S 20 Series Maintenance I.pdf - 第519页
2000 年 6 月版 S 20 系列维修培训指南 I 10 华夫盘交换器 26 1 0.4.4 1 0.4.4 1 0.4.4 1 0.4.4 限位开关的校准 限位开关的校准 限位开关的校准 限位开关的校准 Fig. 1 0.4 - 3 限位开关的校准 注意 1 0 1 0 1 0 1 0 上部限位开关的 核 准程 序与 下部限 位开关的程 序相同 如 果 必须进行校正 则 须移动触发 铁块 因 为限位开关 被销 在位 之 上 不能调…
S 20 系列维修培训指南 I 2000 年 6 月版
10 华夫盘交换器
25
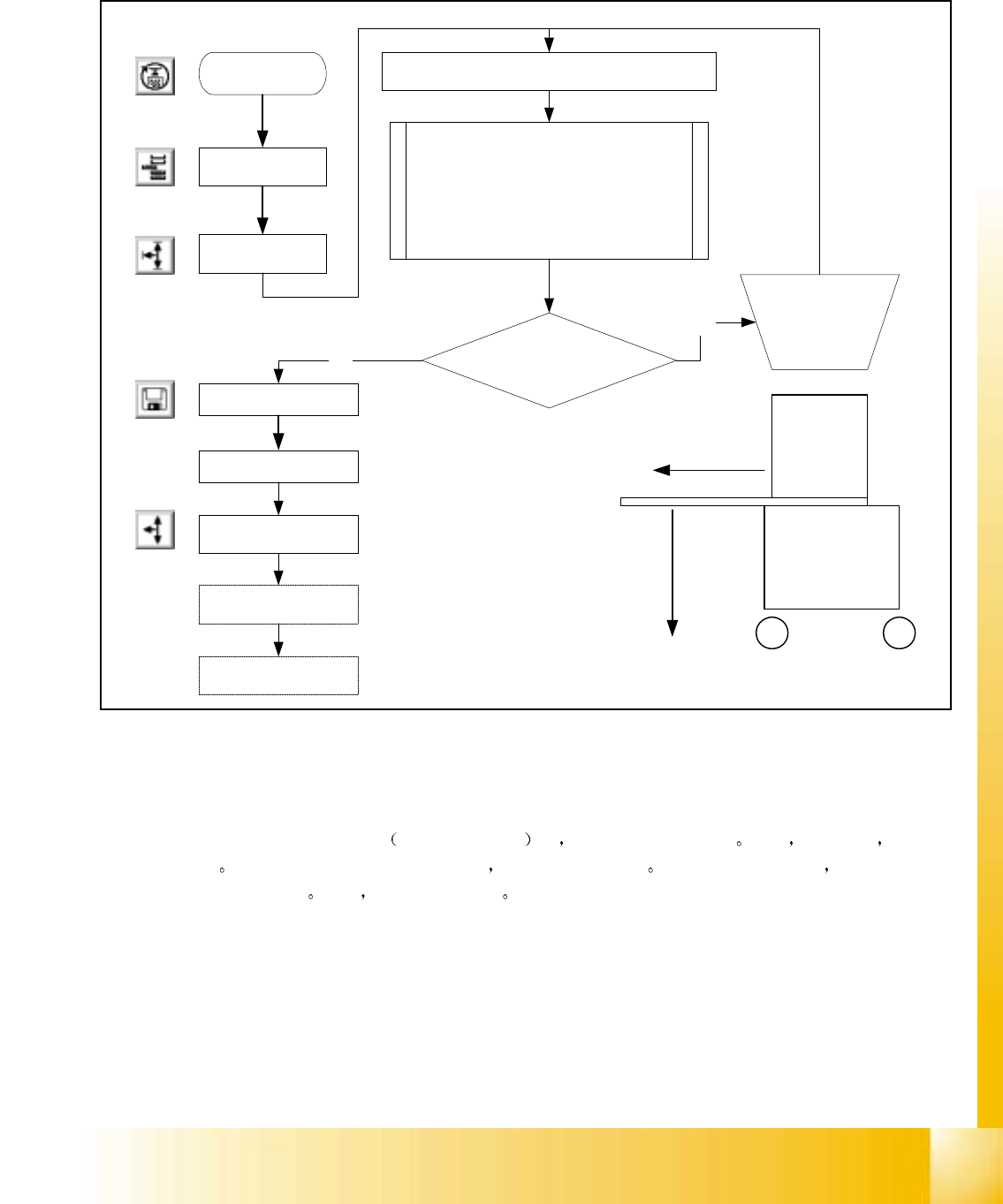
10.4.3 Reference BERO 位置的校准
位置的校准位置的校准
位置的校准
Fig. 10.4 - 2 Reference BERO
位置的校准
操作概述
操作概述操作概述
操作概述
选择 "Reference Bero"
参考点接近开关 时 供料器轴移至零位置 此后 边向前移 边计
数
MC 预计在一定数量的 digit 之内 接近开关将被激活 如果此范围内被激活 在监视器上会
显示校正系数
现在 进行相应的调整
Start SITEST
WAFFLE PACK
CHANGER
WPC
Settings
SELECT "Reference Bero"
Feed axis moves in neg. direction till flag
activates Bero. A message appears on the
screen detailing either adjustment OK or
Deviation X.XX mm If necessary adjust by
the amount of deviation indicated. A positive
number means to move in positive direction
see diagram
Adjustment Necessary?
Select "WPC machine
Data"
Select "Save WPC
machine Data"
NO
Adjust flag
according to
Software
comments
YES
WPC
Settings
Select " Lift table axis"
Select " reference run"
+
Machine Co-ordinates
+
WPC
Side View
Feed Axis
Lift Axis
2000 年 6 月版 S 20 系列维修培训指南 I
10 华夫盘交换器
26
10.4.4
10.4.410.4.4
10.4.4 限位开关的校准
限位开关的校准限位开关的校准
限位开关的校准
Fig. 10.4 - 3 限位开关的校准
注意 10
1010
10
上部限位开关的核准程序与下部限位开关的程序相同
如果必须进行校正 则须移动触发铁块 因为限位开关被销在位之上 不能调整
如果得到一个错误信息 即限位开关必须 向上运动 则必须校正触发铁块 使其向下 反之亦
然
如果限位开关被起动 此时如要移动轴 则必须绕过它
为此 须按下控制箱内的 Endschalter Hubachse 升降轴限位旁路开关 按钮 现在 可以
进行回参考点
限位开关的位置 详见第11和第12 页的照相图
10.4.5
10.4.510.4.5
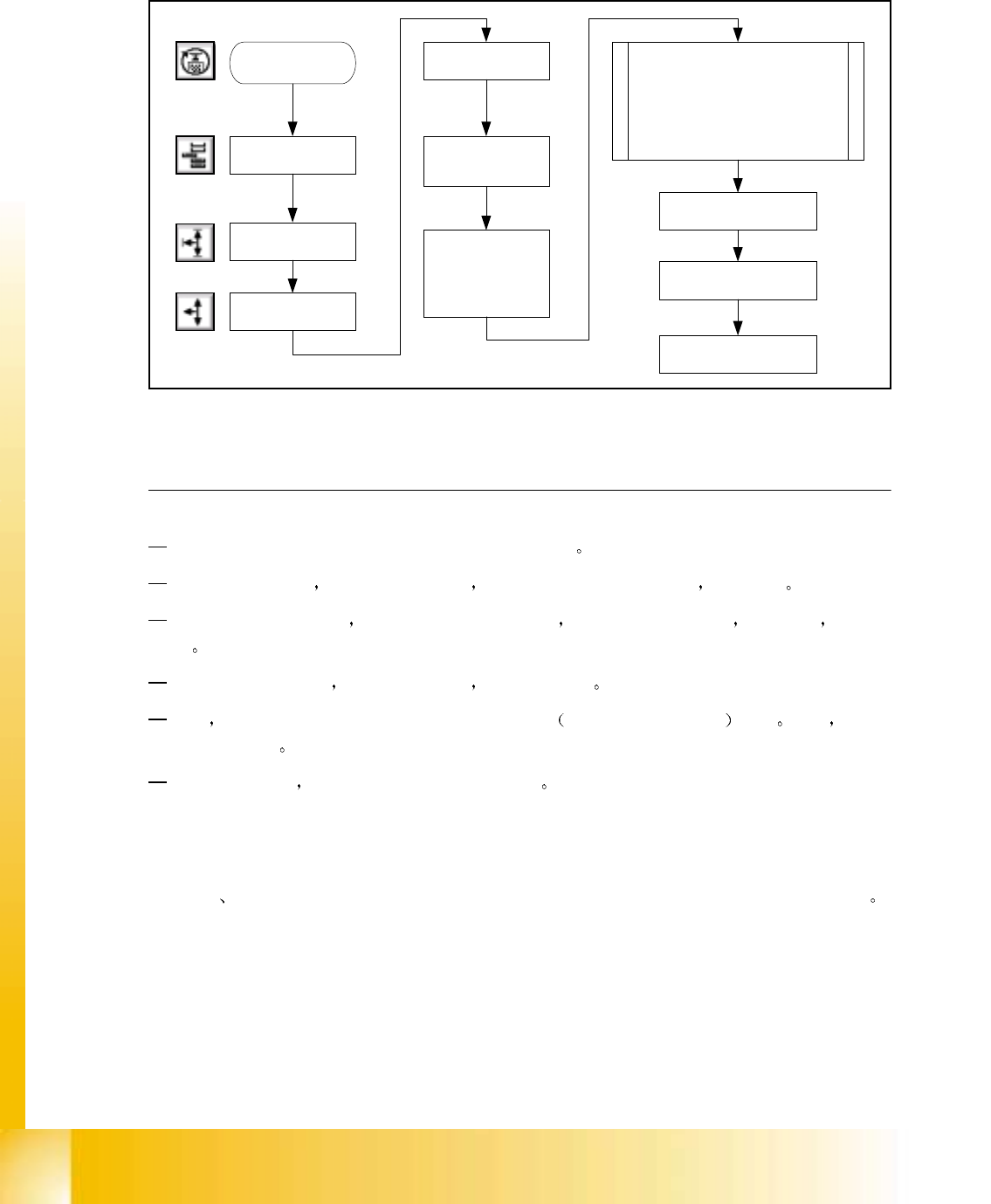
10.4.5 编辑软件极限位置
编辑软件极限位置编辑软件极限位置
编辑软件极限位置
轴的最大 最小行程位置所用的软件极限位置必 须调节到从实际极限位置开始算起的 20 digit
Start SITEST
WAFFLE PACK
CHANGER
WPC
Settings
Select " Lifting
table axis"
WPC
Settings
Under " Check
Position" select
Limit Switch +/-
Lift axis moves in +/-. direction till
flag activates Limit Switch. This
must happen within a certain
amount of digits from the correct
feed axis ZPCV. If incorrect
SiTest Software advises how
much to move flag
At the message:
"Please remove
all Carriers"
Select "OK"
Select " Lifting table
axis"
WPC
Settings
Select " reference run"
S 20 系列维修培训指南 I 2000 年 6 月版
10 华夫盘交换器
27
10.5
10.510.5
10.5 WPC 的重新安装和调平
WPC 的重新安装和调平WPC 的重新安装和调平
WPC 的重新安装和调平
10.5.1 WPC 的重新安装
的重新安装的重新安装
的重新安装
注意
重新安装 WPC 时
必须非常小心 不要使供料的导轨撞上 IC 照相机 电源关闭后 在重新安装
WPC 以前把 IC 照相机取出来
!
如果 WPC 不在滚子上 将六角轴 曲轴 连接到升降机上并顺时针转动 举起 WPC
!
当间隙能够大到足以将 WPC 单元重新安装到 F4 机器时 就停止顺时针转动 供料机的任何地方
都不得被卡住
!
在将 WPC 移回到机器前 确保机器已关 闭
!
打开机器盖子和右面的转动门 在 2 号料台上
!
请一位同事举起并夹持住转动门 使其处于关 闭位置
!
移入 WPC 确保轨道不会被卡在左边转动门外
!
如果通畅 则把 WPC 向前移动直至 WPC 的定位销与料台的定位孔对准为止
!
下降 WPC 直至安置就位
10.5.2
10.5.210.5.2
10.5.2 WPC 的调平
WPC 的调平WPC 的调平
WPC 的调平
!
检查在两根供料轴轨道之间的水平仪
!
如果不平 用 27mm 开口板手交替调节调平脚直到水平仪中一半 以上的气泡在水平仪的圆内
!
测量从供料轴轨道顶部到料台面 部的WPC高度 正确的高度应该是87 ± 0.5 mm (见图10.5-1WPC
的安装高度
!
如果高度不在规定范围内 则应均匀地调节每条腿 以便升高或降低 WPC 直至正确高度