S 20 Series Maintenance I.pdf - 第378页
S 20 系列维修培训指南 I 2000 年 6 月版 8 校准 29 8.6.2 Z 轴零 点修 正值 轴零 点修 正值 轴零 点修 正值 轴零 点修 正值 旋转 头 旋转 头 旋转 头 旋转 头 现 在此修 正值 在头回 参考 点后自动确 定 1. 从主菜单上选择 Revolver He ad ( 旋转 头 ) 图标 以 及 / 或 8 现 在如下屏幕会出 现 8 Fig. 8.6 - 3 RV 头功能视图 2. 选择 Head r…
2000 年 6 月版 S 20 系列维修培训指南 I
8 校准
28
13.切换至 dp axis (dp 轴 )
然后回到 Star axis (Star 旋转轴 读出 current position(当前位置
14.键入此位置作为新的 ZPC 数值
见 5-10 步
15.拿走 Star axis ZPC tool
Star 旋转轴 ZPC 工具 并重新安装段位器衬套
16.打开 Star 旋转轴伺服
17.选择 Axis Reference Run( 轴回参考点 )
18.检查段位器 1 处于贴片位置
19.回到前页
按压上面的图标回到主屏幕 8
88
8
20.选择下拉菜单 Settings
设置
设置设置
设置 )
21.存储机器数据
S 20 系列维修培训指南 I 2000 年 6 月版
8 校准
29
8.6.2 Z 轴零点修正值
轴零点修正值轴零点修正值
轴零点修正值 旋转头
旋转头旋转头
旋转头
现在此修正值在头回参考点后自动确定
1. 从主菜单上选择 Revolver Head ( 旋转头 ) 图标
以及 / 或 8
现在如下屏幕会出现
8
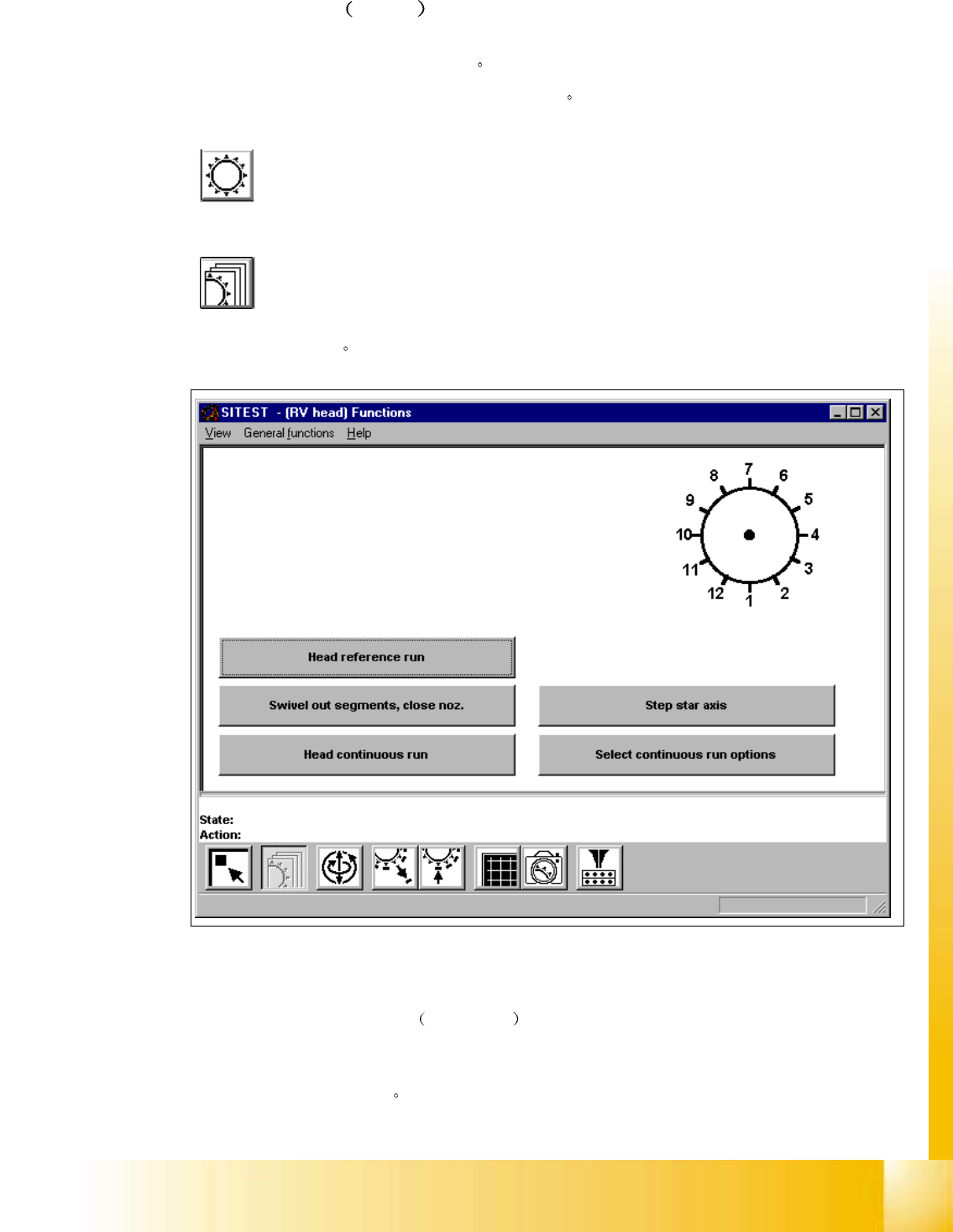
Fig. 8.6 - 3 RV 头功能视图
2. 选择 Head reference run
头回参考点
现在 Z 轴零点修正已设定了
2000 年 6 月版 S 20 系列维修培训指南 I
8 校准
30
8.6.3 D 轴 IC 头零点修正值
轴 IC 头零点修正值轴 IC 头零点修正值
轴 IC 头零点修正值
注意
为了进行校准 应把漆成 white painted 416 nozzle 白色的 416 吸嘴 安装到 IC 头上
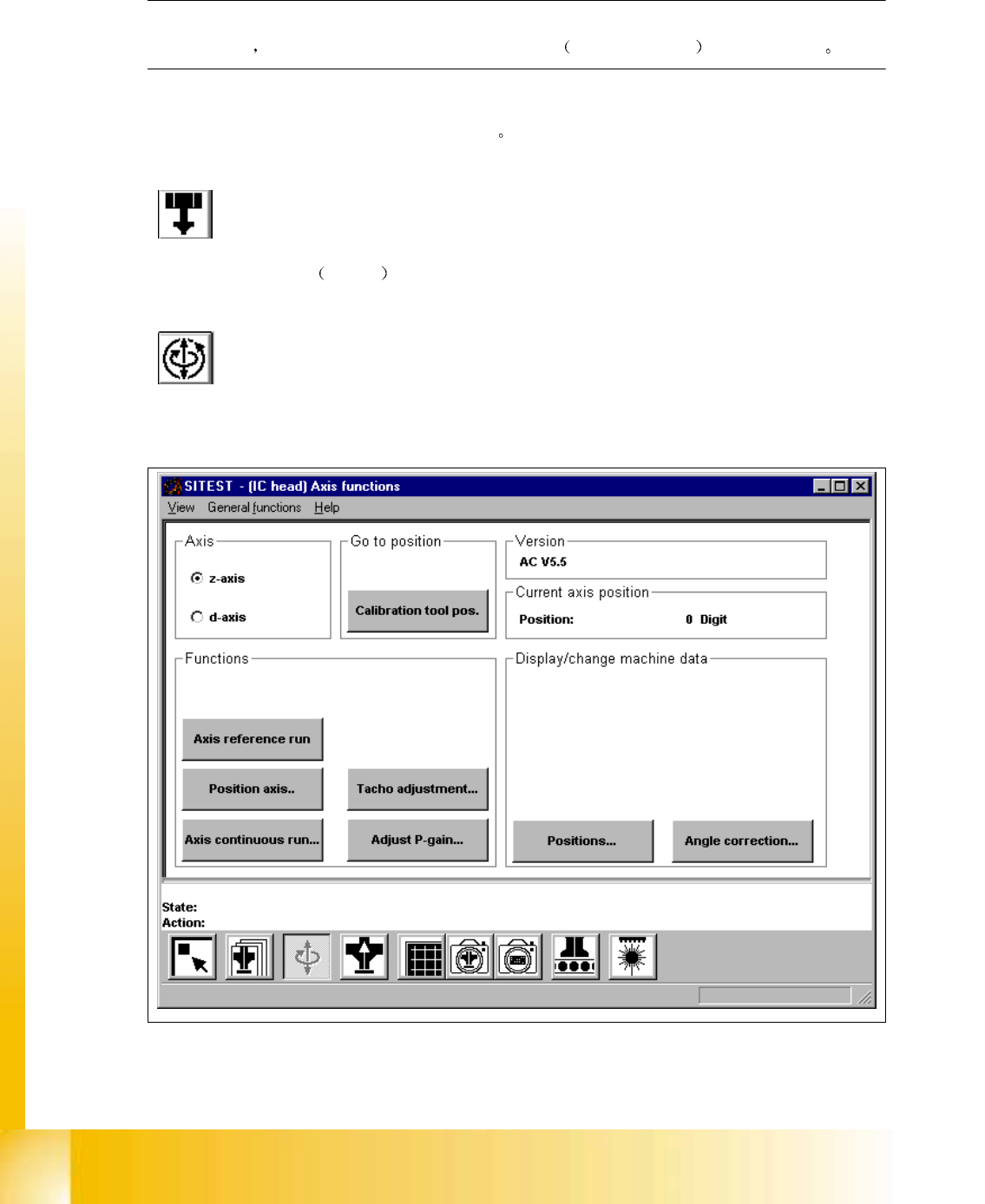
1. 从主菜单上选下面的 IC Head (IC 头 ) 图标
2. 选择下面的 Axis
轴图标
现在下面的屏幕应出现
Fig. 8.6 - 4 IC
头轴功能视图