JX-350_EPU使用说明书.pdf - 第152页
EPU Instruction M anual C hapter 4 Creating a Production Progr am 4- 104 (5) Feeder Option Set the calculating met hod for the f eeder type to be used f or optimization and f eeder layout. 1) Feeder t ype setting (E 8 mm…
EPU Instruction Manual Chapter 4 Creating a Production Program
4-103
<Priority of layers>
The relation between layers is shown in the table below.
Priority Layer type
1 Placement layer
2 Component layer
3 Component type/height layer
The system skips a component to continue the current PWB production if it cannot
place it on a board due to a component run-out error during PWB production when you
do not select the option “Stop system on components run out” on the “Production
(Pause)” tab of the “Operation option” menu. The system places the skipped
component finally after the production resumes by your replenishing the feeder that
caused a component run-out error. At this point, the production conditions based on
the component height may not be satisfied. Therefore, we recommend that you select
the option “Stop system on component run out” on the Operation option menu when
you select “Consider the component types and heights.”
2) Order placement from smallest to largest nozzle size:
When this item is checked off, components of the small-diameter nozzle are first
placed at optimization.
3) Same tray centralized layout specification
Regarding the same type tray components to be supplied to the MTS, specify
whether to arrange trays collectively or arrange them giving priority to the feed
speed.
• Same tray concentrated layout: Trays are arranged for each sane
component type.
• Feed speed priority layout: Trays are arranged by giving priority to
the feed speed.
Comp Type A
A
A
Comp Type B
B
B
Comp Type C
C
C
Comp Type A
Comp Type B
Comp Type C
A
B
C
A
B
C
When “Group trays with same
component type together” is selected
When “Arrange trays to optimize
supply time” is selected
EPU Instruction Manual Chapter 4 Creating a Production Program
4-104
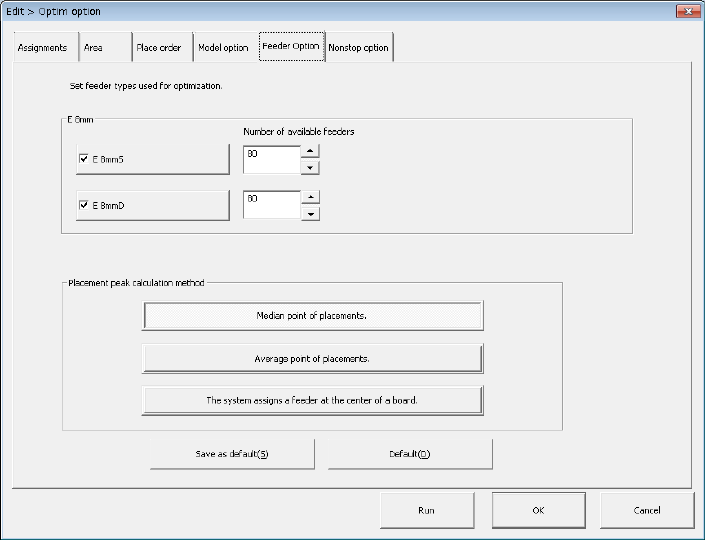
(5) Feeder Option
Set the calculating method for the feeder type to be used for optimization and feeder
layout.
1) Feeder type setting (E 8 mm)
For an electric feeder that has two or more feeder types for the same tape width,
set a “feeder type used for optimization.” When you select two or more feeder
types, the system uses the optimal feeder among the selected feeder types to
generate Pick data.
a) E 8mmS: Sets the upper limit of the number of 8-mm electric single tape
feeders.
b) E 8mmD: Sets the upper limit of the number of 8-mm electric double tape
feeders.
When two types of tape feeders, single and double, are used, the system sets the
number of 8-mm electric single tape feeders and that of 8-mm electric double
tape feeders to be assigned with the Optimization utility within the range you set
manually on the screen for setting the number of components. You can set a
value from 1 to 80 in both of the “Number of available feeders” edit boxes.
If the number you set manually on the screen for setting the number of
components exceeds the total of the number set in the “Number of available
feeders” for the “E 8mmS” and that for the “E 8mmD” when you press the <Run>
button, the Optimization utility cannot be executed.
EPU Instruction Manual Chapter 4 Creating a Production Program
4-105
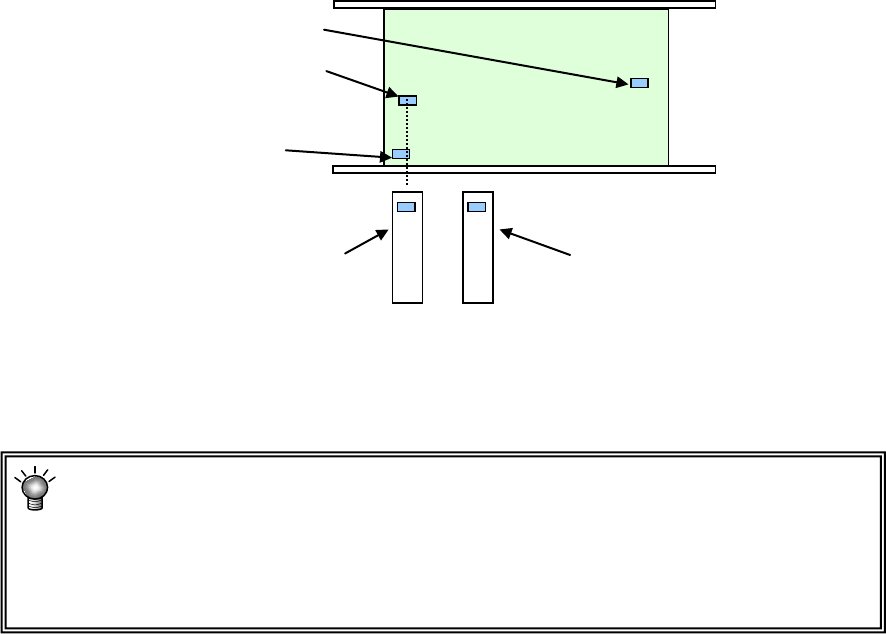
2) Calculating method for placement peak point
Specify the calculating method for the starting point of feeder layout.
a) Arrange a feeder in the mid-point of placement points
Arrange a feeder in a position close to the placement point that is a mid-point
counted from the smallest coordinate value when each placement point is
arranged in the order starting from the smallest coordinate value.
b) Arrange a feeder in the mean point of placement points.
Arrange a feeder in the position closest to the mean coordinate value of all the
placement points.
c) Arrange a feeder in the center point of the PWB.
Arrange a feeder in the position corresponding to the center coordinates of the
PWB.
• When there are many components and placement points are made uniform
over the PWB, both cases leads to the same result.
• Generally, when a part of placement points is separated among all the
placement points, "Mid-point" is advantageous. Otherwise, "Mean point" tends
to be advantageous.
(6) Non-stop option
* JX-350 is not applicable to the non-stop option.
The 2nd closest placement point
(Mid-point in this case)
The 3rd closest placement point
The first closest placement point
Feeder layout when "Feeder
layout in the mid-point" is
selected. (Layout on the base
of the mid-point)
Feeder layout when "Feeder layout in
the mean point" is selected
(Located on the basis of the mean
coordinates among placement points)