S 20 Series Maintenance I.pdf - 第564页
S 20 系列维修培训指南 I 2 000 年 6 月版 11 故障排除 31 11 .6.4 11 .6.4 11 .6.4 11 .6.4 拾取 前 真 空检查 拾取 前 真 空检查 拾取 前 真 空检查 拾取 前 真 空检查 段 位器 密封 段 位器 密封 段 位器 密封 段 位器 密封 Fig. 11 .6 - 4 拾取 前 真 空检查 段 位器 密封 1 . 在 每次拾取 前都 要 检查 段 位器的 密封质 量 2. 此 项 …
2000 年 6 月版 S 20 系列维修培训指南 I
11 故障排除
30
11.6.3
11.6.311.6.3
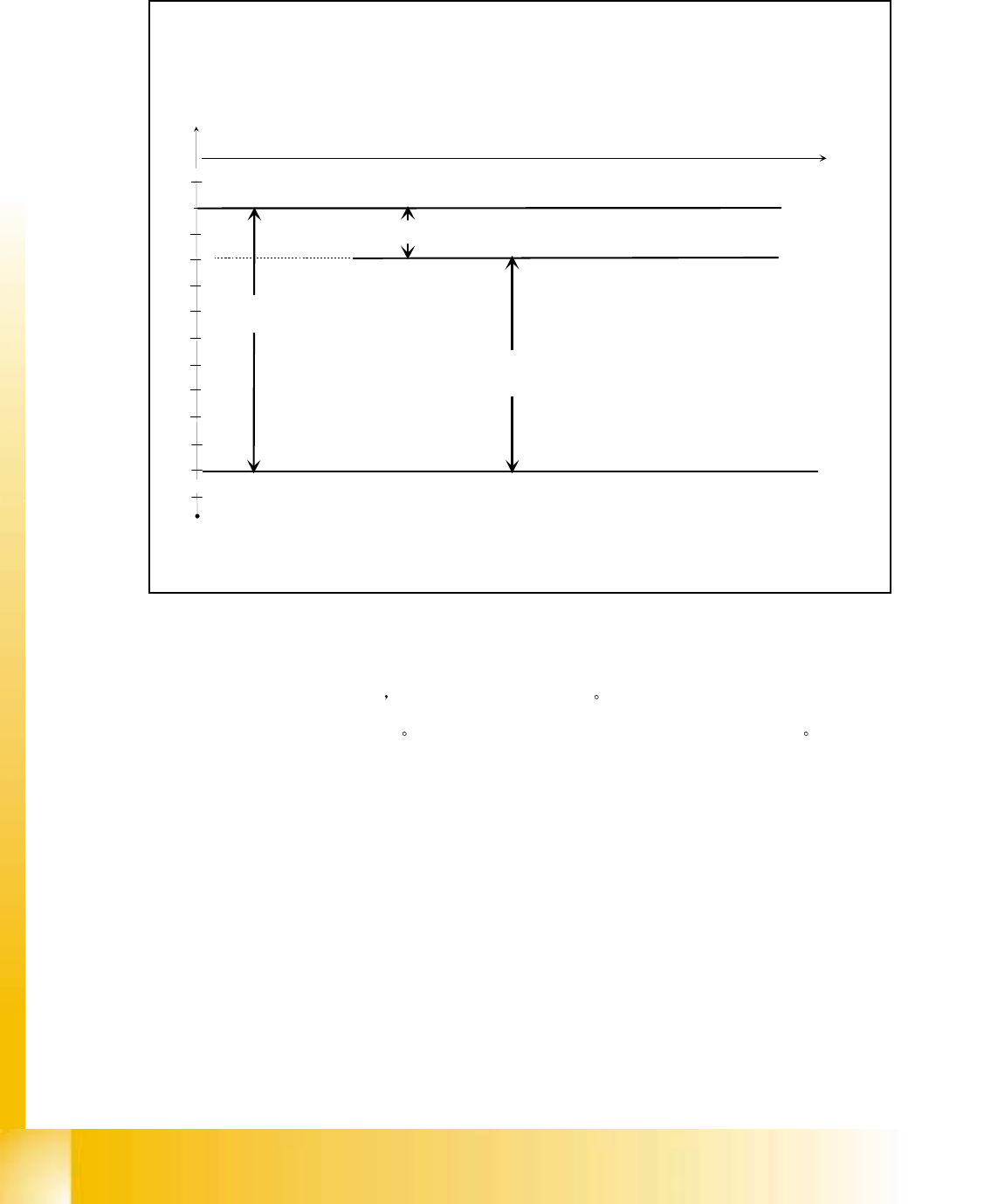
11.6.3 贴片前真空检查
贴片前真空检查贴片前真空检查
贴片前真空检查
Fig. 11.6 - 3
贴片前真空检查
t
1. 贴片前再进行一次真空检查 以保证元件仍然在 吸嘴处
2. 拾取期间仍使用同样的临界 值 任何不合格的元件在下一个拾取循环中都将 被丢弃
-700
-720
-740
-760
-780
-800
-820
-840
-860
-880
-900
0
t
maximum vacuum
Vacuum nozzle closed
Vacuum nozzle open
Vacuum difference at
the last reference run
Environment pressure
Component is rejected at reject box at the next pick up cycle
Component is accepted
at vacuum check
20%
Pressure difference nozzle - inside -> environment
S 20 系列维修培训指南 I 2000 年 6 月版
11 故障排除
31
11.6.4
11.6.411.6.4
11.6.4 拾取前真空检查
拾取前真空检查拾取前真空检查
拾取前真空检查 段位器密封
段位器密封段位器密封
段位器密封
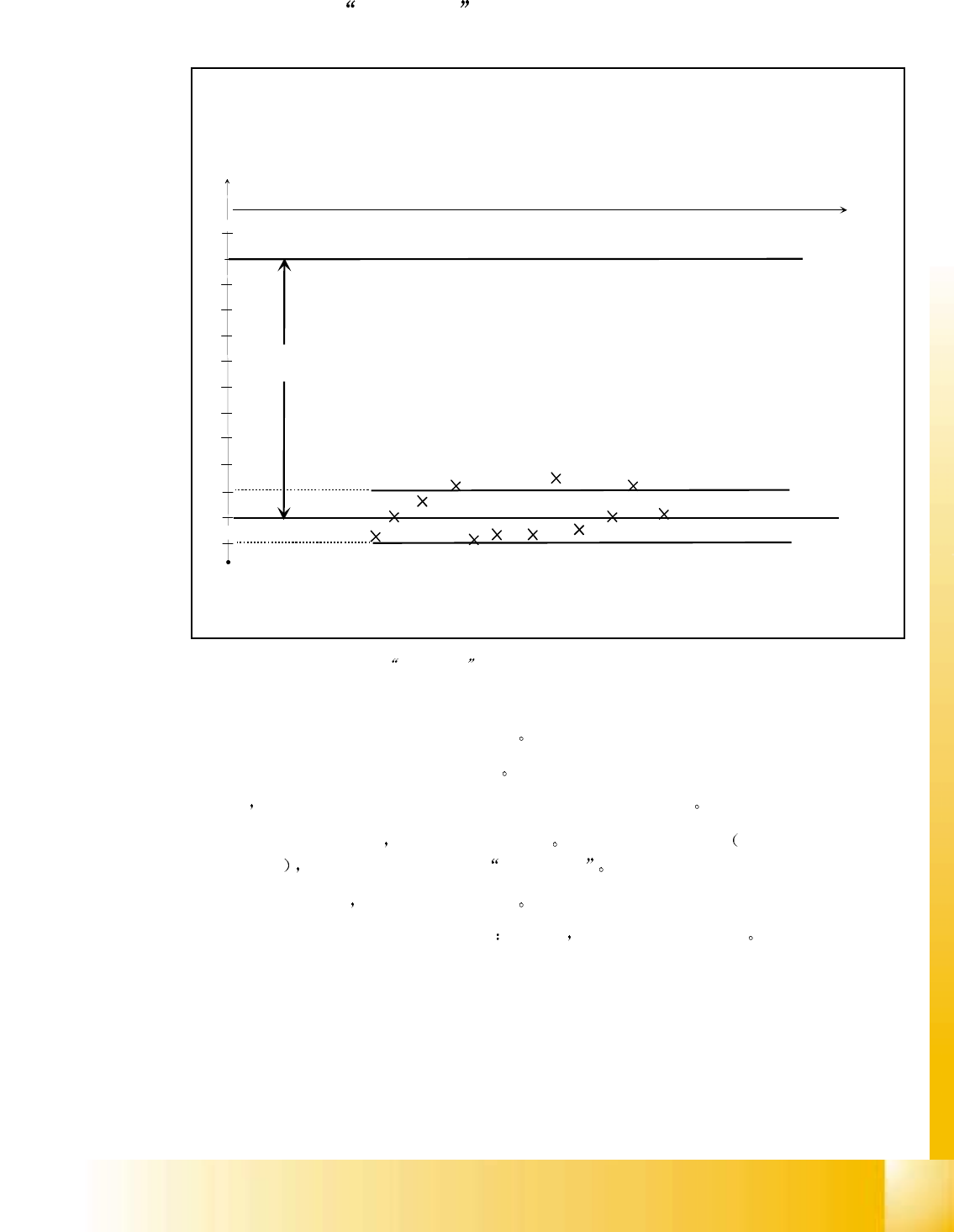
Fig. 11.6 - 4 拾取前真空检查 段位器密封
1. 在每次拾取前都要检查段位器的密封质 量
2. 此项检查主要针对真空阀塞的密封质量
3. 通常
测试结果在回参考点期间确定的关闭值的 ± 20 毫巴范围内
4. 如果测试结果超出公差 则机器记录一次错误 如果该错误出现 3 次 在同一段位器的 350
次贴片中
则会出现一条错误信息 段位器泄漏
5. 如果出现上述错误 检查一下阀塞的情况
6. 在 vacuum.ma 文件中记录了以下数值
20 毫巴 3 次错误和 350 次贴片
-700
-720
-740
-760
-780
-800
-820
-840
-860
-880
-900
0
t
-920
Threshold -20 mbar
Threshold +20 mbar
Vacuum difference
at reference run
1.Error on this
segment is logged
2. Error logged
3. Error on this
segment is displayed
Pressure difference nozzle - inside -> environment
2000 年 6 月版 S 20 系列维修培训指南 I
11 故障排除
32
11.6.5
11.6.511.6.5
11.6.5 贴片位或弃料位的吹气
贴片位或弃料位的吹气贴片位或弃料位的吹气
贴片位或弃料位的吹气
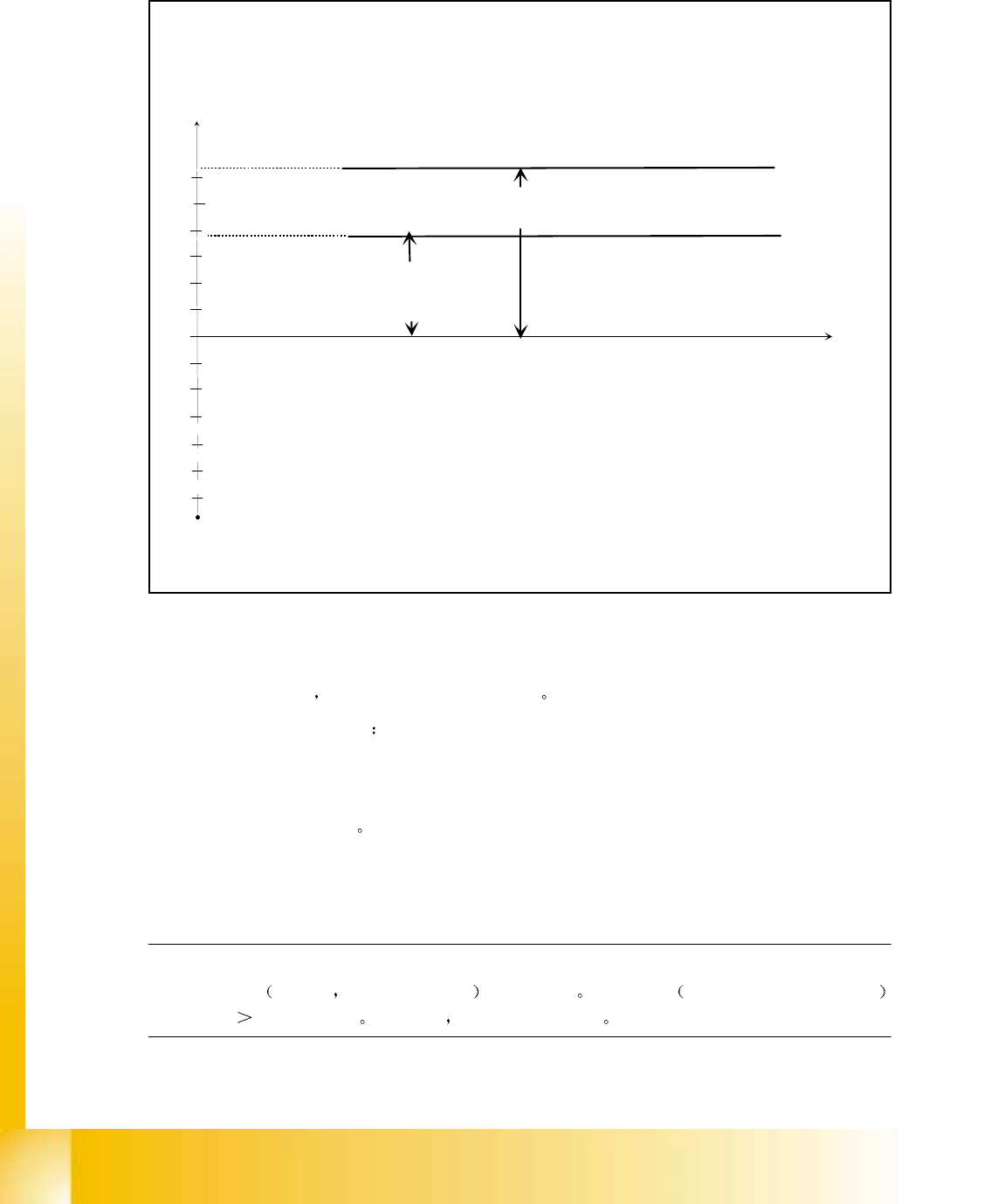
Fig. 11.6 - 5 贴片位或弃料位的吹气
1. 在贴片位和弃料位 吹气用来除去吸嘴中的元件
2. 贴片压力应调到以下数值
0.15 巴 71x/91x 吸嘴
0.20 巴 70x/90x 吸嘴 11
3. 丢弃压力应设在 0.25 巴
11.6.6
11.6.611.6.6
11.6.6 典型的真空回参考点和真空值
典型的真空回参考点和真空值典型的真空回参考点和真空值
典型的真空回参考点和真空值
注意
元件在吸嘴上
30 毫巴 比开启时紧一些 弃料位抛弃 在吸嘴上 吸嘴值与开启值几乎相同
没有元件 - 最佳拾取方法 关闭真空 立即进行新的拾取
200
160
120
80
40
0
t
240
Air kiss at placement position to
remove the vacuum in the nozzle
and to place the component
Air kiss at reject position to remove the vacuum
in the nozzle and to reject the component.
Pressure difference nozzle - inside -> environment