00196044-05 - sg x und x4i fse_en.pdf - 第432页
Component Handling Pneumatic Tape Cutter Structure and Function of the Pneumatic Tape Cutter S tudent Guide (FSE) SI PL ACE X Series and X4I Component Ha ndling Edition 01/2009 EN 432 10.3.2.1 T echnical Dat a Compressed…
Component Handling
Structure and Function of the Pneumatic Tape Cutter Pneumatic Tape Cutter
Student Guide (FSE) SIPLACE X Series and X4I
Edition 01/2009 EN Component Handling
431
10.3.2 Structure and Function of the Pneumatic Tape Cutter
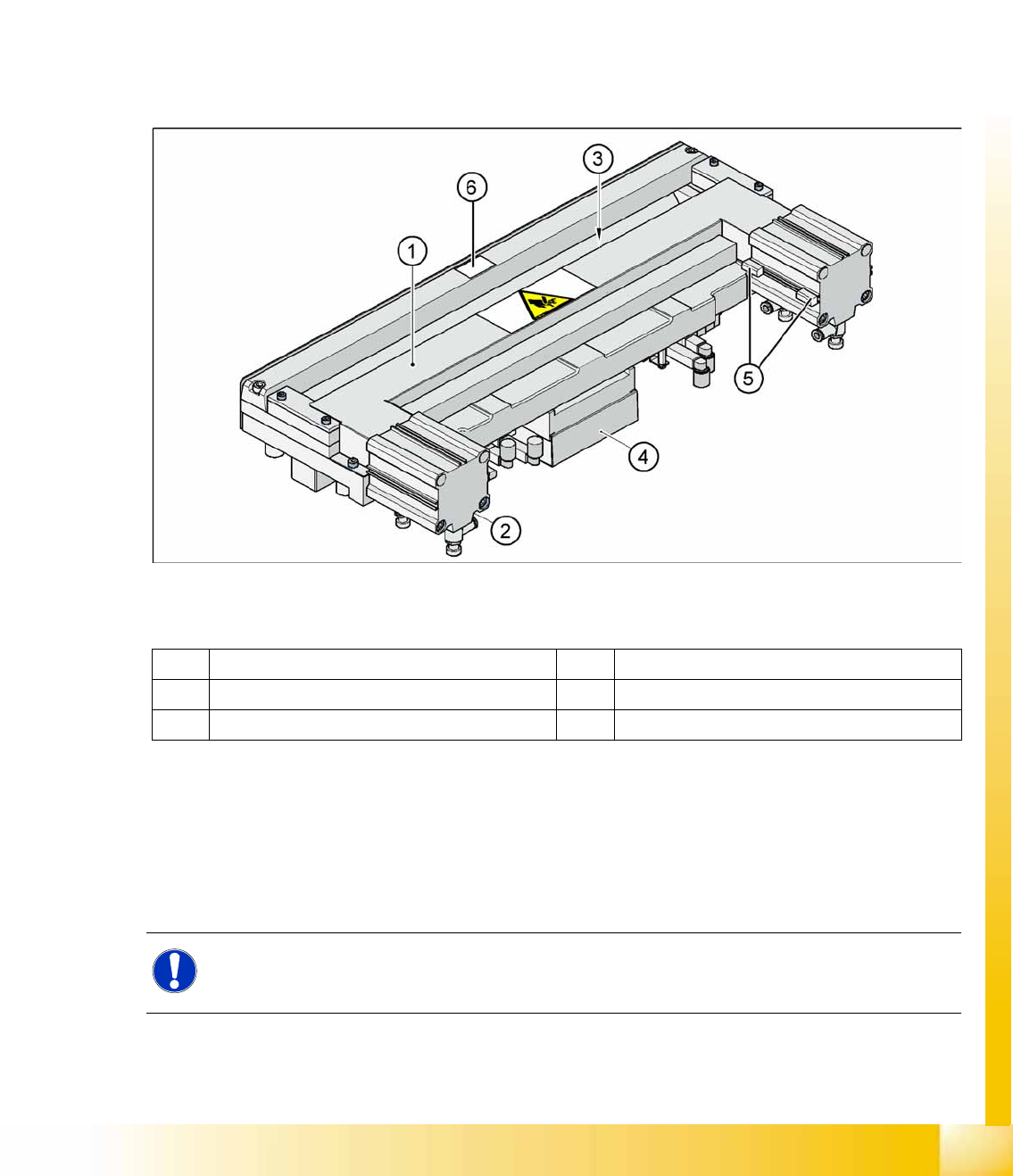
The empty tape duct guides the empty tapes through the opening (3) in the cutter.
The cutter is based on a horizontal frame (1) with a fixed cutting edge and a flexible blade, which is
moved by two short-stroke cylinders (2). At each upwards or downwards movement, the device cuts off
the tape.
The proximity switch (5) signals the position of the short-stroke cylinder piston and therefore the position
of the cutter blade. The proximity switch enables the control electronics (4) to register whether the tape
has been cut. Cutting only takes place during placement. For operational safety reasons, the tape cutter
is integrated into the emergency stop circuit.
The pneumatic tape cutter is fixed on the frame of the docking unit with four screws and this, together
with the empty tape duct is a complete unit.
10-31: Pneumatic Tape Cutter
Legend
The tape cutter is activated when the gantry moves to the first placement position. Alternating one of the
cylinders start to front position. Once the first cylinder reaches the front position, the second cylinder is
started. Both signals ’blade in front position’ trigger control unit to withdraw both cylinders at the same
time.
The cutter can be removed in about 15 minutes for service purposes. For detailed information about
dismantling, refer to the service manual.
1 Horizontal frame 4 Electronic control unit
2 Pneumatic cylinder 5 Proximity switch
3 Slot for empty tape 6
NOTE:
The spare parts numbers for the cutters and the cutter blades are not identical between HF and
X machines.
Component Handling
Pneumatic Tape Cutter Structure and Function of the Pneumatic Tape Cutter
Student Guide (FSE) SIPLACE X Series and X4I
Component Handling Edition 01/2009 EN
432
10.3.2.1 Technical Data
Compressed air supply 0.5 MPa = 5.0 bar
Compressed air consumption 135 l/min.
Cycle time 1.5 sec per cut
Supply voltages 5 VDC, 24 VDC
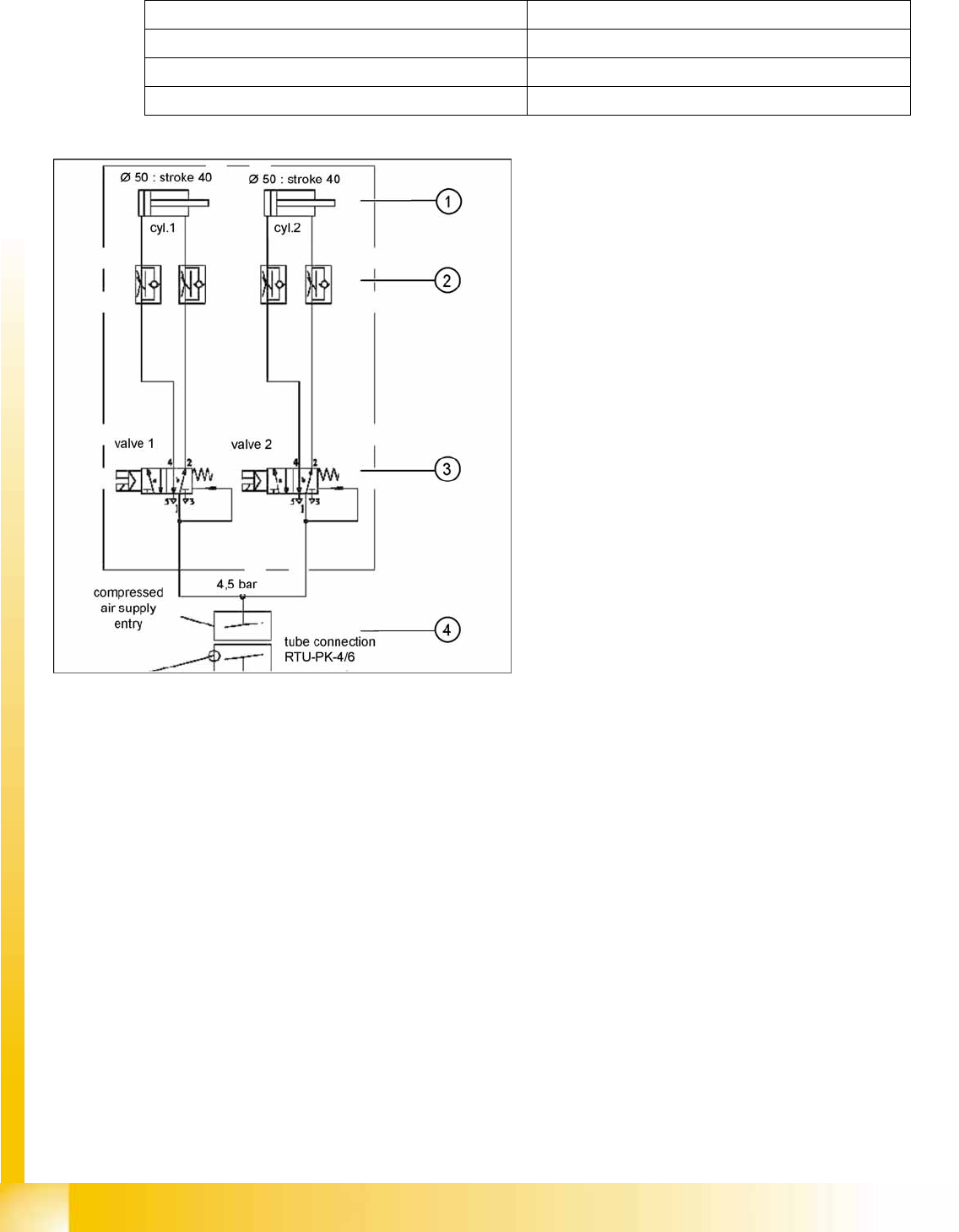
10-32: Pneumatic scheme Tape cutter
Legend
1. Drive cylinder for cutter blade movement
40 mm stroke
2. Adjustable throttle valve on the pneumatic
cylinder
3. 5/2 way magnetic valve
4. 4.5 bar compressed air supply via the SSK
safety relay
Cutter only active if protective covers are
closed
Component Handling
Empty tape duct Pneumatic Tape Cutter
Student Guide (FSE) SIPLACE X Series and X4I
Edition 01/2009 EN Component Handling
433
10.3.3 Empty tape duct
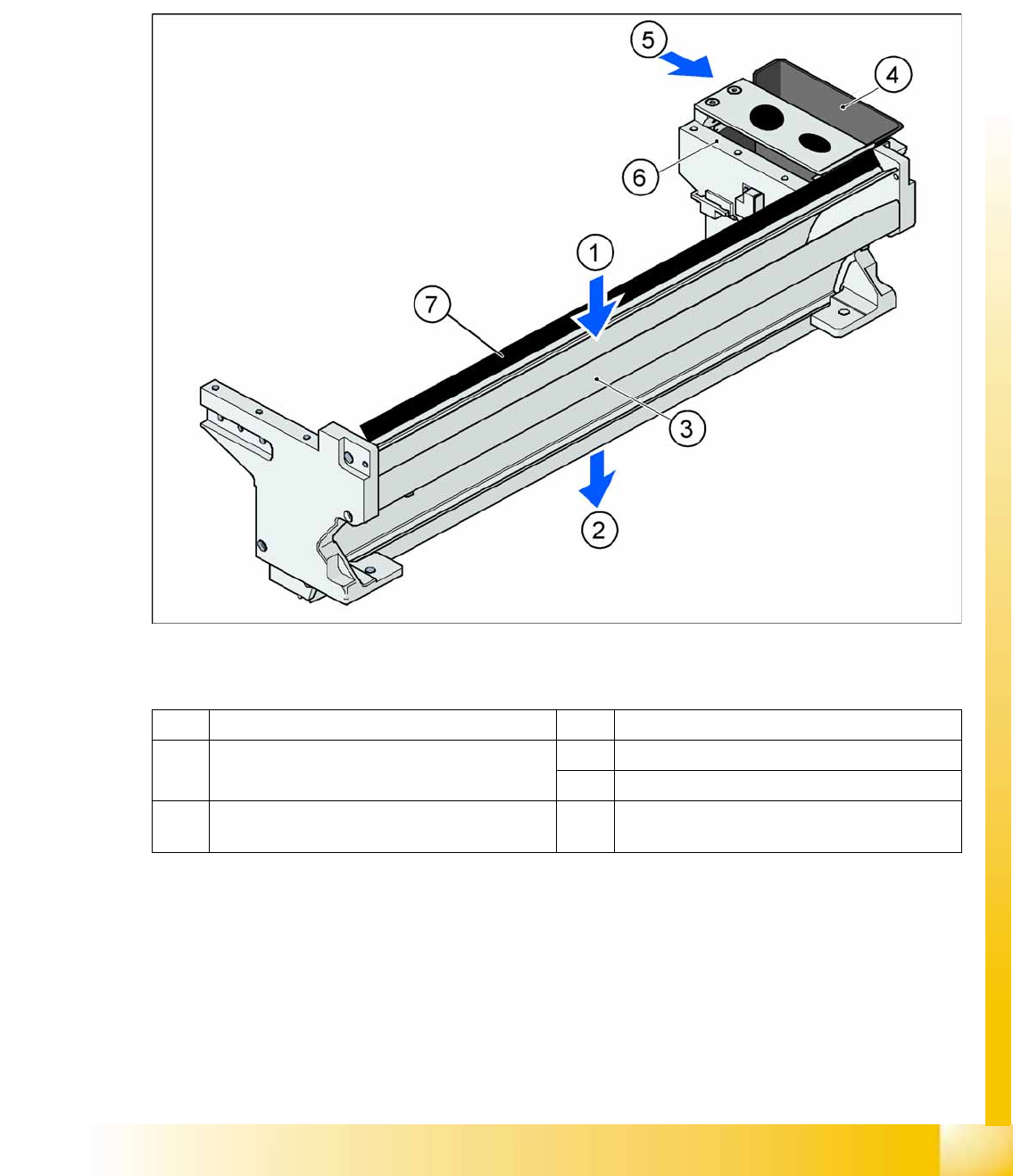
The empty tape duct receives empty tapes from the feeders at the inlet gap (1) and guides these from
the outlet gap (2) to the cutting position of the pneumatic cutter. This is where the tape is cut up and falls
down the waste tape chute, into the component trolley waste tape bin. For tapes with tape pockets
deeper than 17mm you have to remove the metal plate in the middle of the empty tape duct. This is fixed
with one screw on the left and one on the right side.
The empty tape duct is fixed to the pneumatic tape cutter with four screws.
10-33: Empty tape duct with component reject bin
Legend
1 Inlet slot for empty tape 4 Nozzle reject bin
2 Outlet slot for the empty tape above the
pneumatic tape cutter
5 Nozzle station
6 Nozzle changer take up holes
3 Partition plate for tapes < 17 mm (can be
removed for tapes > 15 mm)
7 Component reject bin