JX-350_EPU使用说明书.pdf - 第82页
EPU Instruction M anual C hapter 4 Creating a Production Progr am 4- 34 Each menu item di splayed in the “ Option ” group is explained below . ( 11 ) Not Used/Used Select whether to use the f unction f or support ing a b…
EPU Instruction Manual Chapter 4 Creating a Production Program
4-33
(3) Delay Unit
Select the unit for the delay time of the conveyor sensor, “Time” (ms: 1/1000
second) or “Length” (mm).
♦ Time: Select this radio button to set the unit of the delay time to 1/1000 second
(ms).
♦ Length: Select this radio button to set the unit of the delay time to mm.
(4) Standard
When you select the “Standard” radio button in the “Sensor delay time” field, set the
delay time or delay length.
The allowable range for each unit is 0 to 2,500 (ms) and 0 to 1,000 (mm).
(5) Option
When you select the “Option” radio button in the “Sensor delay time” field, set the
delay time or delay length of each of the sensors: the IN sensor, the WAIT sensor,
the IN-COUNT sensor, the JOINT sensor, the OUT-COUT sensor and the OUT
sensor.
The allowable range for each unit is 0 to 2,500 (ms) and 0 to 1,000 (mm).
(6) Ready In delay setting
When the Ready IN signal, which is the signal for receiving the ejected board to be
input from the post process, is set to ON, the system passes the board to the post
process without stopping it. However, if you set the delay time here, the system
pauses when the OUT sensor detects a board, and when the Ready IN signal is set to
ON after the specified delay time passes, the system rotates the motor again to eject
the board. This delay time is useful for passing/receiving a board between the
machines whose board transporting speeds are different from each other. Note that
this delay time starts counting when the OUT sensor is set to ON.
(7) Sensor delay when re-clamp
Set the delay time to be applied if the system re-clamps a board without removing it
(re-clamping after reversing) when it restarts the production suspended due to a
production error such as a feeder float error.
You can set the delay time for each station, the right station and the left station. The
delay time range for each unit is 0 to 500 (ms) and 0 to 200 (mm).
Each menu item displayed in the “Conveyor motor speed” group is explained below.
(8) Not Used/Used
Select whether to use the settings made in the “Conveyor motor speed” group or not.
♦ Not Used: Select this radio button if you do not use the settings made in the
“Conveyor motor speed” group. The system operates according to
the settings made with the main unit.
♦ Used: Select this radio button if you are to use the settings made in the
“Conveyor motor speed” group.
(9) Transferring PWB
Set the transport speed to carry the PWB to the center buffer.
(10) Next Process
Set the speed for transporting a board on which components are placed to eject it to
the post process.
EPU Instruction Manual Chapter 4 Creating a Production Program
4-34
Each menu item displayed in the “Option” group is explained below.
(11) Not Used/Used
Select whether to use the function for supporting a board having a notch with the
WAIT sensor or not.
♦ Not Used: Select this radio button if you do not use the function for supporting a
board having a notch with the WAIT sensor.
The system operates according to the settings made with the main
unit.
♦ Used: Select this radio button if you are to use the function for supporting a
board having a notch with the WAIT sensor.
(12) Hold Wait/IOINT Sensor active until PWB moves out
When you check this check box, the function for supporting a board having a notch
with the WAIT sensor is enabled.
When you deselect this check box, the function above is disabled.
EPU Instruction Manual Chapter 4 Creating a Production Program
4-35
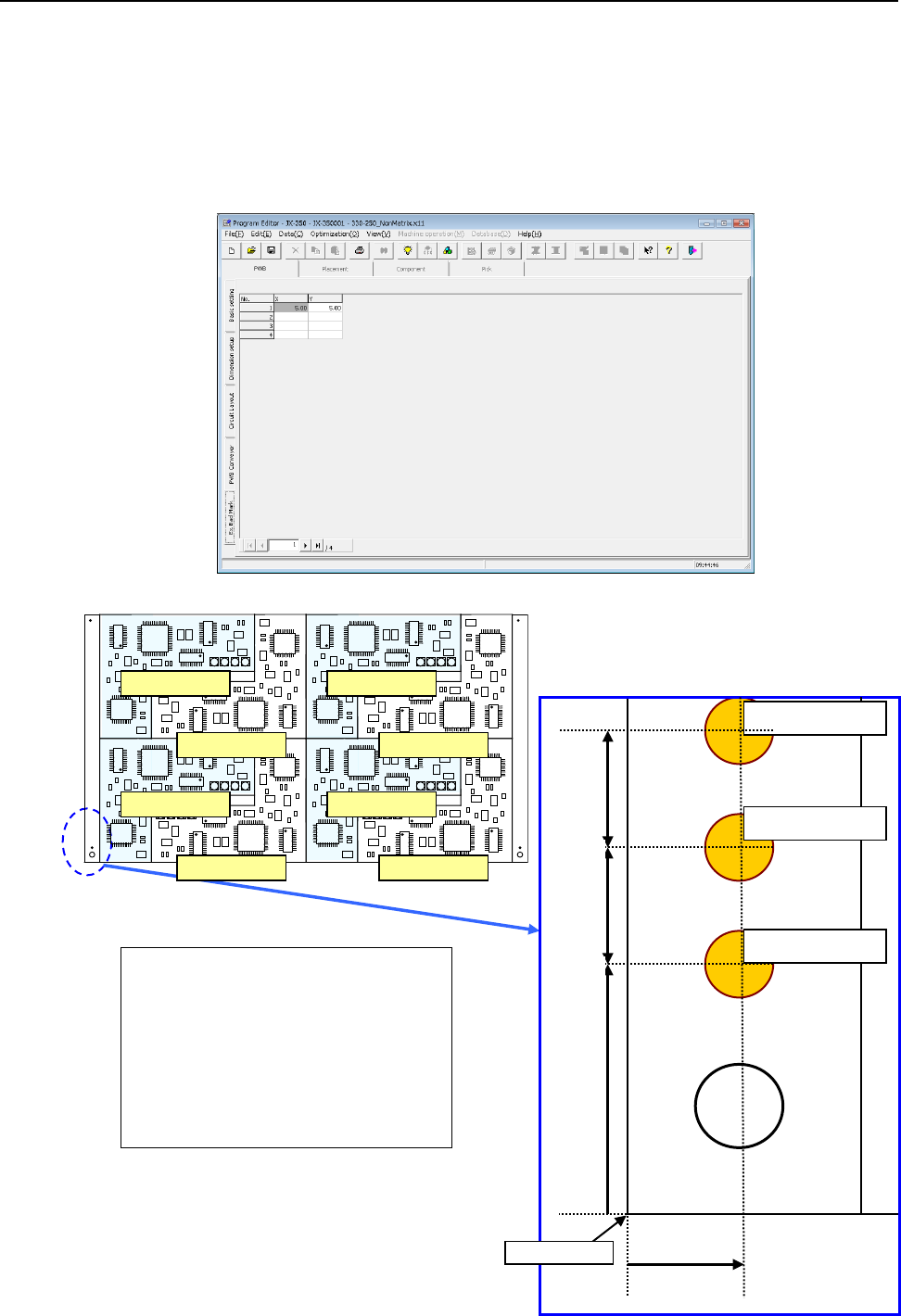
4.1.2.5 “Ex. Bad Mark” screen
For the extended bad mark, enter the "bad mark" position for each circuit from the "PWB
reference position."
Use this mark when the head moving distance for recognition is shortened or a mark
cannot be created in the circuit.
When you use an extended bad mark, enter the coordinates of a bad mark on each circuit.
When you select the “Ex. Bad Mark” tab displayed on the lower left of each “PWB” data
screen, the following screen appears.
Circuit No.1 X=5 Y=10
Circuit No.2 X=5 Y=17
Circuit No.3 X=5 Y=24
Circuit No.4 X=5 Y=31
Circuit No.5 X=5 Y=38
Circuit No.6 X=5 Y=45
Circuit No.7 X=5 Y=52
Circuit No.8 X=5 Y=59
For circuit No.1
For circuit No.2
For circuit No.3
5mm
10mm
7mm
7mm
PWB origin
Circuit No.1
Circuit No.3
Circuit No.4
Circuit No.2
Circuit No.5
Circuit No.6
Circuit No.7
Circuit No.8