IPC-TM-650 EN 2022 试验方法--.pdf - 第764页
6 . 4 O p t i o n a l T e s t i n g I n s t a n c e s o f o p t i o n a l t e s t i n g throughout thi s tes t met hod represent tests that have not been validated in accordance with IPC-MDP-650. 6.5 Val idation Testing …
• Sample ID
• Temperature Coefficient of Resistance for each test tem-
perature and ‘‘cell’’
• Cycles to fail
• Applicable failure criteria
• Failure point (temperature at fail, hot or cold side of cycle)
• Failure isolation and analysis, if applicable
• Disposition of Test Results
6 Notes
6.1 Assembly Preconditioning – Optional
The elevated
temperatures of the lead free assembly process impacts the
performance of the plated barrels and internal connections.
Assembly preconditioning is recommended before the DC
current induced thermal cycling. When an individual coupon
delta reaches the rejection resistance, stress cycle testing is
stopped for the coupon.
6.1.1 Method A
The available equipment ranges and typi-
cal assembly preconditions are provided in Table 6-1. Attach
the power cable at the same location as the Method A stress
test.
6.1.2 Method B
The Method stress test temperatures are
based on the assembly process temperatures (see Table 5-2).
6.1.3 Convection Reflow Assembly Simulation (Method
C)
The assembly temperatures are based on IPC-TM-650,
Method 2.6.27.
6.2 Microsection Evaluation – Optional
If detailed failure
analysis is desired to determine the exact location of separa-
tions and/or cracks, select an appropriate number of coupons
for failure analysis. Locate the failure location and microsec-
tion to determine the most likely cause of the failure. Micro-
section of failed coupons be performed in accordance
with IPC-TM-650, Method 2.1.1.
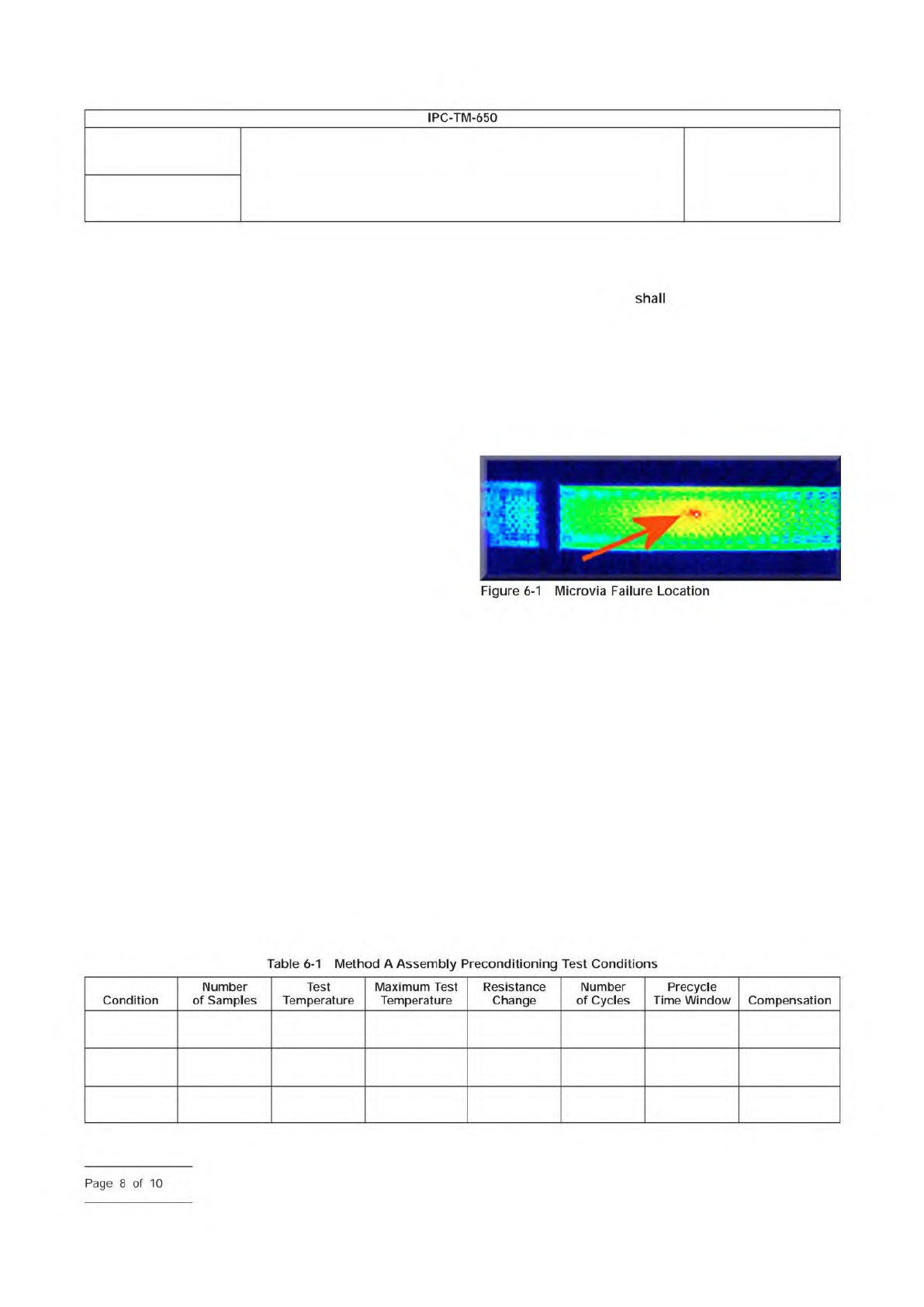
6.2.1 Locate Failure by Thermal Camera
Locate the fail-
ure by applying a small current to the failing circuit and
observe the thermal camera output (see Figure 6-1). The loca-
tion with the ’hottest’ thermal signature is selected for failure
analysis.
6.2.2 Locate Failure by Hot Plate
Locate the failure using
a hot plate set at 220 - 250 °C. The hot plate should be cov-
ered with Kapton tape or a similar electrical insulator to insu-
late the coupon from the hot plate surface. Place the coupon
on the hot plate and monitor the resistance change using a
4-wire multimeter. The location with the highest resistance or
open is selected for failure analysis.
6.2.3 Locate Failure by Resistance
Locate the failure
using a 4-wire multimeter. Electrical isolate the circuits, PTHs,
or conductors by cutting conductors. The location with a high
resistance or open is selected for failure analysis.
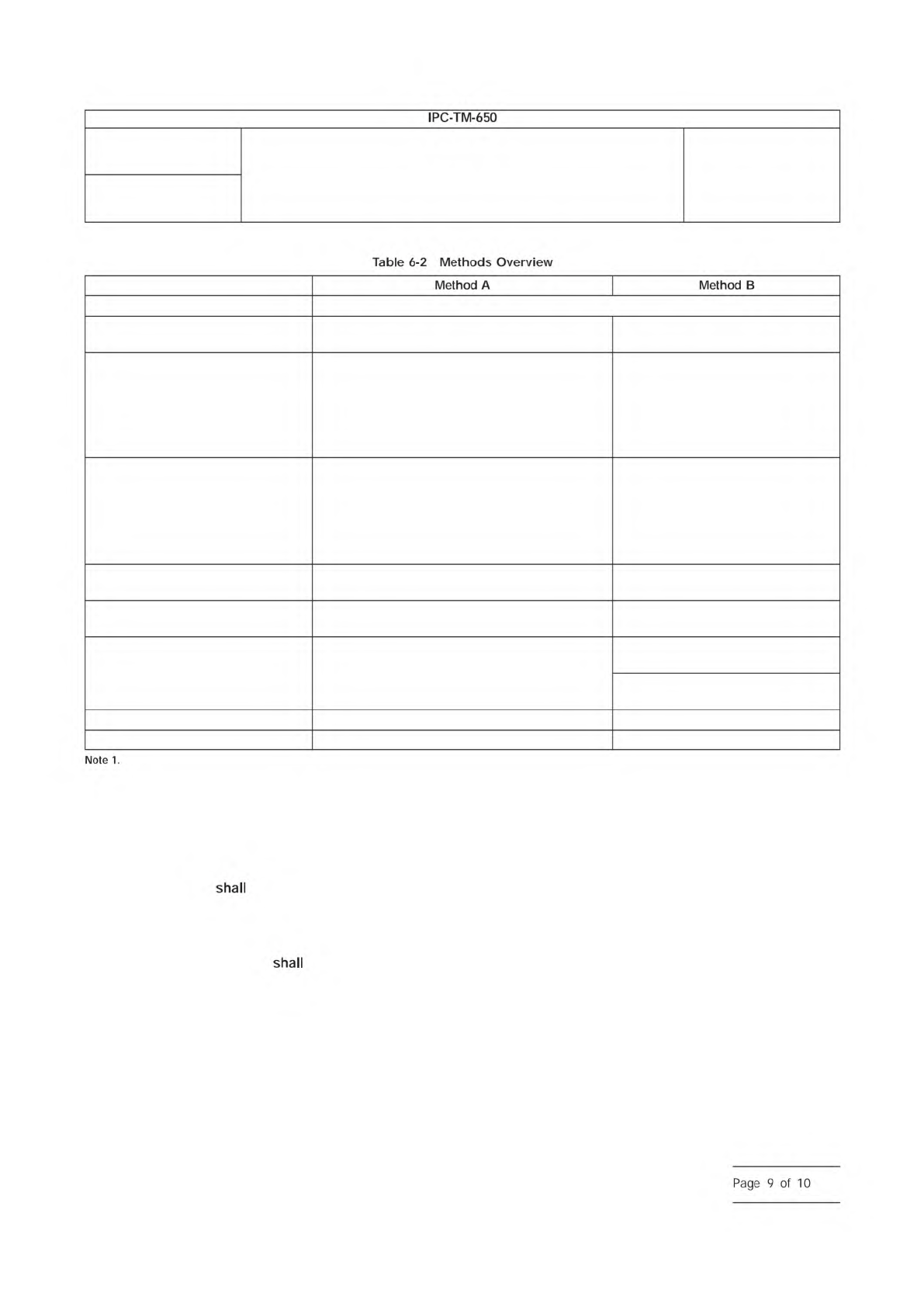
6.3 Methods Overview
Table 6-2 provides an overview of
the two methods described in this test method to measure
the change of resistance of plated barrels and/or internal con-
nections as they are subjected to thermal cycling.
Tin/Lead
Reflow
6
230°C
[446°F]
240°C
[464°F]
10% 6 5 seconds None
Lead Free
Reflow A
6
245°C
[473°F]
255°C
[491°F]
10% 6 5 seconds None
Lead Free
Reflow B
6
260°C
[500°F]
270°C
[518°F]
10% 6 5 seconds None
Number
2.6.26
Subject
DC Current Induced Thermal Cycling Test
Date
5/14
Revision
A
IPC-TM-650
shall
Figure
6-1
Microvia
Failure
Location
Table
6-1
Method
A
Assembly
Preconditioning
Test
Conditions
Condition
Number
of
Samples
Test
Temperature
Maximum
Test
Temperature
Resistance
Change
Number
of
Cycles
Precycle
Time
Window
Compensation
Page
8
of
10
6.4 Optional Testing
Instances of optional testing
throughout this test method represent tests that have not
been validated in accordance with IPC-MDP-650.
6.5 Validation Testing
Validation of test machines refer-
enced in 4.1 and 4.2
test the following key aspects of
the test method. The TCR is used to associate resistance val-
ues to the test temperature, and the designated test
temperature/resistance at the beginning of the thermal cycling
test. These validation activities
be done at 2 or more
independent test sites that use the test machine. The testing
is assessing that there is no statistical difference between
independent test machines at a 95% confidence limit on a
minimum of 16 test coupons.
6.5.1 Method A
6.5.1.1 Temperature Coefficient of Resistance (TCR)
Validation
1. Verify the equipment is calibrated and ready for use.
2. Load coupons into all the test heads on the test machine
3. Record the resistance of the each coupon at 150 °C on the
Sense net.
4. Remove the coupons from the test equipment and attach
wires to the (4) header pins on the Sense net.
5. Attach thermocouple wires to the laminate surface of each
coupon.
6. Place coupons in an oven set at 150 °C.
DC Current Applied To Plated Structure, Conductor, Land and Internal Connections
Temperature Coefficient
of Resistance (TCR)
Estimated Measured
Assembly Preconditioning
1
3 minute to temperature
230 °C for tin-lead
245 °C for low temperature lead-free
260 °C for high temperature lead-free
Or alternate assembly preconditioning method,
such as per IPC-TM-650, Method 2.6.27
3 or 5 °C per second to temperature
220 °C for eutectic tin-lead assembly
245 or 260 °C for lead-free assembly
Test Temperature
150 °C for standard FR4
170 °C for standard polyimide
190 °C for microvias on standard FR4
210 °C for microvias on Polyimide
230 °C for Survivability tin-lead
245 or 260 °C for Survivability lead-free
220 °C for eutectic tin/lead assembly
245 °C for lead-free assembly
Heating Rate or Time
3 minutes maximum
Variable based on application
3 or 5 °C per second
Dwell time at
maximum temperature
1 second
Variable based on application
40 seconds
Failure Threshold
10% increase in resistance over
resistance at test temperature
For each cycle, 5% change in
resistance for R
High
or R
Low
10% increase in resistance over
resistance at ambient temperature
Cooling Method Forced ambient air Forced ambient air
Resistance Monitored Continuous Continuous
When testing at reflow temperature, assembly preconditioning and test temperature may be combined.
Number
2.6.26
Subject
DC Current Induced Thermal Cycling Test
Date
5/14
Revision
A
IPC-TM-650
—
Table
6-2
Methods
Overview
Note
1.
Method
A
Method
B
—
Page
9
of
10
7. When the thermocouple/ thermometer measures 150 °C,
record the resistance of the Sense net with a 4-wire cable
and a bench top multi-meter.
8. For validation, compare the resistance readings of the
manual measurements in the oven and the test machine
for each coupon.
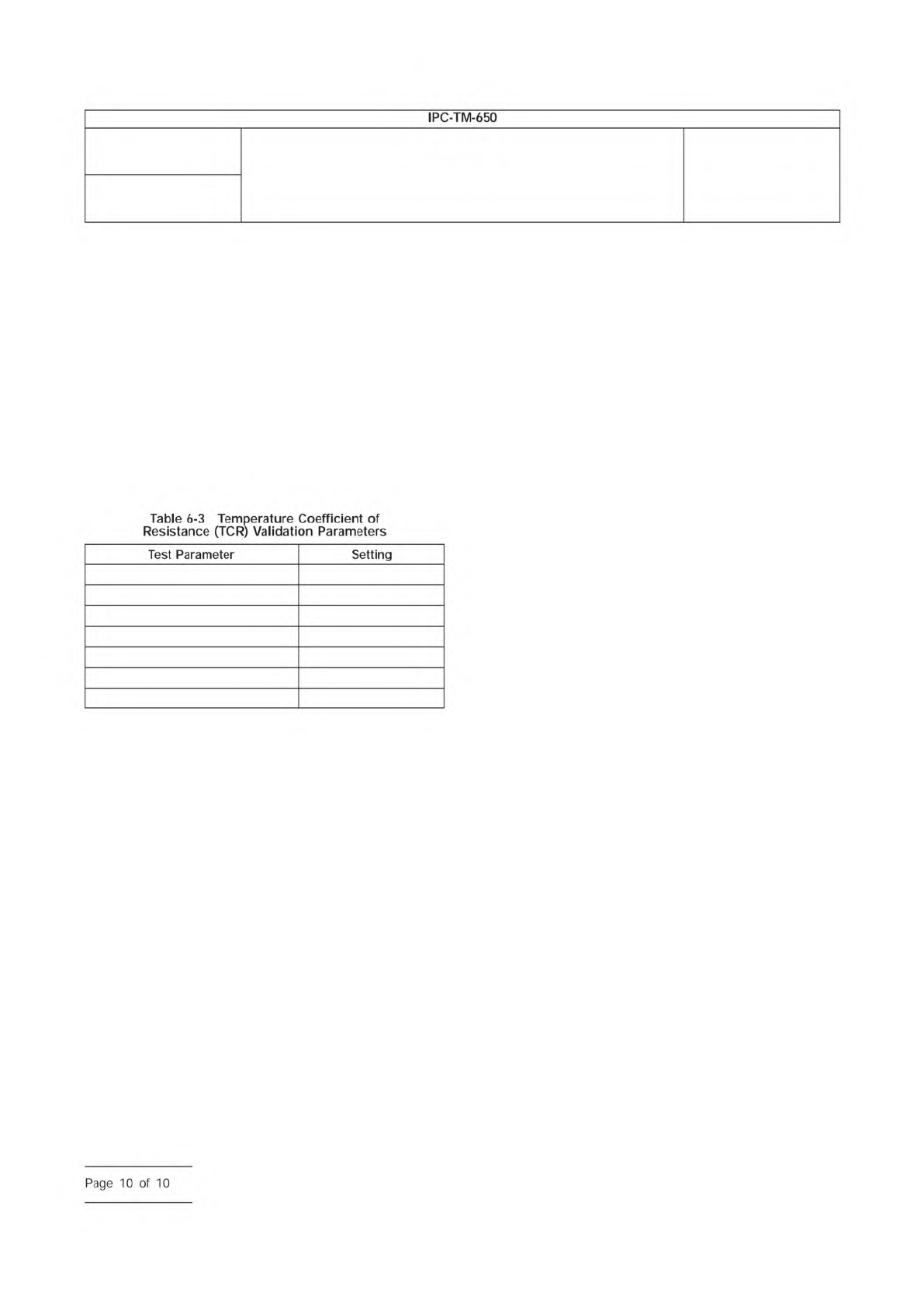
6.5.1.2 Test Temperature/Resistance Validation
1. Verify the equipment is calibrated and ready for use.
2. Load coupons into all test heads on the test machine.
3. Enter the test parameters shown in Table 6-3 (or equiva-
lent) into the test machine.
4. For Cycle 2, measure the resistance at 150 °C and at room
temperature on the test machine.
5. For validation, compare the resistance measurement at
150 °C between test machines and at room temperature
between test machines.
6.5.2 Method B
6.5.2.1 Temperature Coefficient of Resistance (TCR)
Validation
1. Label coupons and record 4-wire resistance with bench
top multi-meter.
2. Measure the temperature and resistance at the following
equilibrium temperatures: 23, 75, 125, 150, 175, 200, and
220 °C. Calculate TCR for test temperature 23-220 °C.
3. For validation, compare the measured TCR values
between test machines.
6.5.2.2 Test Temperature/Resistance Validation
1. Run 3 cycles for test temperature 23-220 °C using the
mean TCR measured in 6.5.2.1.
2. For Cycle 3, record the calculated temperature T(calc,
high) at end of high temperature dwell.
3. For validation, compare the T(calc, high) value between
test machines.
Maximum # Cycles 5
Data Recorded 1
Test Temperature 150 °C
% Rejection Sense Circuit 10%
% Rejection Power Circuit 10%
Precycle Time 5
Compensation Calculated
Number
2.6.26
Subject
DC Current Induced Thermal Cycling Test
Date
5/14
Revision
A
IPC-TM-650
Table
6-3
Temperature
Coefficient
of
Resistance
(TCR)
Validation
Parameters
Test
Parameter
Setting
Page
10
of
10