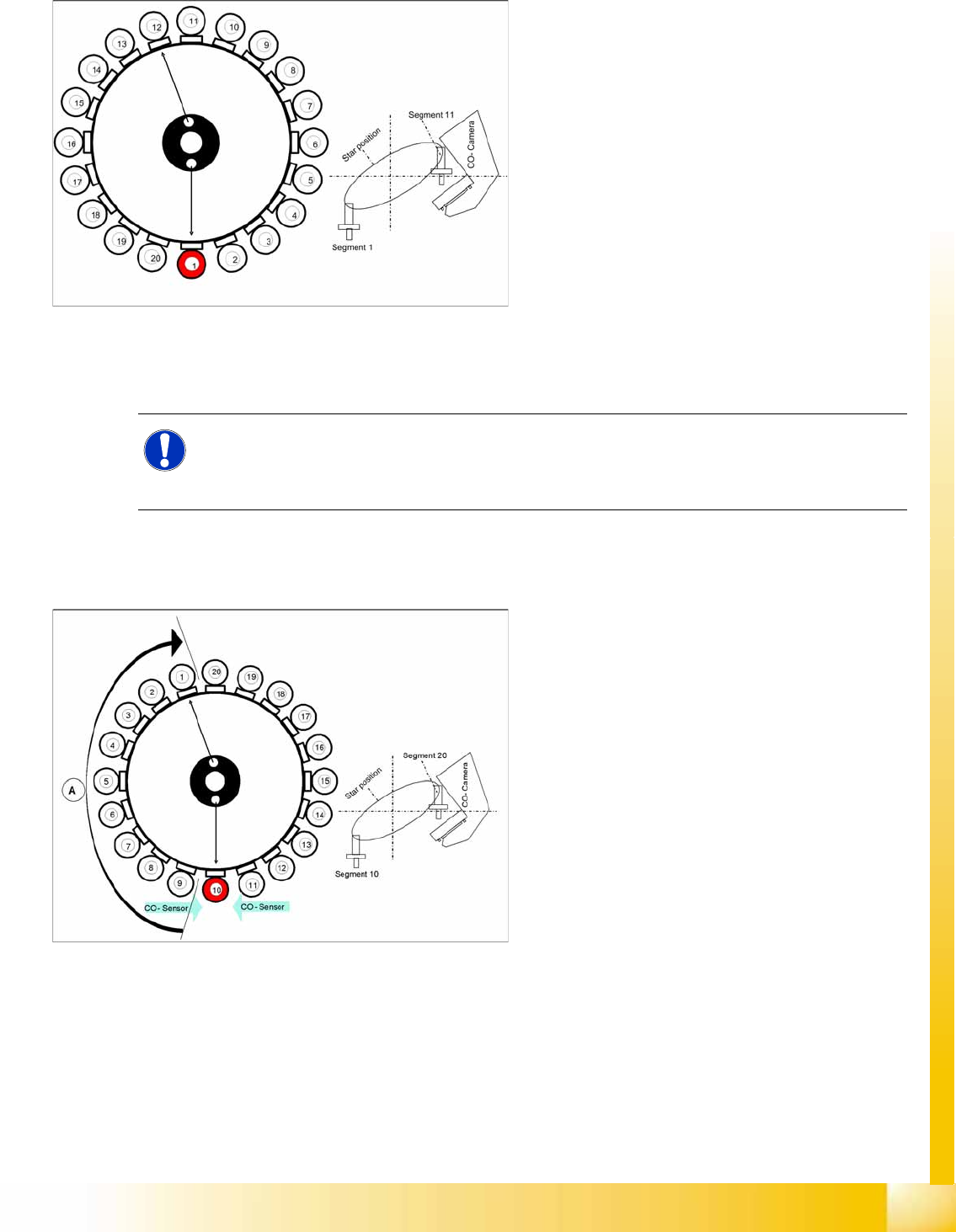
7-25: Picking Up component 11
Star position 162°
Vision system: "Prepare SIPLACE Vision for
optical centering".
Pickup/placement station: Pick up component
10
A : The components previously picked up are
rotated to the centering angle.
(centering angle [0°, 90°, 180°, 270°] =
placement angle in 90° steps)
Measurement of hold circuit for Segment 1
(output to measuring sensor)