IPC-TM-650 EN 2022 试验方法--.pdf - 第301页
Note: Note: Figure 4 Bow Meas ure ment T ouching Datum Surface HIGHEST POINT measured as R or R L W T ouching Datum Surface IPC-TM-650 Page 3 of 5 Number 2.4.22 Subject Bow and Twist (Percentage) Date 6/99 Revision C I P…
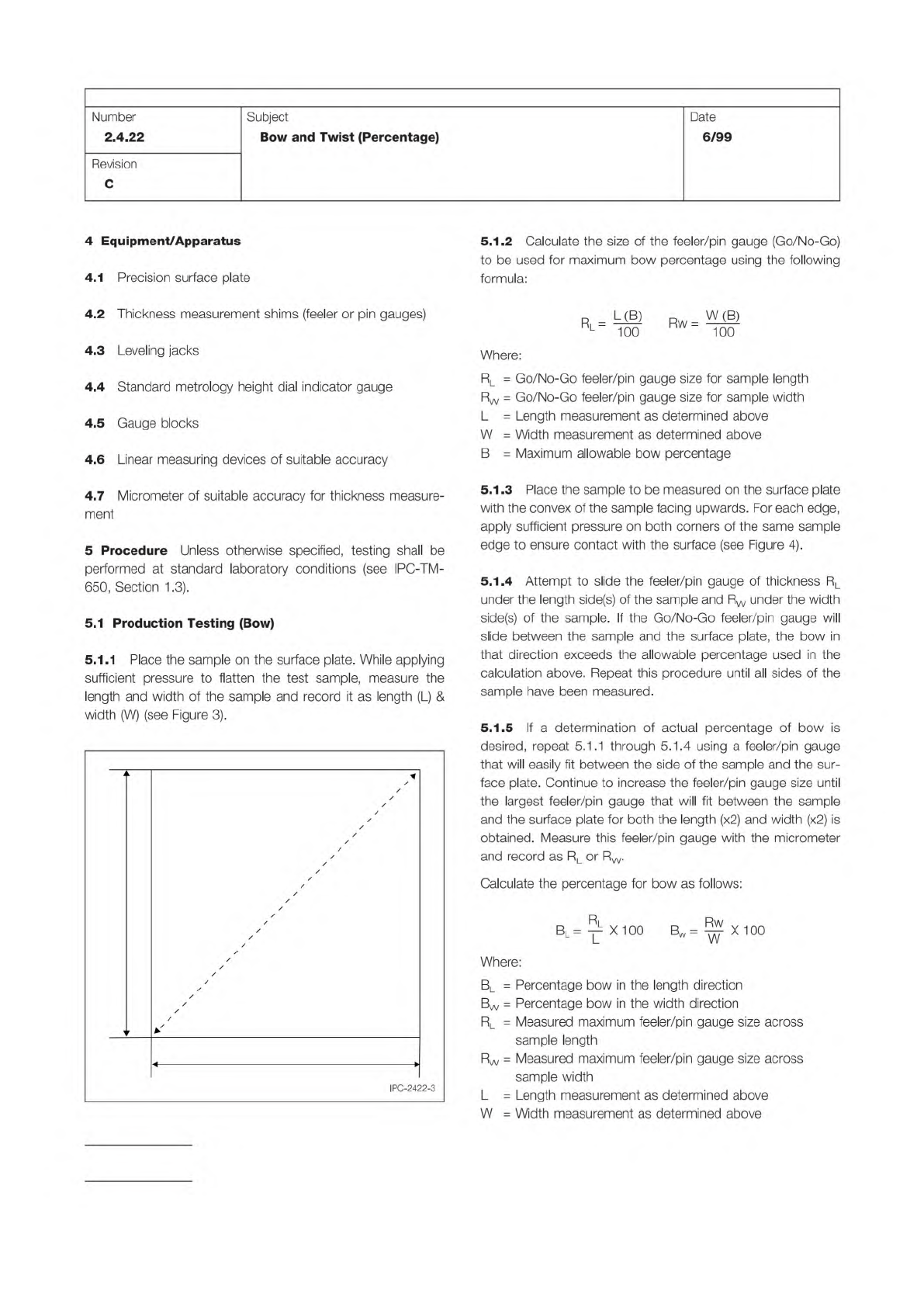
Figure 3 External Measurements
L
D
W
IPC-TM-650
Page 2 of 5
Number
2.4.22
Subject
Bow
and
Twist
(Percentage)
Date
6/99
Revision
C
4
Equipment/Apparatus
4.1
Precision
surface
plate
4.2
Thickness
measurement
shims
(feeler
or
pin
gauges)
4.3
Leveling
jacks
4.4
Standard
metrology
height
dial
indicator
gauge
4.5
Gauge
blocks
4.6
Linear
measuring
devices
of
suitable
accuracy
4.7
Micrometer
of
suitable
accuracy
for
thickness
measure¬
ment
5
Procedure
Unless
otherwise
specified,
testing
shall
be
performed
at
standard
laboratory
conditions
(see
IPC-TM-
650,
Section
1.3).
5.1
Production
Testing
(Bow)
5.1.1
Place
the
sample
on
the
surface
plate.
While
applying
sufficient
pressure
to
flatten
the
test
sample,
measure
the
length
and
width
of
the
sample
and
record
it
as
length
(L)
&
width
(W)
(see
Figure
3).
z
/
/
z
/
/
z
/
/
/
z
/
z
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
23
Q
L
IPC-242
5.1.2
Calculate
the
size
of
the
feeler/pin
gauge
(Go/No-Go)
to
be
used
for
maximum
bow
percentage
using
the
following
formula:
Rl
=
L(B)
100
Rw
=
W(B)
100
Where:
RL
二
Go/No-Go
feeler/pin
gauge
size
for
sample
length
Rw
二
Go/No-Go
feeler/pin
gauge
size
for
sample
width
L
=
Length
measurement
as
determined
above
W
二
Width
measurement
as
determined
above
B
=
Maximum
allowable
bow
percentage
5.1
.3
Place
the
sample
to
be
measured
on
the
surface
plate
with
the
convex
of
the
sample
facing
upwards.
For
each
edge,
apply
sufficient
pressure
on
both
corners
of
the
same
sample
edge
to
ensure
contact
with
the
surface
(see
Figure
4).
5.1.4
Attempt
to
slide
the
feeler/pin
gauge
of
thickness
RL
under
the
length
side(s)
of
the
sample
and
Rw
under
the
width
side(s)
of
the
sample.
If
the
Go/No-Go
feeler/pin
gauge
will
slide
between
the
sample
and
the
surface
plate,
the
bow
in
that
direction
exceeds
the
allowable
percentage
used
in
the
calculation
above.
Repeat
this
procedure
until
all
sides
of
the
sample
have
been
measured.
5.1.5
If
a
determination
of
actual
percentage
of
bow
is
desired,
repeat
5.1
.1
through
5.1.4
using
a
feeler/pin
gauge
that
will
easily
fit
between
the
side
of
the
sample
and
the
sur¬
face
plate.
Continue
to
increase
the
feeler/pin
gauge
size
until
the
largest
feeler/pin
gauge
that
will
fit
between
the
sample
and
the
surface
plate
for
both
the
length
(x2)
and
width
(x2)
is
obtained.
Measure
this
feeler/pin
gauge
with
the
micrometer
and
record
as
RL
or
Rw.
Calculate
the
percentage
for
bow
as
follows:
Rl
Bl=
j
X100
Bw=
X100
Where:
BL
二
Percentage
bow
in
the
length
direction
Bw
二
Percentage
bow
in
the
width
direction
Rl
=
Measured
maximum
feeler/pin
gauge
size
across
sample
length
Rw
=
Measured
maximum
feeler/pin
gauge
size
across
sample
width
L
=
Length
measurement
as
determined
above
W
二
Width
measurement
as
determined
above
Note:
Note:
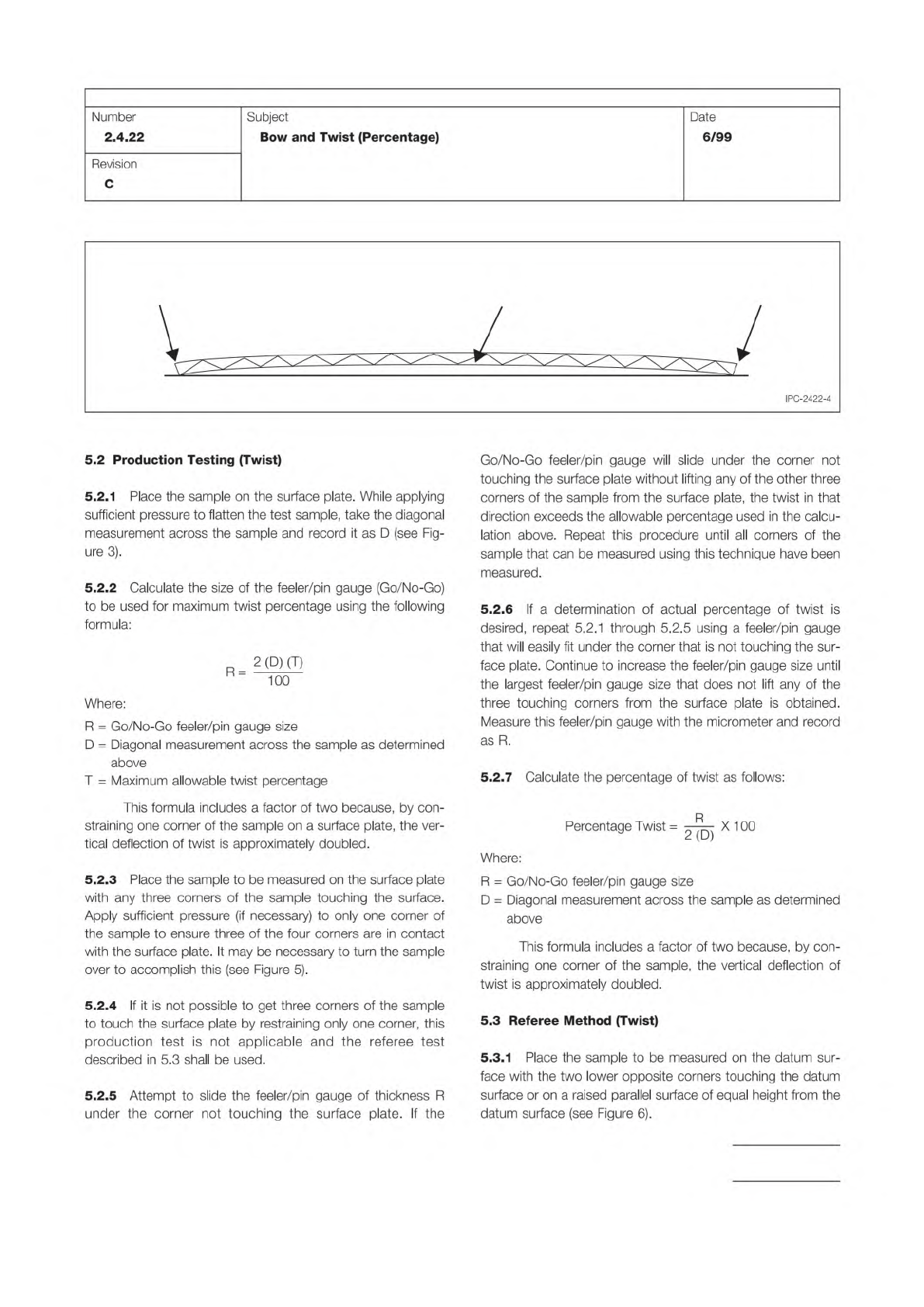
Figure 4 Bow Measurement
Touching Datum
Surface
HIGHEST POINT
measured as R or R
L
W
Touching Datum
Surface
IPC-TM-650
Page 3 of 5
Number
2.4.22
Subject
Bow
and
Twist
(Percentage)
Date
6/99
Revision
C
I
PC-2422-4
5.2
Production
Testing
(Twist)
5.2.1
Place
the
sample
on
the
surface
plate.
While
applying
sufficient
pressure
to
flatten
the
test
sample,
take
the
diagonal
measurement
across
the
sample
and
record
it
as
D
(see
Fig¬
ure
3).
5.2.2
Calculate
the
size
of
the
feeler/pin
gauge
(Go/No-Go)
to
be
used
for
maximum
twist
percentage
using
the
following
formula:
口
2
(D)
(T)
仁
100
Where:
R
二
Go/No-Go
feeler/pin
gauge
size
D
=
Diagonal
measurement
across
the
sample
as
determined
above
T
=
Maximum
allowable
twist
percentage
This
formula
includes
a
factor
of
two
because,
by
con¬
straining
one
corner
of
the
sample
on
a
surface
plate,
the
ver¬
tical
deflection
of
twist
is
approximately
doubled.
5.2.3
Place
the
sample
to
be
measured
on
the
surface
plate
with
any
three
corners
of
the
sample
touching
the
surface.
Apply
sufficient
pressure
(if
necessary)
to
only
one
corner
of
the
sample
to
ensure
three
of
the
four
corners
are
in
contact
with
the
surface
plate.
It
may
be
necessary
to
turn
the
sample
over
to
accomplish
this
(see
Figure
5).
5.2.4
If
it
is
not
possible
to
get
three
corners
of
the
sample
to
touch
the
surface
plate
by
restraining
only
one
corner,
this
production
test
is
not
applicable
and
the
referee
test
described
in
5.3
shall
be
used.
5.2.5
Attempt
to
slide
the
feeler/pin
gauge
of
thickness
R
under
the
corner
not
touching
the
surface
plate.
If
the
Go/No-Go
feeler/pin
gauge
will
slide
under
the
corner
not
touching
the
surface
plate
without
lifting
any
of
the
other
three
corners
of
the
sample
from
the
surface
plate,
the
twist
in
that
direction
exceeds
the
allowable
percentage
used
in
the
calcu¬
lation
above.
Repeat
this
procedure
until
all
corners
of
the
sample
that
can
be
measured
using
this
technique
have
been
measured.
5.2.6
If
a
determination
of
actual
percentage
of
twist
is
desired,
repeat
5.2.1
through
5.2.5
using
a
feeler/pin
gauge
that
will
easily
fit
under
the
corner
that
is
not
touching
the
sur¬
face
plate.
Continue
to
increase
the
feeler/pin
gauge
size
until
the
largest
feeler/pin
gauge
size
that
does
not
lift
any
of
the
three
touching
corners
from
the
surface
plate
is
obtained.
Measure
this
feeler/pin
gauge
with
the
micrometer
and
record
as
R.
5.2.7
Calculate
the
percentage
of
twist
as
follows:
D
Percentage
Twist
=
玉
折
X
1
00
Where:
R
二
Go/No-Go
feeler/pin
gauge
size
D
=
Diagonal
measurement
across
the
sample
as
determined
above
This
formula
includes
a
factor
of
two
because,
by
con¬
straining
one
corner
of
the
sample,
the
vertical
deflection
of
twist
is
approximately
doubled.
5.3
Referee
Method
(Twist)
5.3.1
Place
the
sample
to
be
measured
on
the
datum
sur¬
face
with
the
two
lower
opposite
corners
touching
the
datum
surface
or
on
a
raised
parallel
surface
of
equal
height
from
the
datum
surface
(see
Figure
6).
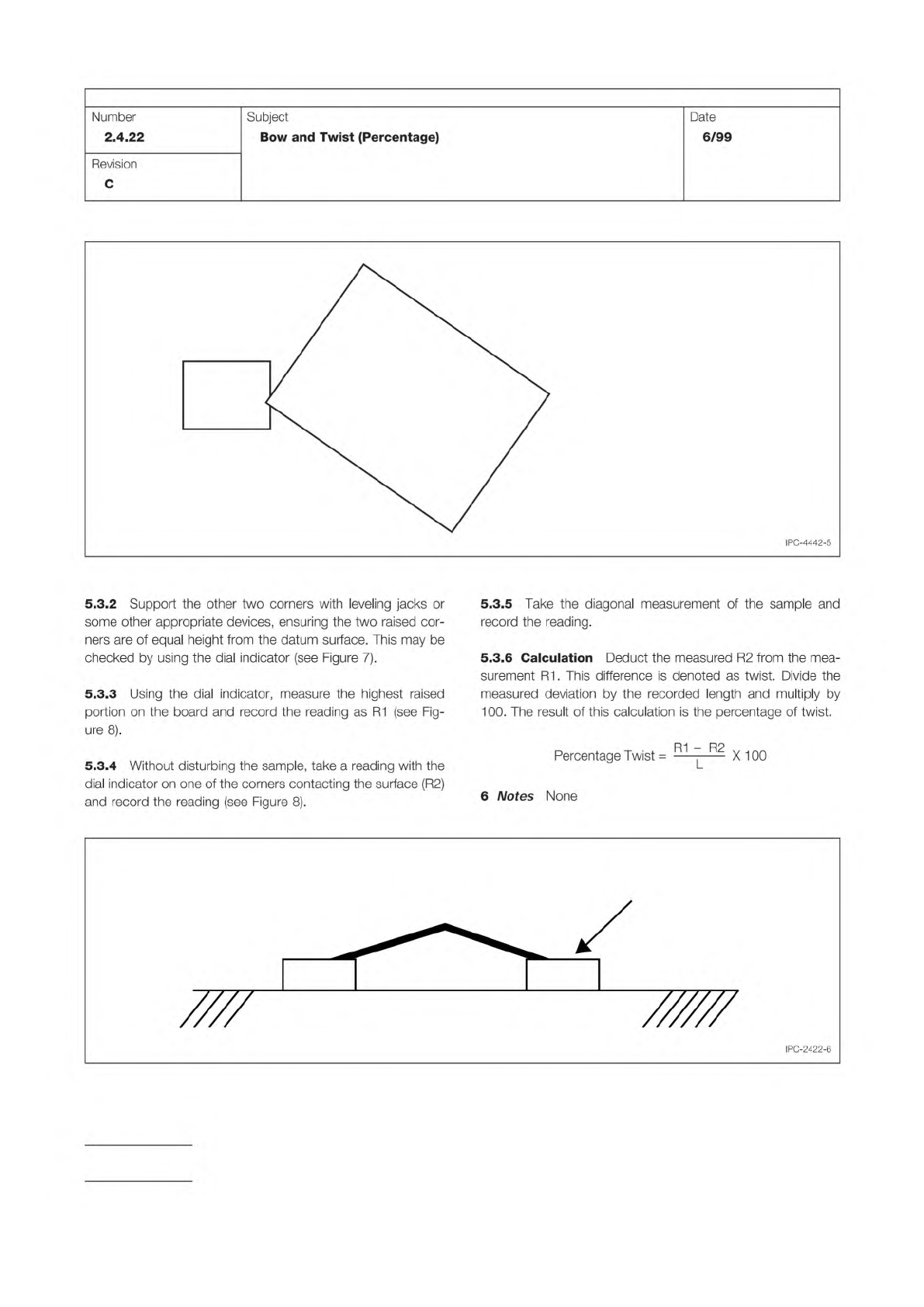
Figure 5 Measurement of Twist
R
A
C
D
B
R = Highest
Point of Board
Shim under raised
corner of A.
B, C, and D touching
Datum Surface. Only
one corner may be
physically restrained.
Figure 6 Sample Placement
R2 Lowest
Corners
R2 R2
R1
Raised Parallel
Surfaces
IPC-TM-650
Page 4 of 5
Number
2.4.22
Subject
Bow
and
Twist
(Percentage)
Date
6/99
Revision
C
I
PC-4442-5
5.3.2
Support
the
other
two
corners
with
leveling
jacks
or
some
other
appropriate
devices,
ensuring
the
two
raised
cor¬
ners
are
of
equal
height
from
the
datum
surface.
This
may
be
checked
by
using
the
dial
indicator
(see
Figure
7).
5.3.3
Using
the
dial
indicator,
measure
the
highest
raised
portion
on
the
board
and
record
the
reading
as
R1
(see
Fig¬
ure
8).
5.3.4
Without
disturbing
the
sample,
take
a
reading
with
the
dial
indicator
on
one
of
the
corners
contacting
the
surface
(R2)
and
record
the
reading
(see
Figure
8).
5.3.5
Take
the
diagonal
measurement
of
the
sample
and
record
the
reading.
5.3.6
Calculation
Deduct
the
measured
R2
from
the
mea¬
surement
R1.
This
difference
is
denoted
as
twist.
Divide
the
measured
deviation
by
the
recorded
length
and
multiply
by
100.
The
result
of
this
calculation
is
the
percentage
of
twist.
_
DO
Percentage
Twist
=
—
X
1
00
6
Notes
None
I
PC-2422-6