IPC-TM-650 EN 2022 试验方法--.pdf - 第346页
The Institute for Int erconnecting and Packaging E lectronic Circuits 2215 S anders Road • Northbrook, IL 60062-6135 Material in this T est M ethods Manual was voluntarily establis hed by T echni cal Committees of the IP…
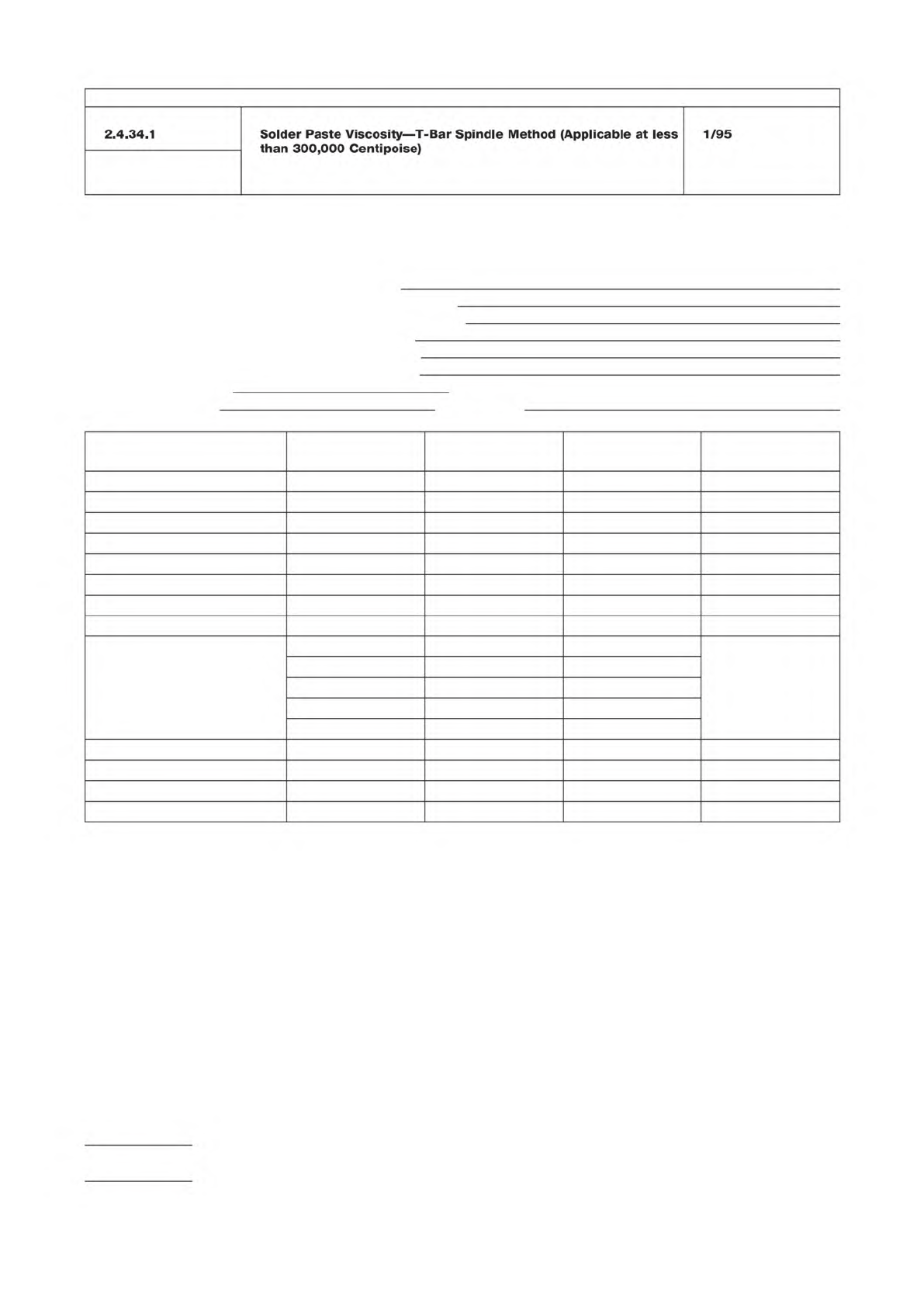
Table 1 Test Report on Solder Paste
Enter appropriate information in top portion of report and complete report by entering the test results or checkmarks in the appropriate spaces.
Inspection Purpose: QPL I.D. Number:
__ Qualification Manufacturer’s Identification:
__ Quality Conformance A Manufacturer’s Batch Number:
__ Quality Conformance B Date of Manufacture:
__ Shelf-Life Extension Original Use-By Date:
__ Performance Revised Use-By Date:
Date Inspection Completed: Overall Results: __ Pass __ Fail
Inspection Performed by:
Witnessed by:
Inspections
User’s Actual
Requirement Test Result P/F (*) Tested by & Date
Material
Visual
Metal Content
Viscosity
Solder Ball
Slump
Alloy
Flux
Powder Size
% In Top Screen
% In Next Screen
% In Bottom Screen
% In Receiver Bottom
Max. Powder Size
Powder Shape
Tack
Wetting
* P/F = PASS/FAIL; enter P if test results are within tolerance of actual requirement; otherwise, enter F
IPC-TM-650
Number
Subject Date
Revision
Page 2 of 2
2.4.34.1
Solder
Paste
Viscosity
―
T-Bar
Spindle
Method
(Applicable
at
less
than
300,000
Centipoise)
1/95
The Institute for Interconnecting and Packaging Electronic Circuits
2215 Sanders Road • Northbrook, IL 60062-6135
Material in this Test Methods Manual was voluntarily established by Technical Committees of the IPC. This material is advisory only
and its use or adaptation is entirely voluntary. IPC disclaims all liability of any kind as to the use, application, or adaptation of this
material. Users are also wholly responsible for protecting themselves against all claims or liabilities for patent infringement.
Equipment referenced is for the convenience of the user and does not imply endorsement by the IPC.
Page 1 of 2
IPC-TM-650
TEST
METHODS
MANUAL
1
.0
Scope
The
test
specifies
a
standard
procedure
for
determining
the
viscosity
of
solder
paste
in
the
range
of
300,000
to
1
,600,000
centipoise.
2
.0
Applicable
Documents
None
3
.0
Test
Specimen
Paste
to
be
tested
shall
be
stabilized
at
25℃
±
1
℃
for
a
minimum
of
24
hours
prior
to
testing.
The
paste
volume
shall
be
sufficient
to
fill
the
viscometer
recep¬
tacle
to
about
60%
of
its
depth.
4
.0
Equipment/Apparatus
The
equipment
used
shall
be
a
spiral
pump
viscometer
(Malcom,
Brookfield
Viscometer
or
Rheometer
with
Spiral
Adaptor
accessory,
or
equivalent).
Set
the
instrument
rotational
speed
for
10
rpm.
Other
equipment
may
be
used
provided
the
results
can
be
empirically
corre¬
lated
as
mutually
agreed
upon.
Additional
shear
rates
may
be
specified
by
the
user
or
supplier.
5
.0
Procedure
5.1
Preparation
5.1.1
Open
the
container(s),
remove
any
internal
cover,
scrape
off
paste
adhering
to
the
lids
or
internal
cover(s)
and
the
container
wall(s)
and
add
this
to
the
paste
in
the
contain¬
ers).
5.1.2
Using
a
spatula,
stir
the
paste
gently
for
1
to
2
minutes
to
homogenize
it,
taking
care
to
avoid
the
introduction
of
air.
5.1.3
Transfer
sufficient
paste
to
the
viscometer
receptacle
to
fill
this
to
about
60%
of
its
depth.
Place
the
receptacle
in
the
temperature
controlled
unit
of
the
viscometer
and
allow
it
to
stabilize
at
25
±
0.25℃
for
15
minutes
minimum.
5.2
Test
5.2.1
Immerse
the
instrument
sensor
into
the
sample
in
accordance
with
the
equipment
manufacturer's
instructions.
The
solder
paste
should
not
cover
the
pump
outlet.
Number
2.4.34.2
Subject
Solder
Paste
Viscosity
~
Spiral
Pump
Method
(Applicable
for
300,000
to
1,600,000
Centipoise)
Date
Revision
1/95
Originating
Task
Group
Solder
Paste
Task
Group
(5-24b)
5.2.2
Turn
on
chart
recorder
and
set
instrument
to
run
at
one
specific
shear
rate.
Take
reading
when
output
has
been
stable
for
at
least
1
minute.
If
additional
shear
rates
are
to
be
measured,
adjust
the
speed
vernier
and
repeat
above.
5.2.3
Record
the
viscosity
measured
at
the
single
shear
rate
value.
By
mutual
agreement
between
user
and
supplier
mul¬
tiple
shear
rates
must
be
used
to
develop
the
solder
paste
shear
sensitivity
factor.
5.3
Evaluation
Enter
data
in
Table
1
"Test
Report
on
Solder
Paste.”
6
.0
Notes
6.1
Test
Equipment
Sources
The
equipment
sources
described
below
represent
those
currently
known
to
the
industry.
Users
of
this
test
method
are
urged
to
submit
addi¬
tional
source
names
as
they
become
available,
so
that
this
list
can
be
kept
as
current
as
possible.
6.1.1
Spiral
Pump
Viscometer
Equipment
Brookfield
Engineering
Laboratories,
Inc.
240
Cushing
Street
Stoughton,
MA
02072
(617)
344-4310
Malcom
Instruments
Corp.
26226
Industrial
Blvd.
Hayward,
GA
94545
(510)
293-0580
(510)
293-0584
-
fax
6.2
Shear
sensitivity
factor
is
defined
as
the
absolute
value
of
the
slope
of
a
graph
of
the
log
viscosity
versus
log
rpm.
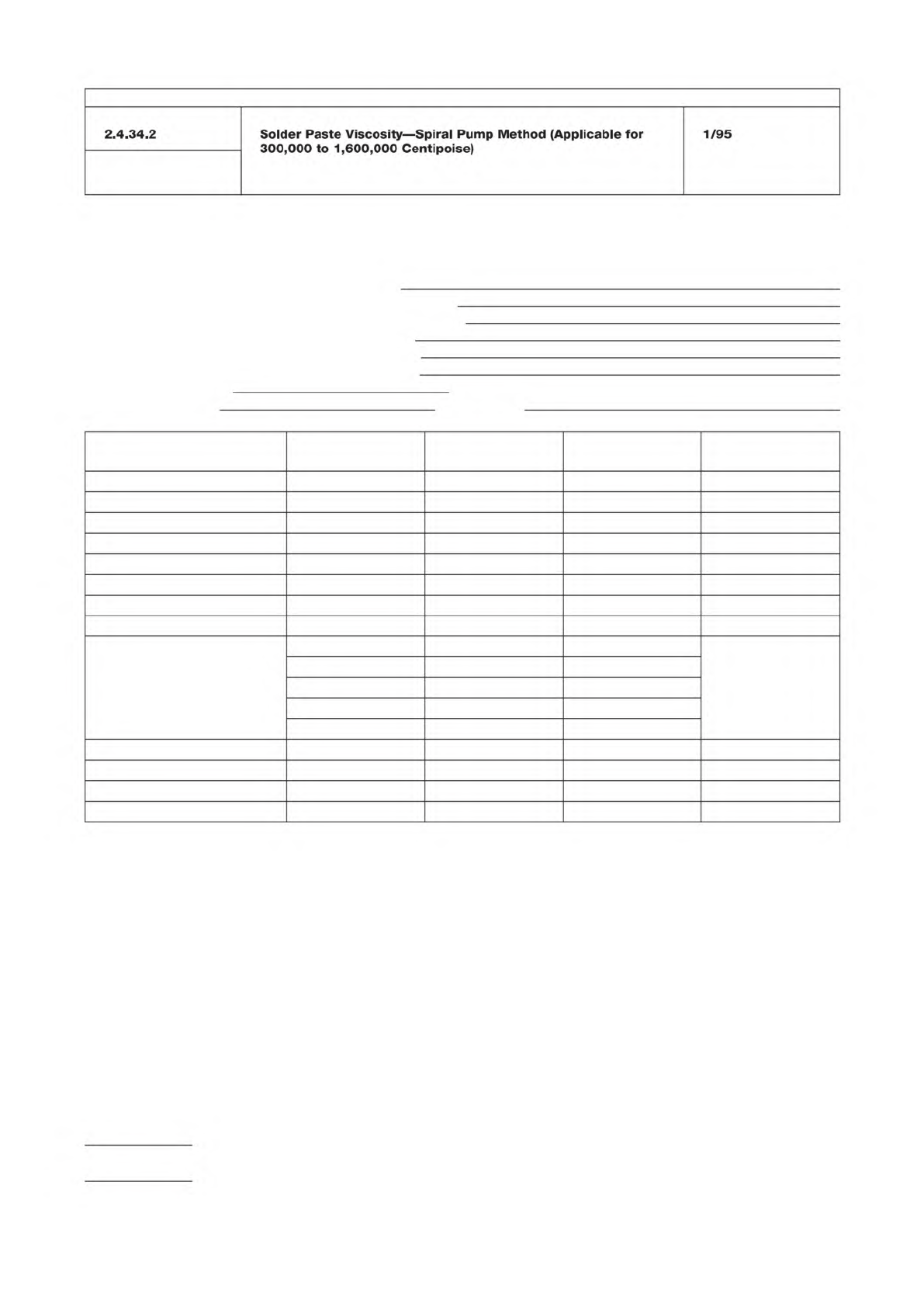
Table 1 Test Report on Solder Paste
Enter appropriate information in top portion of report and complete report by entering the test results or checkmarks in the appropriate spaces.
Inspection Purpose: QPL I.D. Number:
__ Qualification Manufacturer’s Identification:
__ Quality Conformance A Manufacturer’s Batch Number:
__ Quality Conformance B Date of Manufacture:
__ Shelf-Life Extension Original Use-By Date:
__ Performance Revised Use-By Date:
Date Inspection Completed: Overall Results: __ Pass __ Fail
Inspection Performed by:
Witnessed by:
Inspections
User’s Actual
Requirement Test Result P/F (*) Tested by & Date
Material
Visual
Metal Content
Viscosity
Solder Ball
Slump
Alloy
Flux
Powder Size
% In Top Screen
% In Next Screen
% In Bottom Screen
% In Receiver Bottom
Max. Powder Size
Powder Shape
Tack
Wetting
* P/F = PASS/FAIL; enter P if test results are within tolerance of actual requirement; otherwise, enter F
IPC-TM-650
Number
Subject Date
Revision
Page 2 of 2
2.4.34.2
Solder
Paste
Viscosity
—
Spiral
Pump
Method
(Applicable
for
300,000
to
1,600,000
Centipoise)
1/95