JX-350_EPU使用说明书.pdf - 第111页
EPU Instruction M anual C hapter 4 Creating a Production Progr am 4- 63 4.1.4.2. 3 Centering Set "Nozzl e No.", " Component pick vacuum pr essure", "LNC60 laser height" , "Component sha…
EPU Instruction Manual Chapter 4 Creating a Production Program
4-62
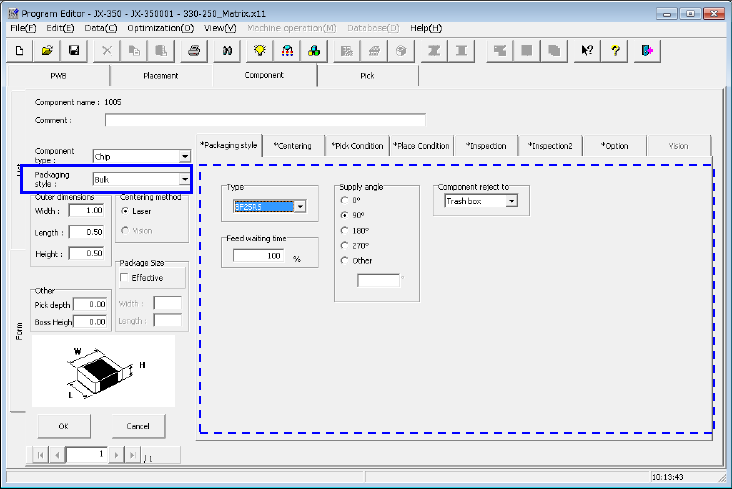
(4) How to enter data if you select “Bulk” as the “Packaging style”
1) Type
Set the bulk feeder type.
2) Feed waiting time
Set the ratio of the actual waiting time to the waiting time (that is, waiting time set
per feeder type) the system has to wait until it can pick up the next component
after picking up the current component on a percentage basis.
The initial value is 100 %.
3) Supply angle
Enter the angle of the component package on the stick feeder with respect to the
component placement angle, 0 degrees.
For details, see "(1) Tape input method * JUKI component feed angle definition."
When you select “Other,” enter the angle in the edit field. (0º to 359.9875º)
4) Component reject to
Set the component discarding method for a case where centering results in a
recognition error or lead floating inspection results in an error.
For details, see "(1) Tape input method, Component discarding."
EPU Instruction Manual Chapter 4 Creating a Production Program
4-63
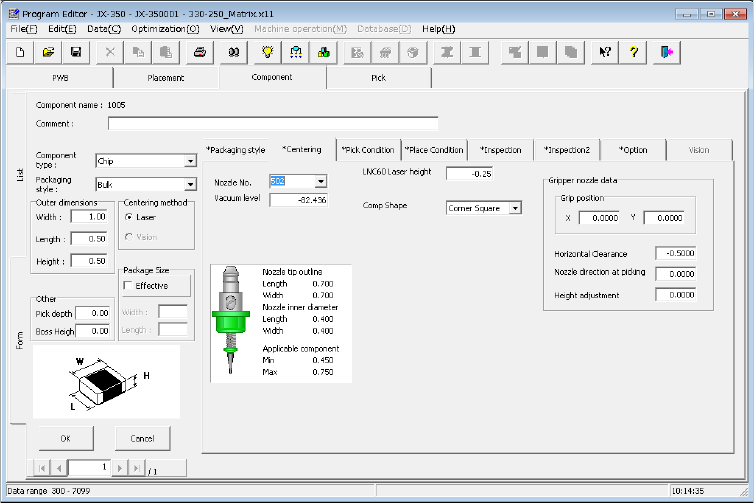
4.1.4.2.3 Centering
Set "Nozzle No.", "Component pick vacuum pressure", "LNC60 laser height",
"Component shape", and "Gripper nozzle data."
(1) Nozzle No.
Select the number of the nozzle that can pick up a component stably from the
pull-down list.
In the combo box list, the standard nozzle numbers (500 to 511), screw type nozzle
(7006), and other nozzle numbers assigned by setup are displayed.
(2) Vacuum level
Enter the pressure data for judging whether a component was picked up successfully
or not by the vacuum pressure.
When you select the “Nozzle No.,” this value is automatically set.
If the vacuum pressure is different from the automatically set value due to the shape
of the side of a component picked up or for another reason, you can change the value
displayed here.
To set this value manually, enter the vacuum pressure that is used to pick up a
component with the nozzle that is specified with the “Nozzle No.”
Since the finishing of the component surface may be different depending on its
manufacturer, we recommend that you measure the component on the “Machine
operation” menu.
EPU Instruction Manual Chapter 4 Creating a Production Program
4-64
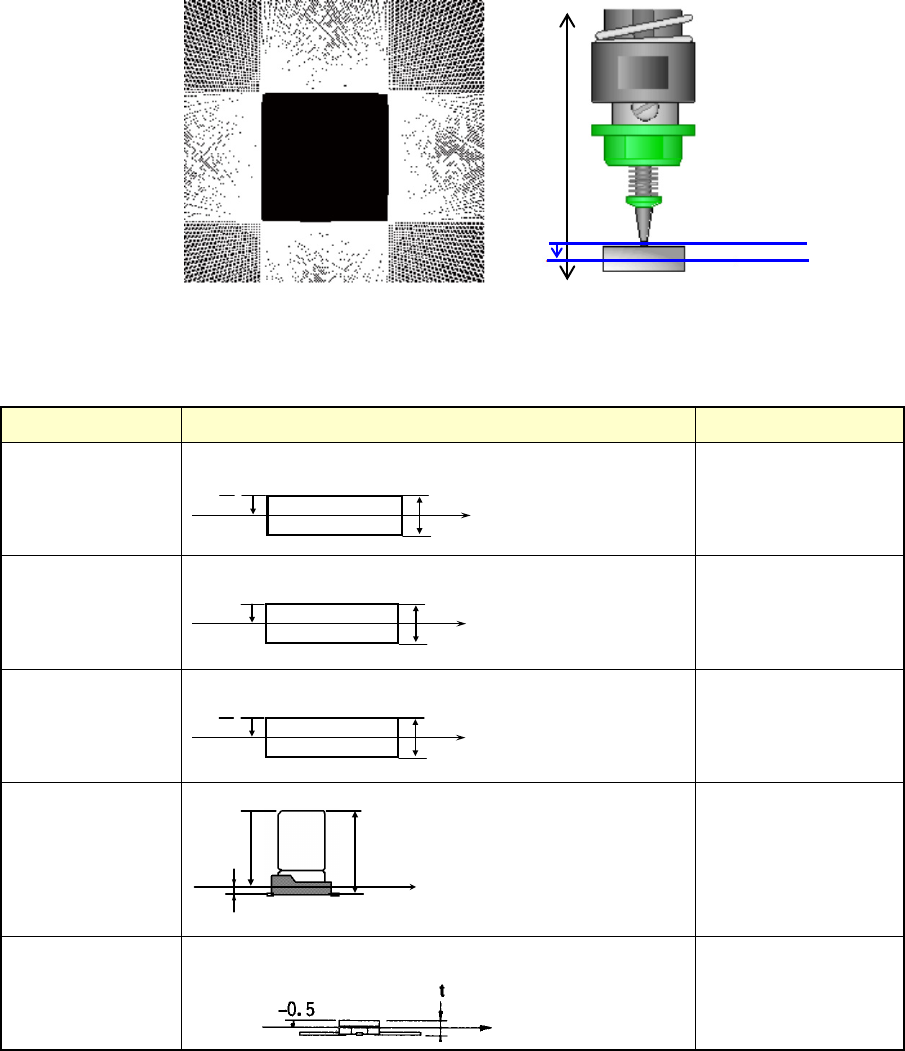
(3) LNC60 Laser position
Set the measurement height attained when the system centers a component with
laser.
Enter the distance from the nozzle tip to the measurement position to which the laser
beam is irradiated.
The initial value is automatically determined by the component height and the
component type. However, some components may require alteration of the initial
value. If such portions that do not intercept laser rays completely as the end of lead
and the top surface/bottom surface of component are at the laser height, a laser
recognition error may occur. Select a height that assures stable recognition (for
example, if the position measured with laser is cylindrical-shaped or
transparent-colored).
♦ Default Laser height
Default laser heights are set for some component types and heights.
Table shows the relation between component heights and default laser heights.
Component type Measurement position Laser height (mm)
Square chip
2
t
-
部品高さ t
レーザ測定位置
t
- -
2
Square chip
(LED)
部品高さ t
レーザ測定位置
- (t - 0.15)
- (t –0.15)
MELF
2
t
-
部品高さ t
レーザ測定位置
t
- -
2
Aluminum
electrolytic
capacitor
部品高さ t
レーザ測定位置
- ( t -
β)
β
- (t –β)
β= 0.35
GaAsFET
-0.5
-Z
0
Nozzle tip
Laser height
Component height
Component height
Measurement
position with laser
Measurement
position with laser
Component height
Measurement
position with laser
Component height
Measurement
position with laser
Component height
Measurement
position with laser