S 20 Series Maintenance I.pdf - 第109页
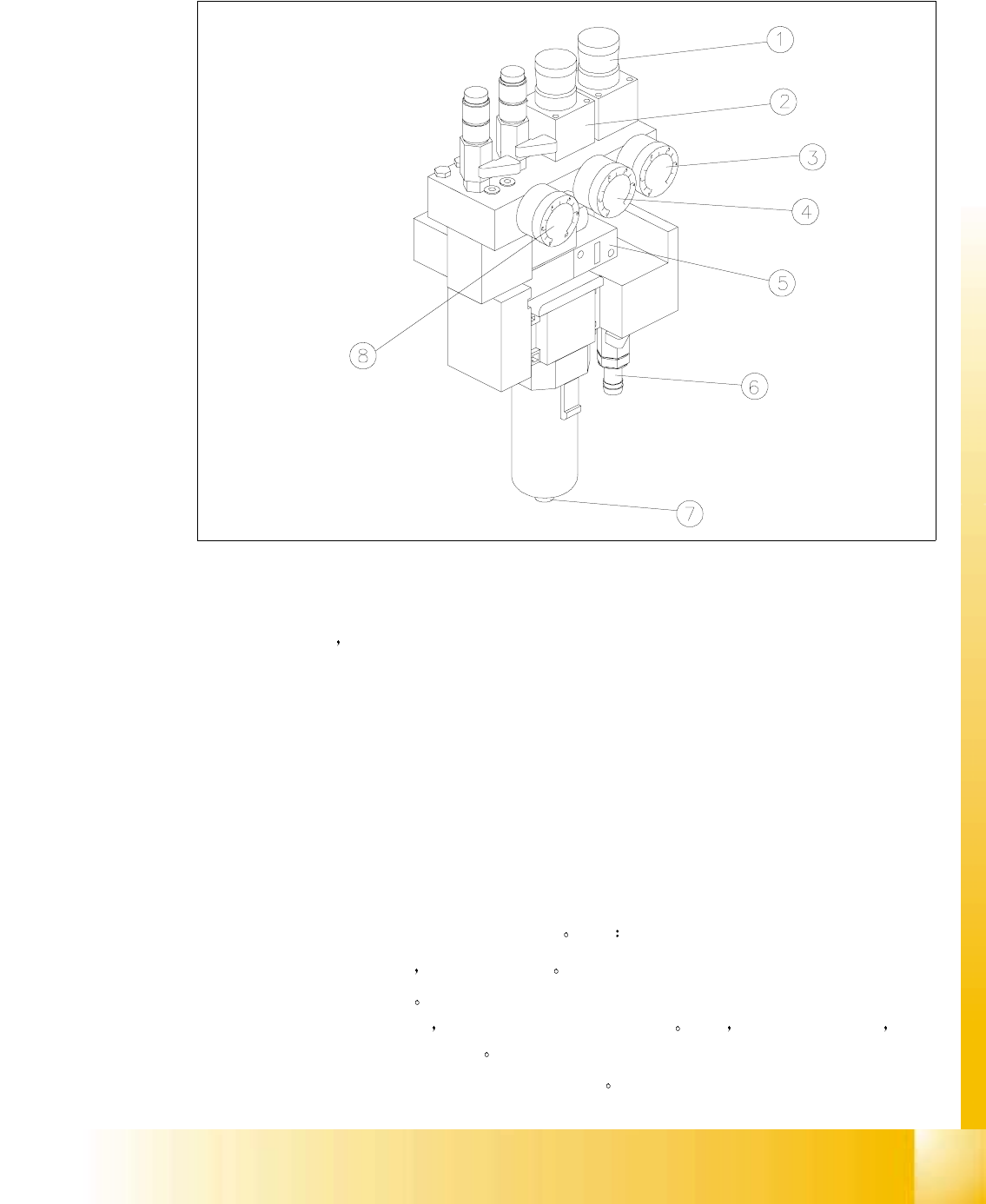
S 20 系列维修培训指南 I 20 00 年 6 月版 2 综述 51 2.9. 2 S-23 / F 5 C 的气动装置 C 的气动装置 C 的气动装置 C 的气动装置 C 09 18 Fig. 2.9 - 2 S-23 / F5 的气动装置 C0 9 1 8 图例 图例 图例 图例 (1) 阻 挡杆 压力表 2.3 巴 (2) 调节 器 ,4.0 巴 (3) 压力表 ,2.3 巴 (4) 料台压力表 ,4.0 巴 (5) 压力 传…

2000 年 6 月版 S 20 系列维修培训指南 I
2 综述
50
清洗观察杯
清洗观察杯清洗观察杯
清洗观察杯
!
在拆下观察杯前 把主供气关闭并对供气装置窗 进行放气 当通气销可用手轻轻地向上推动
时
供气装置已被放气
!
把观察杯拆下并清洗后 , 重新装上
调节和检查
调节和检查调节和检查
调节和检查
!
检查主压缩空气 , 供气压力至少 5.2 巴 不可调节 左侧压力表
!
检查 调节供给阻挡杆和 80F4 机器 IC 头轴杆夹紧装置的压缩空气直至 2.3 +-0.3 巴 右侧压
力表
!
检查 调节供给供料台的压缩空气压力至 2.5 巴 使用内六角板手和压缩空气表
S 20 系列维修培训指南 I 2000 年 6 月版
2 综述
51
2.9.2 S-23 / F
5
C 的气动装置 C
的气动装置 C的气动装置 C
的气动装置 C0918
Fig. 2.9 - 2 S-23 / F5
的气动装置 C0918
图例
图例图例
图例
(1) 阻挡杆压力表
2.3 巴
(2) 调节器 ,4.0 巴
(3) 压力表 ,2.3 巴
(4) 料台压力表 ,4.0 巴
(5) 压力传感器
(6) 总进气
(7) 通气销
(8) 压力表 ,5.2 巴
对于活动的气动供料台 , 用第三套压缩空气供气
左起
!
5.3 巴用于贴片头的真空 吹气 ; 电子调节
!
4 巴用于活动气动供料台
为最大限度地提高升降速度
应用手工调节压力至最大 4 巴 同时 就散件供应器而言 在供
料台上即已直接调节为 2.1 巴左右
!
PCB 阻挡杆供气为 2.3 巴 , 在右侧压力表上可调节

2000 年 6 月版 S 20 系列维修培训指南 I
2 综述
52
2.10 PCB 输送
输送输送
输送
2.10.1
2.10.12.10.1
2.10.1安全说明
安全说明安全说明
安全说明
本节旨在说明有关贴片板输送装置 和升降台的维修保养 工作 进行此 项工作时 , 应遵守第一章的
安全说明
2.10.2 功能综述
功能综述功能综述
功能综述
印刷电路板输送系统作为集成包括 三个部分 输入传送导轨 中间传送导轨和输出传送导轨 传
送导轨的宽度可以任意改变
可在单项功能菜单中的 Width adjustment
Width adjustmentWidth adjustment
Width adjustment 宽度调节 下设
定传送导轨板的宽度
步进电机将按照设定值 , 以高速或低速改变板传送导轨的宽度 传送导轨
的带宽为 50mm-460mm
当超过了允许的运行范围 , 限位开关就中止向调节电机供电
每条传送导轨都有各自的直流电机来驱动传送导 轨皮带都安装了声纳 感 应器 , 以便监控板的运行
路线
在中间传送导轨上可伸缩的阻挡杆 可使板停下 升降台向上运动 解脱了贴片板夹紧装置
的摇臂
这样 贴片板就被夹紧了
贴片前 板的视觉系统会确定板的精确位置 并用这些位置数据计算元件的 贴片坐标
分别控制皮带驱动电机和升降台电机的电路板位于贴片机输入端的 PCB 板传送导轨控制箱内
由于 SIPLACE80S-20 和 80F
4
机器都配备了同样的板输送系统 , 所以本节所述的维修保养工作对这
两种机器也适用