00196044-05 - sg x und x4i fse_en.pdf - 第357页
Twin Head Preparations for Component Pickup (Modul e 2) Twin Head Pickup and Place Cycle S tudent Guide (FSE) SIPL ACE X Series and X4I Edition 01/2009 EN T win Head 357 9.3.4 Prep arations for Co mponent Pickup (Module …
Twin Head
Twin Head Pickup and Place Cycle Preparations for Component Pickup (Module 1)
Student Guide (FSE) SIPLACE X Series and X4I
Twin Head Edition 01/2009 EN
356
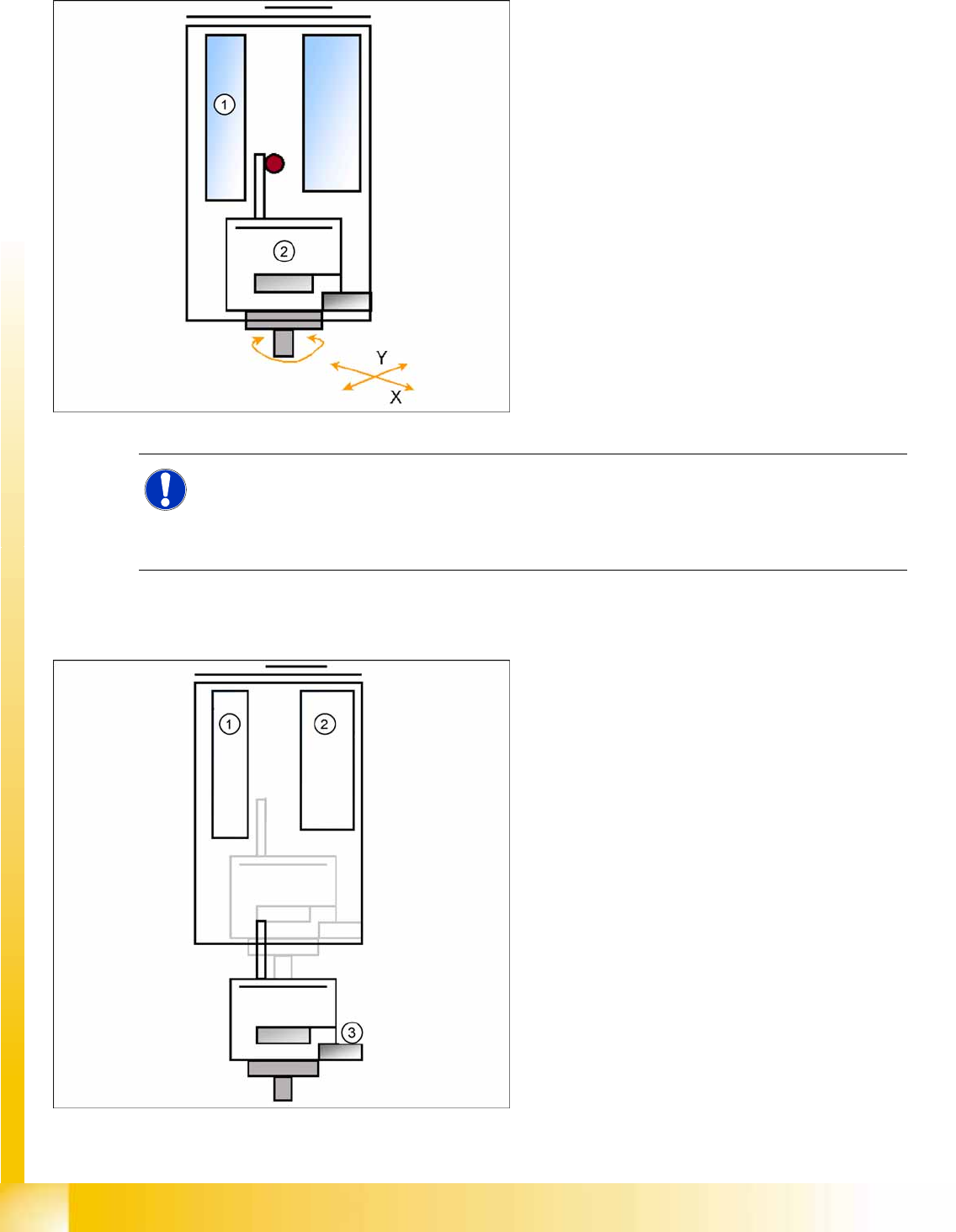
9.3.3 Preparations for Component Pickup (Module 1)
9.3.3.1 Picking up the Component (Module 1)
Legend
1. Z motor
2. D motor
PCB-position recognition and Ink dot
recognition.
The X and Y gantry axes move to the feeder
track or pickup position.
Start D Axis to set the Pick up angle during X /
Y positioning.
Communication to component trolley ‘Feeder
ready’ opens feeder pickup window.
NOTE:
For greater accuracy, the first five components of each board are centered above the IC camera
at 0° and 180° (SW 504). With the SW 505 we will check the offset between nozzle and IC/ FC
camera via a fiducial near the IC/FC camera after a defined time of 3 min. The fiducial is on a
metal plate and this plate is fixed between the camera and machine frame.
Legend
1. Z motor
2. Vacuum/air blast generator
3. Force sensor
Z Axis position downwards with Standard Pick
up mode at 2 N Pick up force.
At contact with the component the force
increase up to the programmed value.
When this value is reached, the end signal is
triggered and the vacuum check is activated.
Twin Head
Preparations for Component Pickup (Module 2) Twin Head Pickup and Place Cycle
Student Guide (FSE) SIPLACE X Series and X4I
Edition 01/2009 EN Twin Head
357
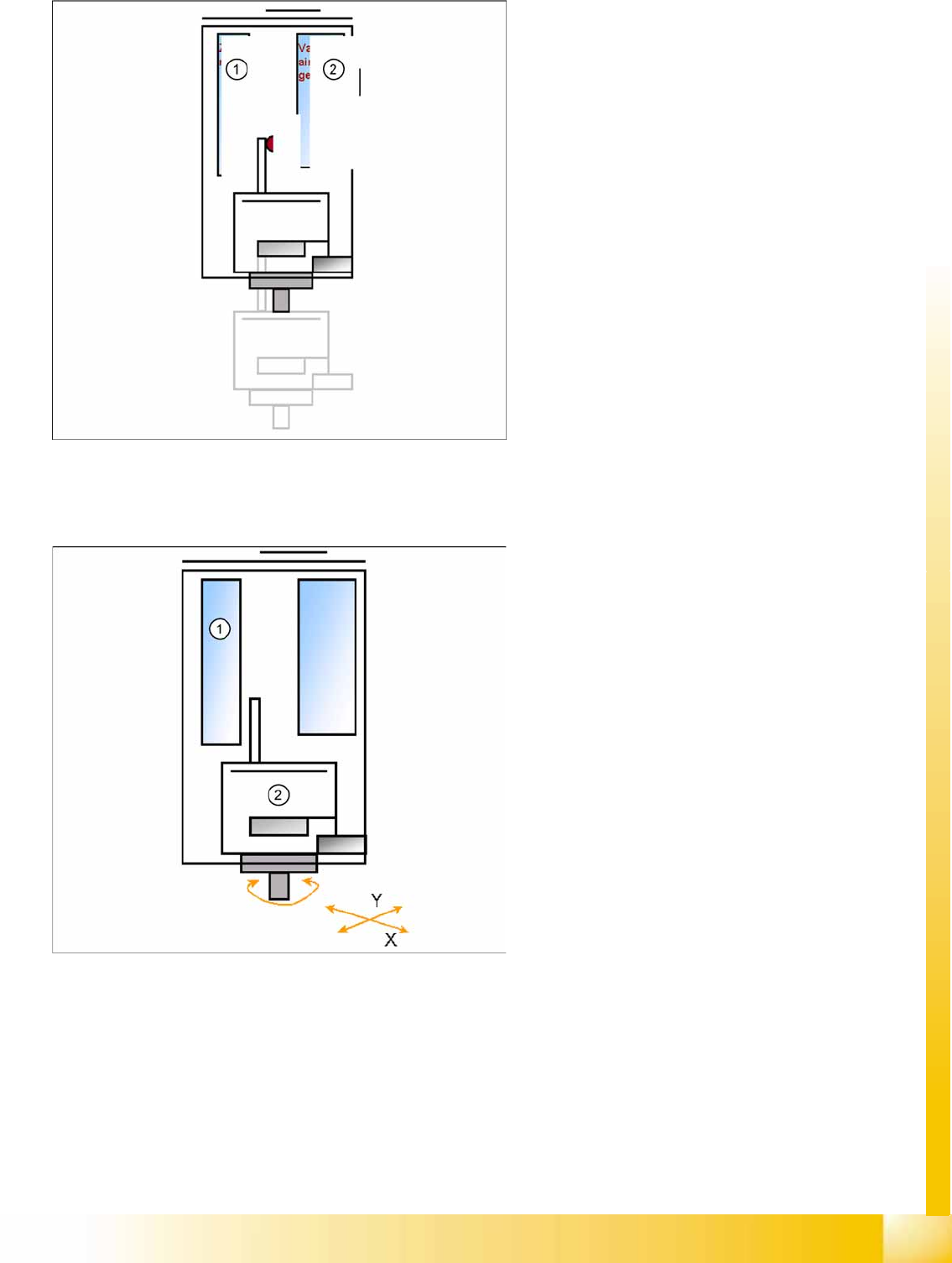
9.3.4 Preparations for Component Pickup (Module 2)
Legend
1. Z motor
2. Vacuum/air blast generator
When Vacuum threshold ‘Pick up’ is measured
the Z Axis movement upwards start with
Standard-positioning mode.
Communication to component trolley ‘index
feeder’ when the Z axis reaches the "safety
height" position.
At end signal Z Axis top -> Vacuum check
‘comp. on nozzle’
The D-axis is rotated to the placement angle
(so that only the component correction angle
needs to be rotated after centering).
The next pickup sequence is prepared for a
module 2 component.
Legend
1. Z motor
2. D motor
Pick up with module 1 finished
The X and Y gantry axes move to the feeder
track or pickup position.
During gantry positioning, the module 2 D-axis
rotates to the pickup angle.
Communication to component trolley ‘Feeder
ready’ opens feeder pickup window.
Twin Head
Twin Head Pickup and Place Cycle Preparations for Component Pickup (Module 2)
Student Guide (FSE) SIPLACE X Series and X4I
Twin Head Edition 01/2009 EN
358
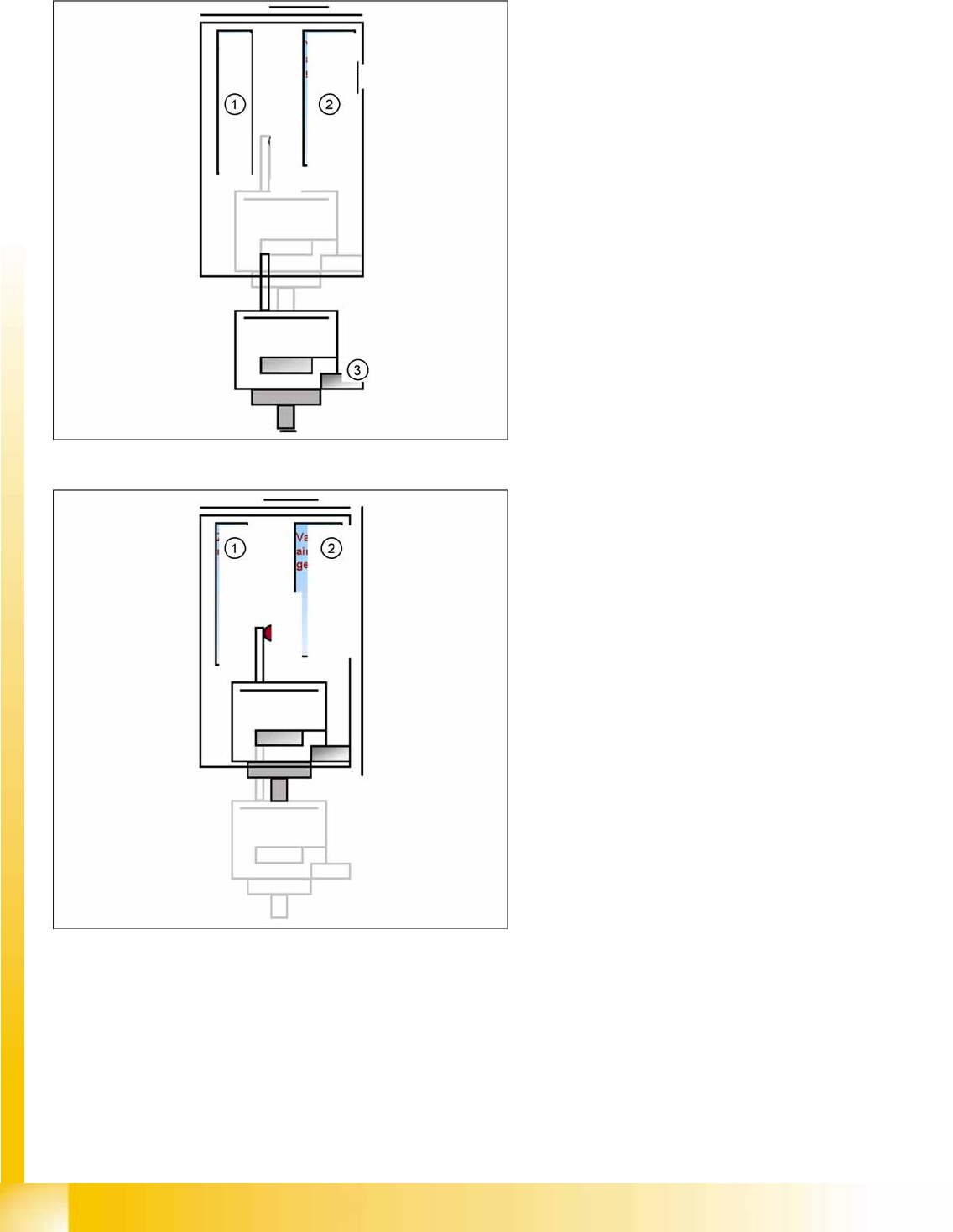
9.3.4.1 Picking up the Component (Module 2)
Legend
1. Z motor
2. Vacuum/air blast generator
3. Force sensor
Z Axis position downwards with Standard Pick
up mode at 2 N Pick up force.
At contact with the component the force
increase up to the programmed value.
At this force level the End signal is triggered
and the Vacuum controlling is activated.
Legend
1. Z motor
2. Vacuum/air blast generator
When Vacuum threshold ‘Pick up’ is measured
the Z Axis movement upwards start with
Standard-positioning mode.
Communication to comp. table ‘index Feeder’
when the Z Axis reached the "safety height"
position.
At end signal Z Axis top -> Vacuum check
‘comp. on nozzle’
The D-axis is rotated to the placement angle
(so that only the component correction angle
needs to be rotated after centering).
Prepare optical centering with module 1