IPC-TM-650 EN 2022 试验方法--.pdf - 第697页
Note: IPC-TM-650 Page 2 of 2 Number 2.6.7.3 Revision Subject Thermal Shock - Solder Mask Date 07/00 5.2.4 Repeat the above cycle to 1 00 cycles without interrup¬ tion. 5.2.5 Remove the specimens and allow them to reach l…
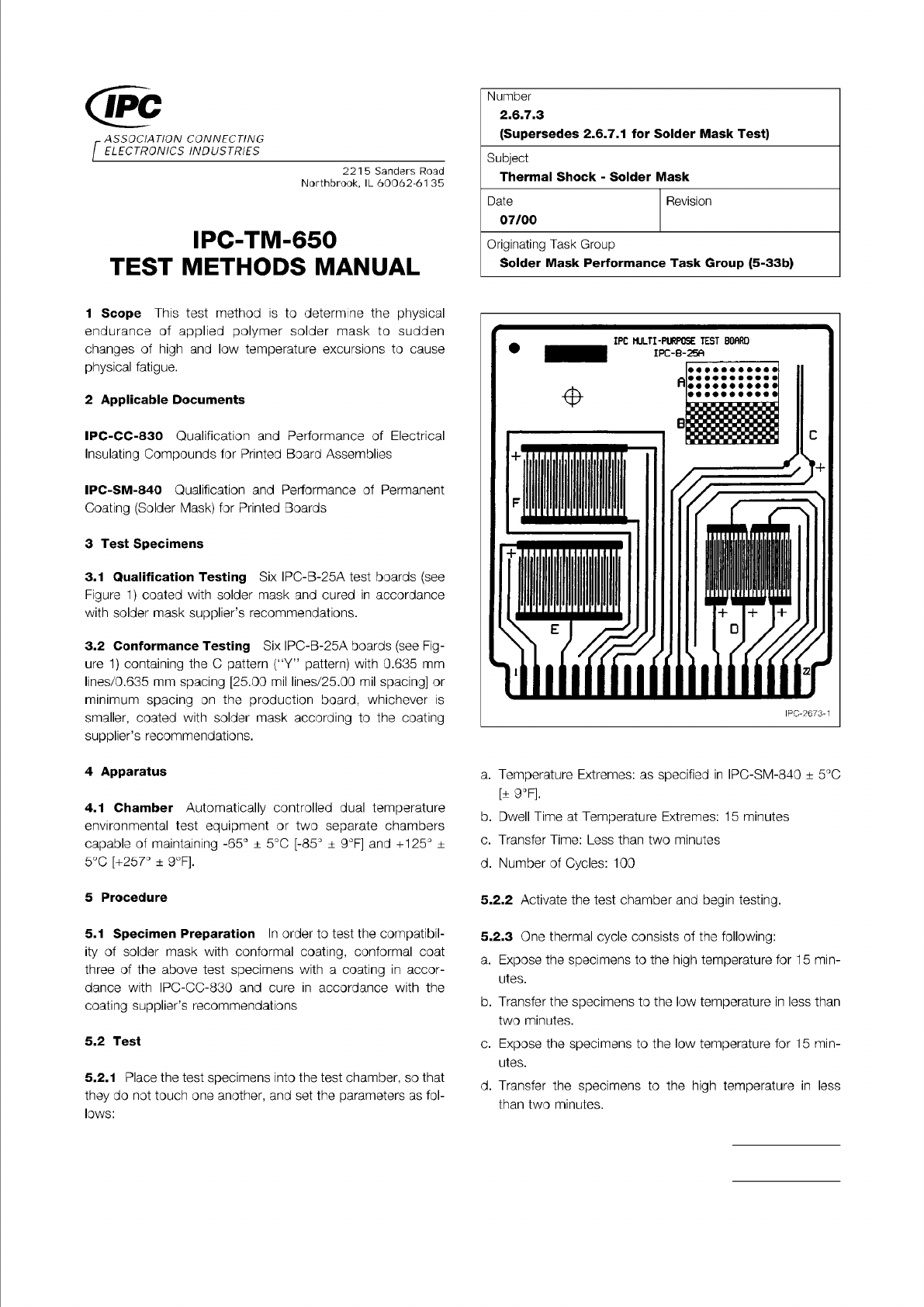
Figure 1 IPC-B-25A Test Board
Material in this Test Methods Manual was voluntarily established by Technical Committees of IPC. This material is advisory only
and its use or adaptation is entirely voluntary. IPC disclaims all liability of any kind as to the use, application, or adaptation of this
material. Users are also wholly responsible for protecting themselves against all claims or liabilities for patent infringement.
Equipment referenced is for the convenience of the user and does not imply endorsement by IPC.
Page 1 of 2
ASSOCIATION
CONNECTING
/
ELECTRONICS
INDUSTRIES
221
5
Sanders
Road
Northbrook,
IL
60062-61
35
IPC-TM-650
TEST
METHODS
MANUAL
1
Scope
This
test
method
is
to
determine
the
physical
endurance
of
applied
polymer
solder
mask
to
sudden
changes
of
high
and
low
temperature
excursions
to
cause
physical
fatigue.
2
Applicable
Documents
IPC-CC-830
Qualification
and
Performance
of
Electrical
Insulating
Compounds
for
Printed
Board
Assemblies
IPC-SM-840
Qualification
and
Performance
of
Permanent
Coating
(Solder
Mask)
for
Printed
Boards
3
Test
Specimens
3.1
Qualification
Testing
Six
IPC-B-25A
test
boards
(see
Figure
1)
coated
with
solder
mask
and
cured
in
accordance
with
solder
mask
supplier's
recommendations.
3.2
Conformance
Testing
Six
IPC-B-25A
boards
(see
Fig¬
ure
1)
containing
the
C
pattern
("Y”
pattern)
with
0.635
mm
lines/0.635
mm
spacing
[25.00
mil
lines/25.00
mil
spacing]
or
minimum
spacing
on
the
production
board,
whichever
is
smaller,
coated
with
solder
mask
according
to
the
coating
supplier's
recommendations.
4
Apparatus
4.1
Chamber
Automatically
controlled
dual
temperature
environmental
test
equipment
or
two
separate
chambers
capable
of
maintaining
-65°
±
5
℃
[-85°
+
9°F]
and
+125。
±
5
℃
[+257°
±
9°F].
5
Procedure
5.1
Specimen
Preparation
In
order
to
test
the
compatibil¬
ity
of
solder
mask
with
conformal
coating,
conformal
coat
three
of
the
above
test
specimens
with
a
coating
in
accor¬
dance
with
IPC-CC-830
and
cure
in
accordance
with
the
coating
supplier's
recommendations
5.2
Test
5.2.1
Place
the
test
specimens
into
the
test
chamber,
so
that
they
do
not
touch
one
another,
and
set
the
parameters
as
fol¬
lows:
Number
2.6.7.3
(Supersedes
2.6.7.
1
for
Solder
Mask
Test)
Subject
Thermal
Shock
-
Solder
Mask
Date
07/00
Revision
Originating
Task
Group
Solder
Mask
Performance
Task
Group
(5-33b)
a.
Temperature
Extremes:
as
specified
in
IPC-SM-840
±
5
℃
[±
9°F].
b.
Dwell
Time
at
Temperature
Extremes:
1
5
minutes
c.
Transfer
Time:
Less
than
two
minutes
d.
Number
of
Cycles:
100
5.2.2
Activate
the
test
chamber
and
begin
testing.
5.2.3
One
thermal
cycle
consists
of
the
following:
a.
Expose
the
specimens
to
the
high
temperature
for
15
min¬
utes.
b.
Transfer
the
specimens
to
the
low
temperature
in
less
than
two
minutes.
c.
Expose
the
specimens
to
the
low
temperature
for
15
min¬
utes.
d.
Transfer
the
specimens
to
the
high
temperature
in
less
than
two
minutes.

Note:
IPC-TM-650
Page 2 of 2
Number
2.6.7.3
Revision
Subject
Thermal
Shock
-
Solder
Mask
Date
07/00
5.2.4
Repeat
the
above
cycle
to
1
00
cycles
without
interrup¬
tion.
5.2.5
Remove
the
specimens
and
allow
them
to
reach
labo¬
ratory
conditions
as
specified
in
IPC-SM-840.
5.2.6
Evaluation
Examine
the
specimens,
on
both
sides,
for
all
visual
requirements
of
IPC-SM-840
using
10X
magnifi¬
cations
(Referee
of
30X
magnifications).
The
presence
of
cracks
in
solder
mask
is
not
a
suffi¬
cient
reason
for
rejection
unless
the
conformal
coating
has
also
cracked.
Report
findings
and
support
results
with
the
photographs,
if
appropriate.
J-STD-001
J-STD-004
IPC-2221
IPC-TM-650 Test Methods Manual
(a) Test Condition A (default)
(b) Test Condition B
(c) Test Condition C
Material in this Test Methods Manual was voluntarily established by Technical Committees of IPC. This material is advisory only
and its use or adaptation is entirely voluntary. IPC disclaims all liability of any kind as to the use, application, or adaptation of this
material. Users are also wholly responsible for protecting themselves against all claims or liabilities for patent infringement.
Equipment referenced is for the convenience of the user and does not imply endorsement by IPC.
Page 1 of 2
r
ASSOCIATION
CONNECTING
/
ELECTRONICS
INDUSTRIES
®
221
5
Sanders
Road
Northbrook,
IL
60062-6135
IPC-TM-650
TEST
METHODS
MANUAL
1
Scope
This
test
is
performed
for
the
purpose
of
determin¬
ing
whether
plated-through
holes
can
withstand
the
thermo¬
dynamic
effects
of
the
extreme
heat
to
which
they
may
be
exposed
during
the
assembly,
rework,
or
repair
process.
2
Applicable
Documents
Requirements
for
Soldered
Electrical
and
Elec¬
tronic
Assemblies
Requirements
for
Soldering
Fluxes
Generic
standard
on
Printed
Board
Design
2.1
.1
Microsectioning
2.1
.1
.2
Microsectioning
-
Semi
or
Automatic
Technique
Microsection
Equipment
(Alternate)
3
Test
Specimen
3.1
The
test
specimen
shall
be
a
printed
board,
a
portion
of
a
printed
board
or
a
test
coupon
as
described
in
IPC-2221
,
which
allows
for
microsection
evaluation
of
both
the
largest
component
holes
and
the
smallest
holes
on
the
board.
3.2
The
test
specimen
shall
be
removed
from
a
printed
board
or
test
coupon
as
specified
in
IPC-TM-650,
Method
2.1
.1
or
Method
2.
1.1.
2,
prior
to
precondition
bake.
4
Apparatus
or
Material
4.1
Drying
oven
capable
of
maintaining
a
uniform
tempera¬
ture
between
121ct
o
149
[250
°F
to
300
°F].
4.2
Solder
pot,
electrically
heated,
thermostatically
con¬
trolled,
of
sufficient
size,
containing
at
least
0.9
kg
of
Sn60Pb40
or
Sn
63Pb
37
solder
conforming
to
the
contami¬
nant
level
specified
in
J-STD-001
.
4.3
Thermocouple
indicator
or
other
devices
to
measure
the
solder
temperature
19
mm
土
6.4
mm
[0.748
in
±
0.252
in]
below
the
surface.
4.4
Desiccator
with
suitable
desiccant.
Number
2.6.8
Subject
Thermal
Stress,
Plated-Through
Holes
Date
Revision
05/04
E
Originating
Task
Group
Rigid
Printed
Board
Performance
Task
Group
(D-33a)
4.6
Stop
Watch
or
Timer.
4.7
Rosin
Flux,
type
ROL1
per
J
-STD-004,
or
flux
agreed
upon
between
customer
and
vender.
4.8
Tongs.
4.9
Suitable
solvent
for
flux
removal
following
the
thermal
stress
such
as
isopropyl
alcohol.
5
Procedure
5.1
The
test
specimen
shall
be
conditioned
by
drying
in
an
oven
for
an
appropriate
period
at
121
to
149
[250
°F
to
300
°F]
to
remove
the
moisture
in
the
specimen.
For
referee
purposes,
a
dry
for
a
minimum
of
six
hours
at
121
to
149
[250
°F
to
300
°F]
shall
be
used.
Thicker
or
more
com¬
plex
specimens
may
require
longer
baking
times.
5.2
Place
the
test
specimen
in
a
desiccator
on
a
ceramic
plate
to
cool
to
room
temperature.
5.3
Remove
the
test
specimen
from
the
desiccator
using
tongs.
Flux
coat
the
surface
and
plated-through
holes
to
insure
solder
filling.
5.4
Verify
that
the
temperature
of
the
solder
(at
a
probe
depth
of
19
mm
±
6.4
mm
[0.748
in
±
0.252
in]
from
the
sur¬
face
of
the
solder)
is
maintained
at
one
of
the
following
speci¬
fied
test
conditions
(see
6.1):
288
±
5
[550
°F
±9
°F]
260
±
5
[500
°
±
9°F]
232
±
5
[450
°F
±
9
°F]
5.5
Remove
the
dross
from
the
solder
pot
surface
and
lay
the
test
specimen
on
the
solder
for
10
seconds
+1
,
-0
sec¬
onds
(see
6.2).
5.6
Using
tongs,
carefully
remove
the
test
specimen
from
the
solder
and
place
it
on
a
piece
of
insulator
to
cool
to
room
temperature
(see
6.3).
4.5
Microscope
(100X
to
200X
magnification).
5.7
Evaluation