JX-350_EPU使用说明书.pdf - 第141页
EPU Instruction M anual C hapter 4 Creating a Production Progr am 4- 93 4.2 Optimiz ation The Opt imization function executes t he following tasks f or a pr oduction progr am cr eated with the Editor : ① Optimization of …
EPU Instruction Manual Chapter 4 Creating a Production Program
4-92
4.1.7 Line coherence check
This section describes the check of the prepared program for inconsistency with the
settings in the "EPU setup" menu or for inconsistency in the program itself.
When the coherence check is finished successfully, we can advance to optimization.
If any error is detected, the details of error will be displayed. Correct the program taking
into consideration the displayed errors or setting on the "Machine Setup" menu.
(1) Exciting the coherence check
When you select the [Data (D)]/[Line coherence check (L)] commands on the menu
bar, the system executes the coherence check.
(2) Reporting the coherence check
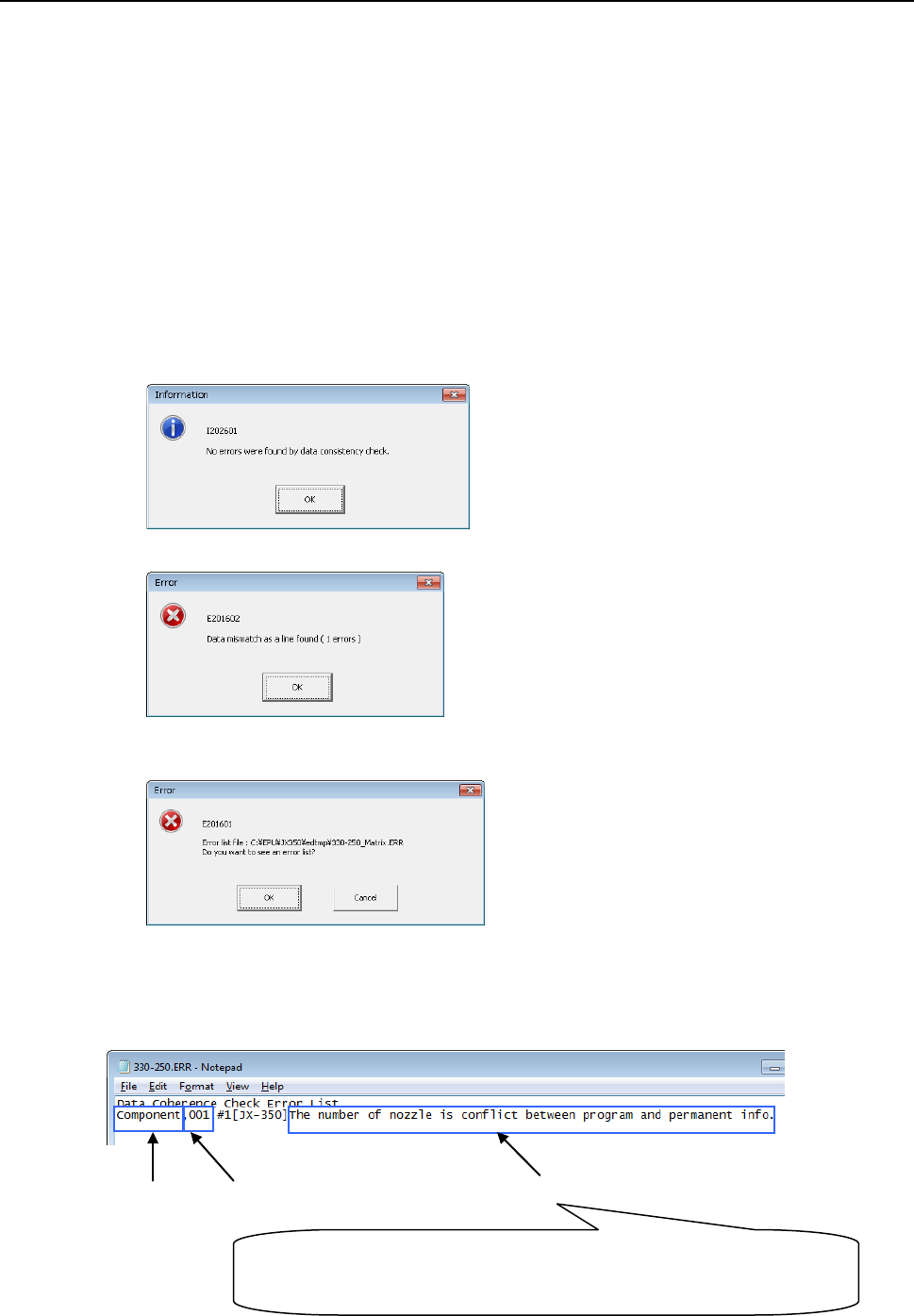
After the system finishes the coherence check, one of the following messages
appears on the screen.
① No error was found.
② Error(s) was(were) detected.
When you click the <OK> button at this point, the inquiry dialog box appears on the
screen that asks you whether to display the detailed information on the error(s).
Select <OK>, and the error information will be displayed.
(3) Information on the error
Data type Data creation number Detailed information on the error
・ Example of detailed information on error shown above
Since the nozzle specified for the first component of the Component data is
not set on the “EPU setup” screen, you cannot use it.
EPU Instruction Manual Chapter 4 Creating a Production Program
4-93
4.2 Optimization
The Optimization function executes the following tasks for a production program created
with the Editor:
① Optimization of feeder layout
② Optimization of component picking and placement order
4.2.1 Conditions setting for optimization
Optimization is affected by various factors.
Those factors include items that are set depending on the machine and items you can
specify
This section describes those items you can specify.
4.2.1.1 Component supply count
When the number of the placement positions for one type of component is outstanding,
production with one feeder may result in the bad cycle time balance. In this case,
production efficiency may be improved by supplying the identical type of components with
two or more feeders if the number of feeders (trays) and components of your system
allows.
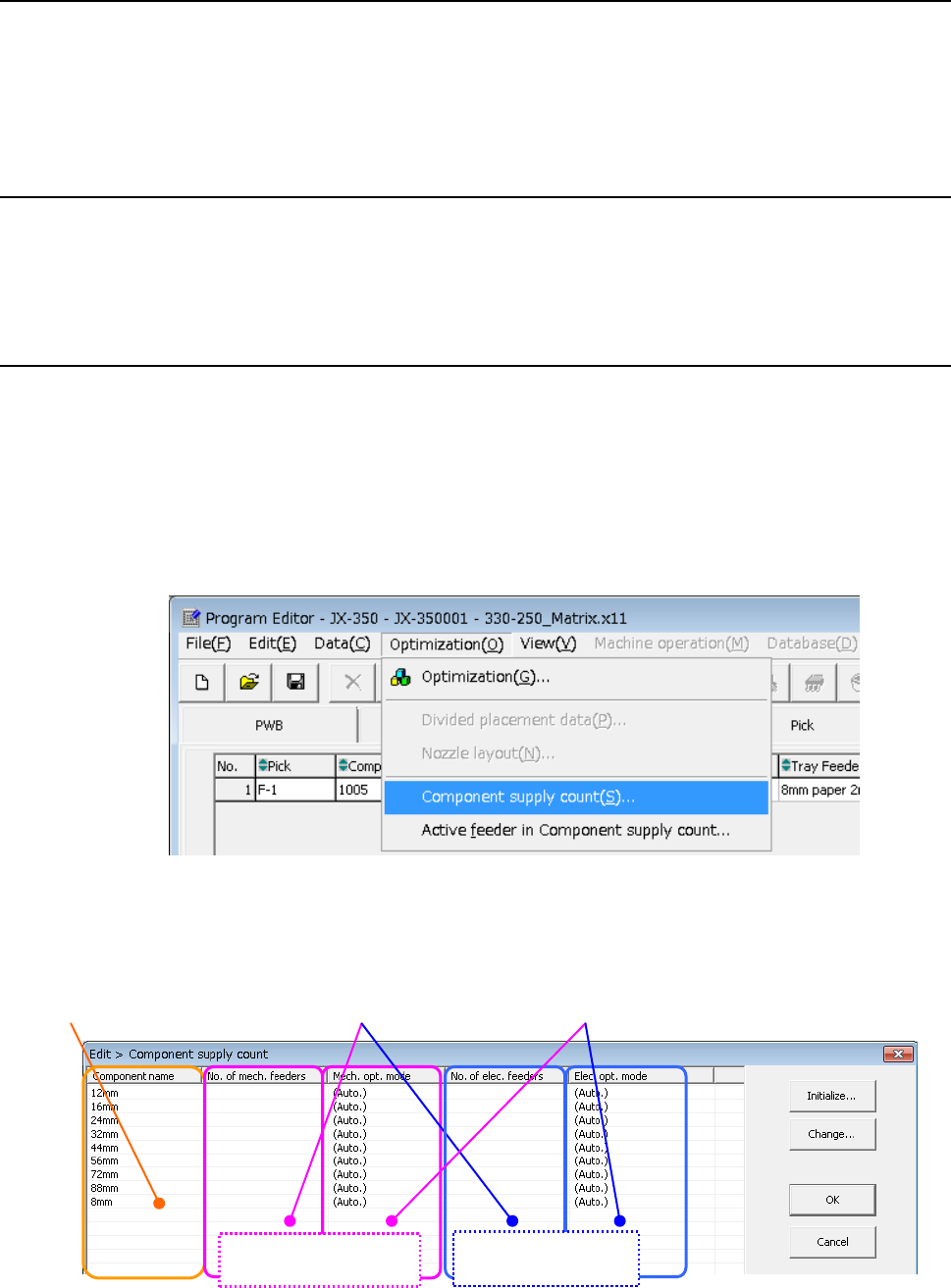
<Procedure for performing the [Component supply count] command>
① Click the [Optimization]/[Component supply count] commands from the menu bar.
② The "Component supply count" dialog box appears as shown below.
Number of feeders set after
optimization or display area for the
numbe
r of feeders manually set
Component name
registered on
the
“
Component”
data screen
When the system uses the Optimization
function to set the number of feeders,
it displays
“Auto” (initial value) here.
Mechanical feeder
Electric feeder
EPU Instruction Manual Chapter 4 Creating a Production Program
4-94
Item Contents
Component name Component name of component data
Supply quantity
The determined supply quantity is displayed.
・Supply quantity after optimization: Optimization is executed by (automatic) distribution and its
display is given.
・Manually set supply quantity:
- When “Initialization/minimum supply” is selected, the supply quantity created in the pickup
data is displayed. (If line duplexing is executed, the quantity becomes two or more.)
- When “Change/manual” is selected, the manually set supply quantity is displayed
(Optimization) “Automatic” or “manual” distribution is displayed in setting the number of feeders.
- (Automatic): “Initialization/Automatic” is selected.
- (-): “Initialization/minimum supply quantity” is selected or “Change/manual” is selected.
- (Unused): “Change/unused” is selected.
The initial value of the “Number supplied” field is “Auto.” In this case, the number
of feeders (trays) is set to “1” basically. However, when the number of the certain
type of components is far greater than that of other types of components (3 times or
more of the average of the number of each component), the system automatically
increases the number of this type of components. Therefore, if the system
increases the number of feeders although there is one feeder, or if you want to
increase the number of feeders, you have to set this item manually.
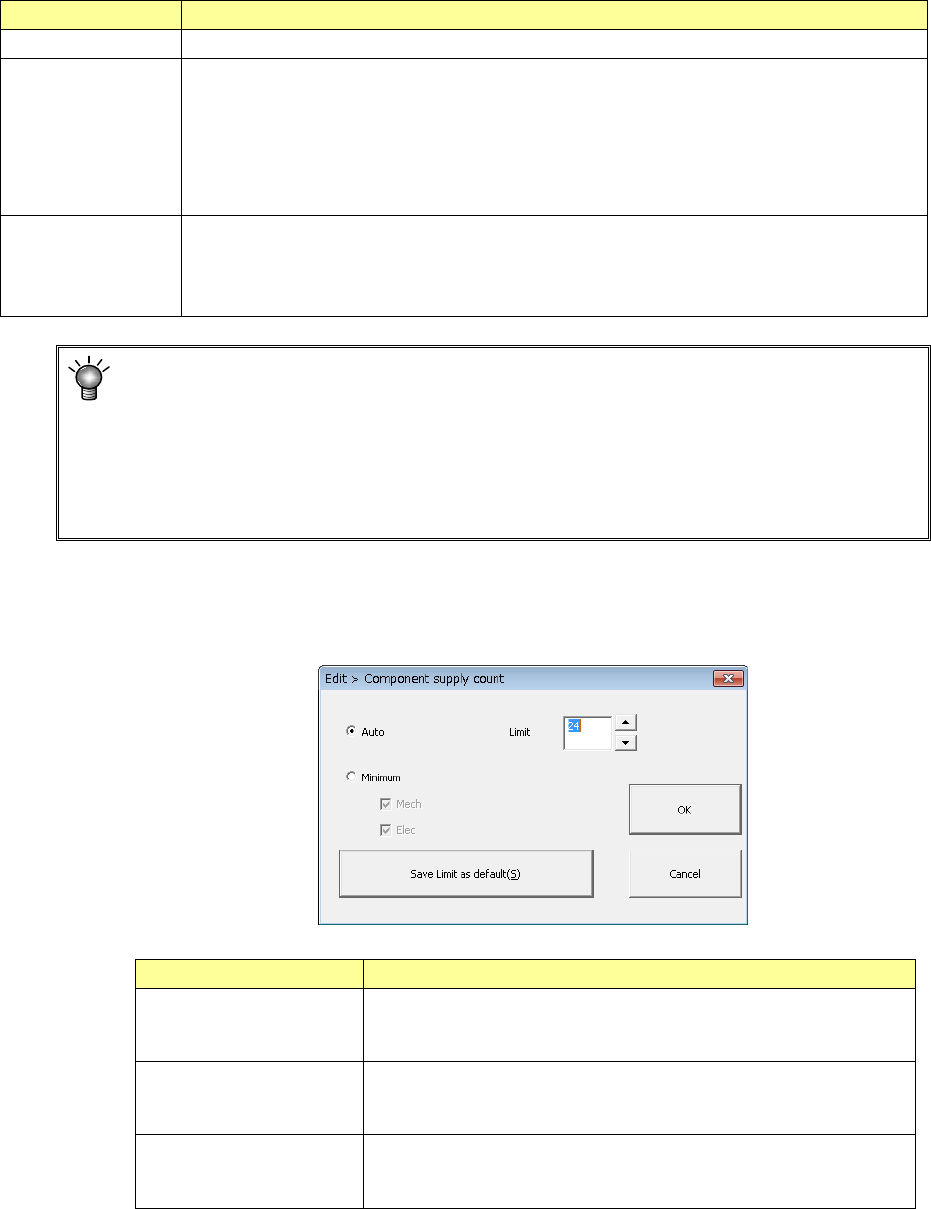
(1) [Initialize] button
Set the supply count of the feeder for all components to "Auto" or "Minimum supply
count."
Setting item
Description
Auto The system automatically initializes the numbers of all types of
components. When you select this “Auto” radio button, you
have to specify the “Limit” field also (the default: 20).
Minimum The system initializes the numbers of all types of components to
the total number of pick data records of the corresponding type of
component respectively.
Save Limit as default The system registers the value you specified in the “Limit” field as
the default value. When you create a new program, this value is
applied as the initial value.