S 20 Series Maintenance I.pdf - 第155页
S 20 系列维修培训指南 I 2000 年 6 月版 3 机器回参考点 15 3. 1 . 1 0 3. 1 . 1 0 3. 1 . 1 0 3. 1 . 1 0 拾取和 放 置 (IC) 贴片头 拾取和 放 置 (IC) 贴片头 拾取和 放 置 (IC) 贴片头 拾取和 放 置 (IC) 贴片头 拾取和 放 置头与旋转 头同时回参 考点 首先 Z 轴回参考 点 Z 轴 行至上 部 终点 档块 寻找 轴的 停 止状 态 然后 轴行至…
2000 年 6 月版 S 20 系列维修培训指南 I
3 机器回参考点
14
3.1.9
3.1.93.1.9
3.1.9 初始化
初始化初始化
初始化 dp
dpdp
dp 轴 ( 在
轴 ( 在轴 ( 在
轴 ( 在 dp
dpdp
dp 轴回参考点 )
轴回参考点 )轴回参考点 )
轴回参考点 )
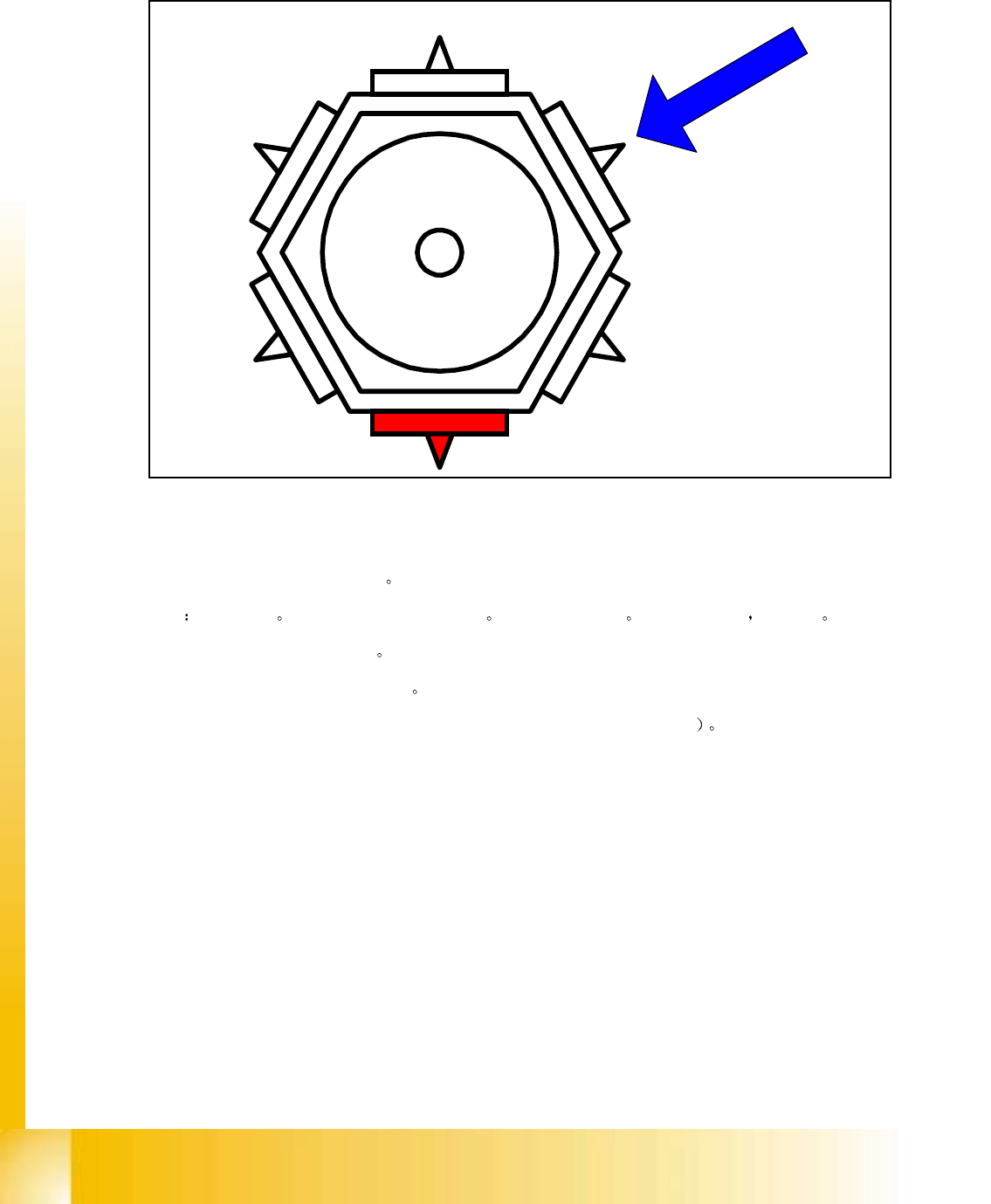
Fig. 3.1 - 9 初始化 dp 轴 ( 在 dp 轴回参考点 )
在 dp 站内的段位器转到参考点
顺序 dp 站转入 轴开始运动并寻找零脉冲 检查零脉冲故障 在终止信号后 dp 转出
摆入 / 出功能由 CAN 总线控制
光栅读数盘轴旋转由轴控制器控制
dp 轴零点校正值始终为 0( 因为多达12 个的段位器都是由 1 个马达操作
3
6
1
4
5
2
S 20 系列维修培训指南 I 2000 年 6 月版
3 机器回参考点
15
3.1.10
3.1.103.1.10
3.1.10 拾取和放置 (IC) 贴片头
拾取和放置 (IC) 贴片头拾取和放置 (IC) 贴片头
拾取和放置 (IC) 贴片头
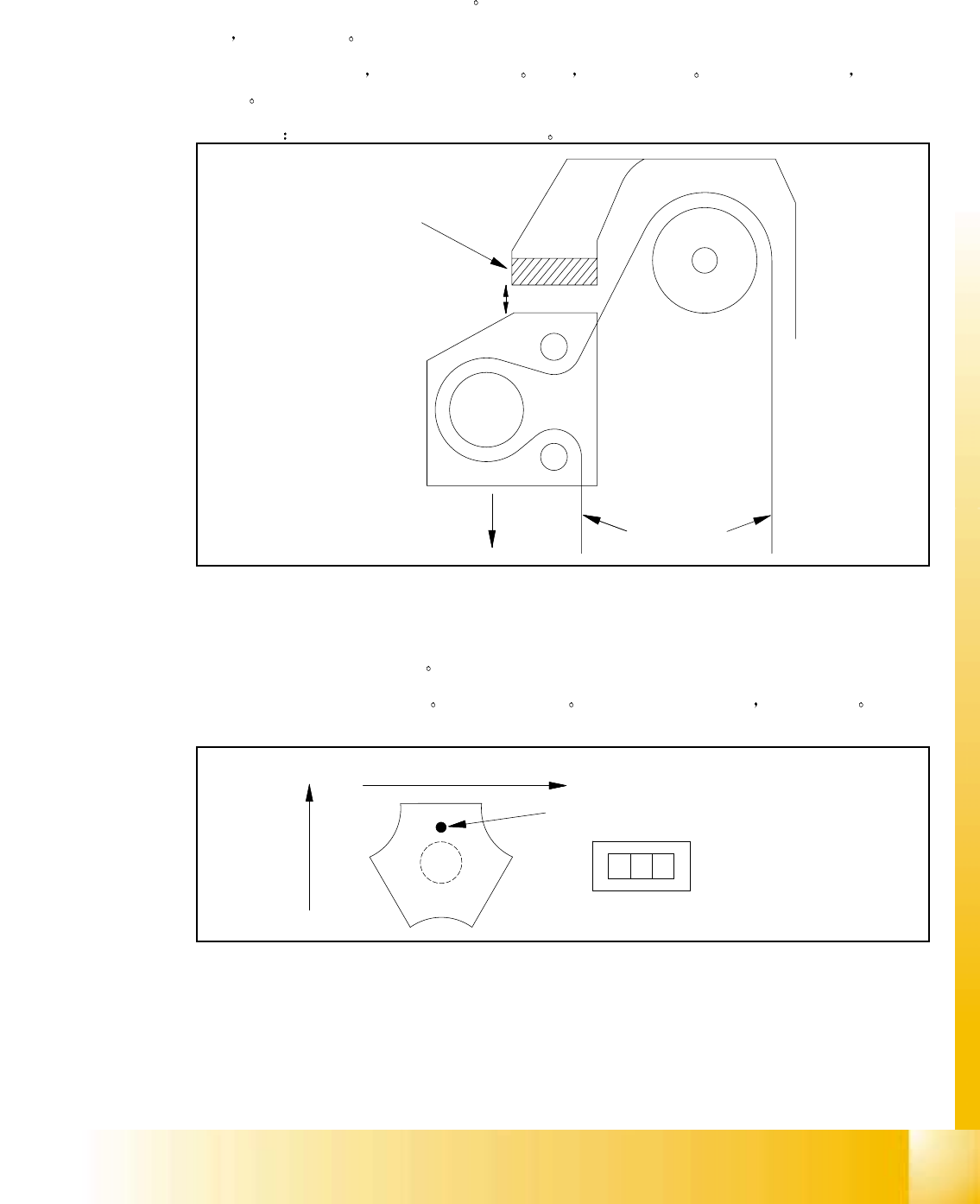
拾取和放置头与旋转头同时回参 考点
首先 Z 轴回参考点
Z 轴行至上部终点 档块 寻找轴的停止状态 然后 轴行至零脉冲 装入零点校正值后 轴行至
参考点
为进行测试 轴须在终点档块以下 10 个 Digit
Fig. 3.1 - 10IC头 Z 轴参考点
然后 d 轴 ( 旋转轴 ) 回参考点
d 轴行至 d 轴编码器的零脉冲 装入零点校正值 d 轴将根据该值的正负 转至参考点
Fig. 3.1 - 11 IC 头 d 轴参考点
rubberized end stop
Z-axis shaft
IO digits from stop
Z-axis belt
transport direction
location 3
pin towards location 3
4/6 nozzle in alignment
with transport direction
2000 年 6 月版 S 20 系列维修培训指南 I
3 机器回参考点
16
3.1.11
3.1.113.1.11
3.1.11 初始化 X 和 Y 轴
初始化 X 和 Y 轴初始化 X 和 Y 轴
初始化 X 和 Y 轴 在 X 和 Y 轴回参考点 )
在 X 和 Y 轴回参考点 )在 X 和 Y 轴回参考点 )
在 X 和 Y 轴回参考点 )
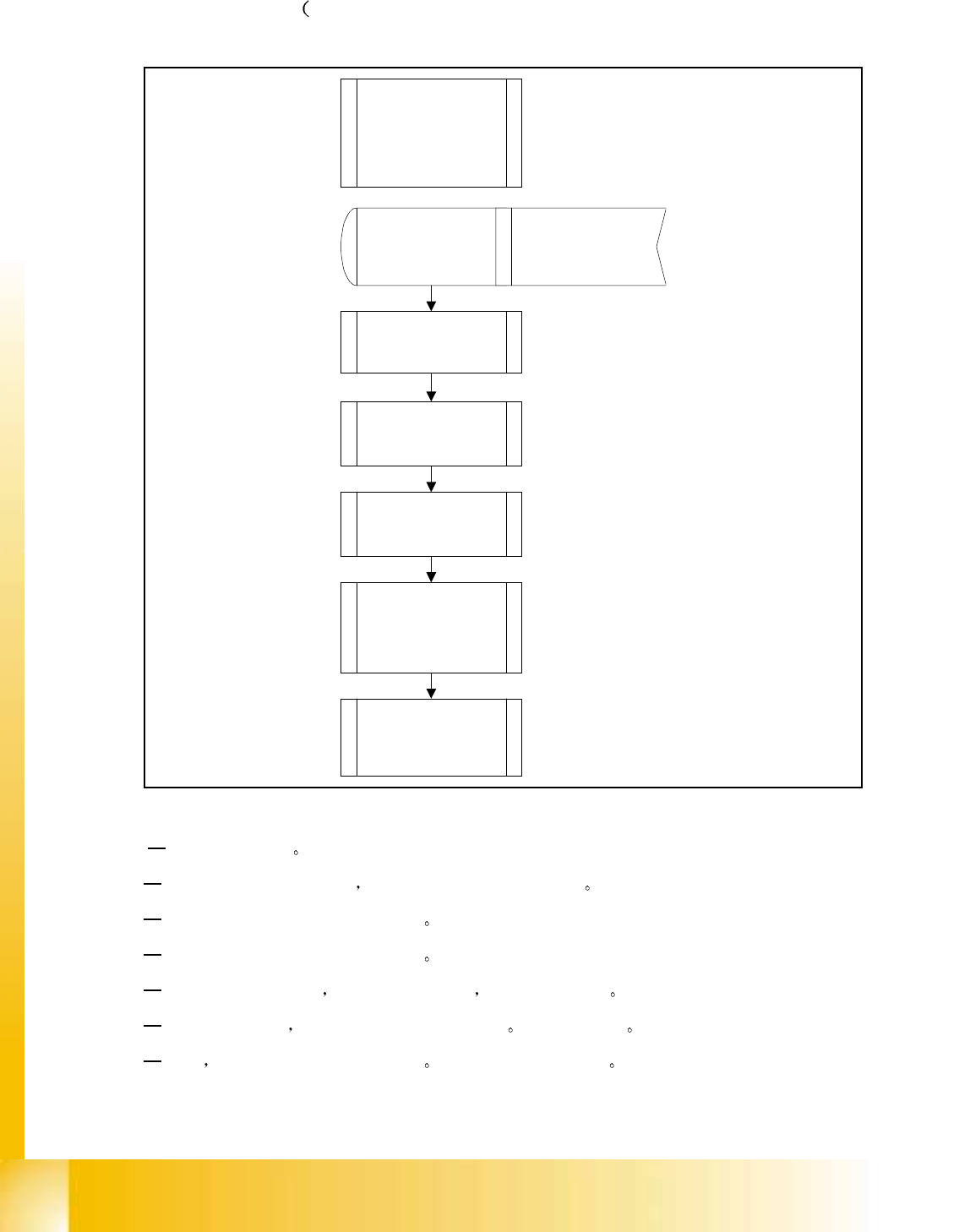
Fig. 3.1 - 12 回参考点
两根轴同时起动
由于线性增量编码器系统 程序与 Star 旋转轴稍有不同
用限位开关和增量编码器回参考点
首先 , 悬臂轴行至参考点接近开关
如果检查出切换位置 则悬臂轴反向运行 开始寻找零脉冲
检查出零脉冲后 将零点校正值装入轴控制器 回参考点完成
至此 所有轴的回参考点都已完成 现在开始真空回参考点
Start X-Y- reference
run
Axis move to
reference position
switch
slope 1->0
change moving
direction of axis
end signal for refence
run is start condition
for the next step
X - / Y -Achse
reference run
preconditions:
reference run on
Star-, Z-Axis is
done
slope 0->1
start search for zero
pulse
zeropoint correction
is loaded to the axis
controller when zero
pulse is recognized