S 20 Series Maintenance I.pdf - 第87页
S 20 系列维修培训指南 I 20 00 年 6 月版 2 综述 29 2.5.9 S 20 系列轴控制 卡 系列轴控制 卡 系列轴控制 卡 系列轴控制 卡 轴控制 卡 可控制所有 动力轴的运动 在一 块 轴控制 卡 上最 多 可连接 3 根 轴 这 块卡直 接与相应的 伺服 板连接 因 此 F4 和 F5 机器有 7 根 轴 只需 要 3 块 轴控制 卡 80S20 / 80 S23 机器有 1 0 根 轴 需 要 4 块 轴控 制…
2000 年 6 月版 S 20 系列维修培训指南 I
2 综述
28
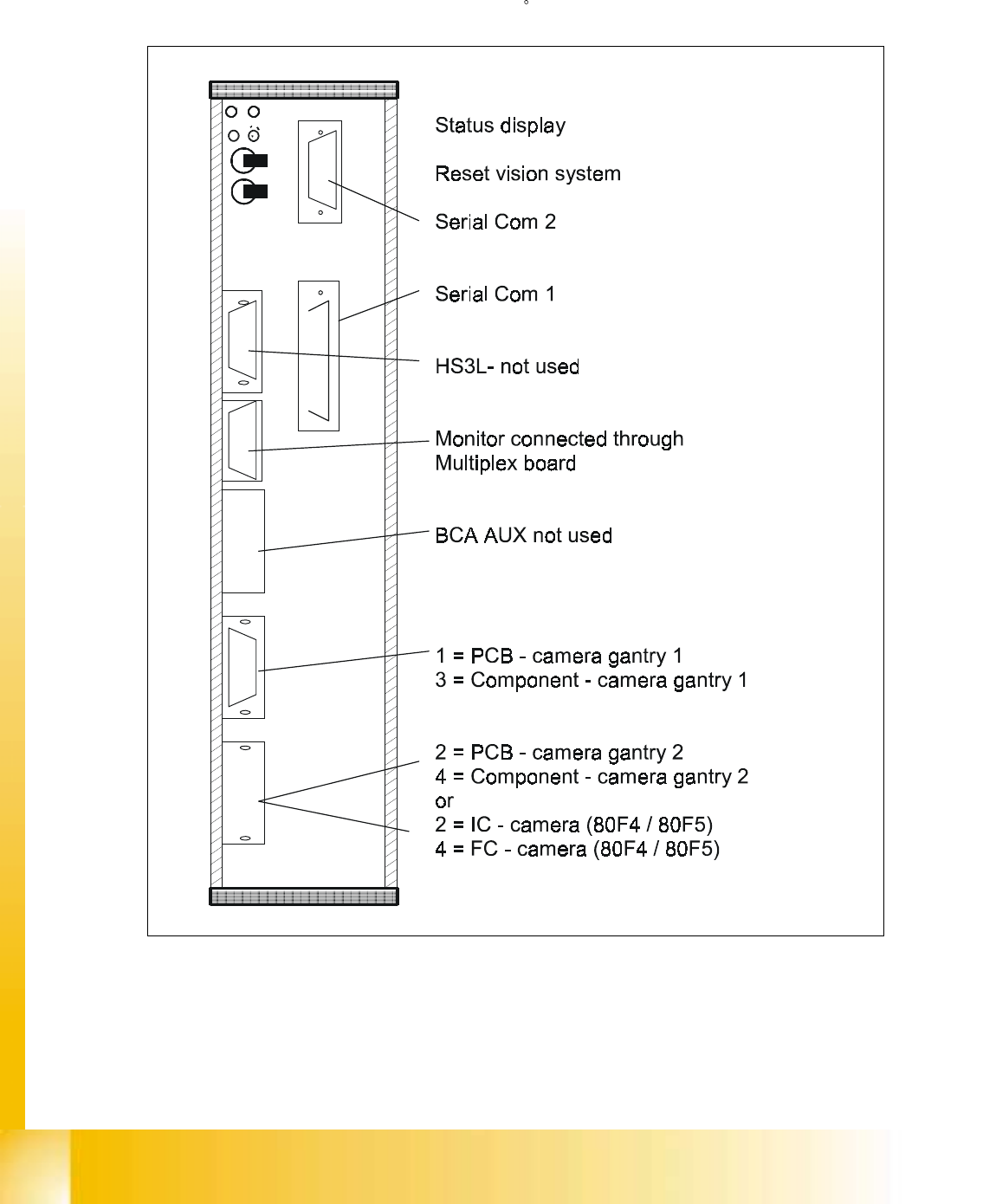
2.5.8 MVS 340 80S 23 / 80F5 / F5 DCA / HS50 视觉系统
视觉系统 视觉系统
视觉系统
升级的快速视觉系统与 MVS 200 具有相同的功能
Fig. 2.5 - 7 MVS 340
视觉系统
S 20 系列维修培训指南 I 2000 年 6 月版
2 综述
29
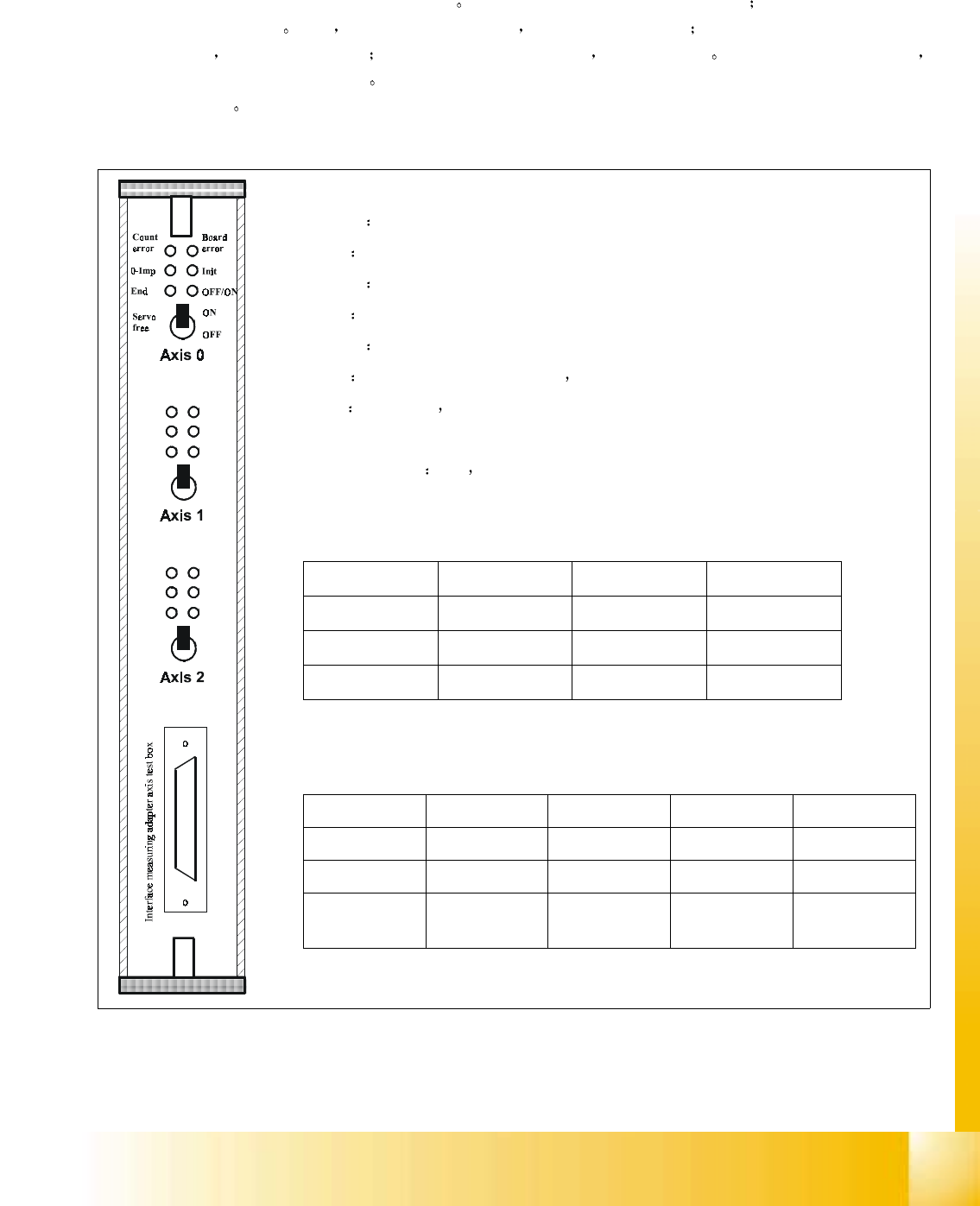
2.5.9 S 20 系列轴控制卡
系列轴控制卡系列轴控制卡
系列轴控制卡
轴控制卡可控制所有动力轴的运动 在一块轴控制卡上最多 可连接 3 根轴 这块卡直接与相应的
伺服板连接
因此 F4 和 F5 机器有 7 根轴 只需要 3 块轴控制卡
80S20 / 80 S23 机器有 10 根
轴
需要 4 块轴控制卡 而 HS 50 机器有 20 根轴的 则需要 7 块卡 所有的轴控制卡的正视图
显示和操作部件都相同
S-20 / F
4
/ F
5
是 166 型 CPU, S-23 / HS 50 和未来的 F
5
HM 是 167 型
CPU
Fig. 2.5 - 8 轴控制卡
发光二级管
发光二级管发光二级管
发光二级管
计数错误
轴的计算错误
卡故障 轴控制卡上硬件故障
同时闪光 下载显示 ( 只限于 S-23 / HS 50)
零脉冲 增量编码器读数头处于零脉冲区
终止信号 轴到达最终位置
初始化 在回参考点开始寻找零脉冲时 打开
开 / 关 伺服板工作 轴电动机上加电压
开关
开关开关
开关
伺服开关 开 / 关 手动 伺服工作或不工作
SIPLACE F
4
/ F
5
地址
地址地址
地址
SIPLACE 80S-20 / S23 地址
地址地址
地址
轴控制卡 I 轴控制卡 II 轴控制卡 III
顶部
0 x 轴 3 z 轴 6z IC 头
中部
1 y 轴 4 dp 轴 7 d IC 头
底部
2 Star 旋转轴 5 未使用 8 未使用
轴控制卡
I
轴控制卡
II
轴控制卡
III
轴控制卡
IV
顶部
0 x G1 3 z G1 6 x G2 9 z G2
中部
1 y G1 4 dp G1 7 y G2 10 dp G2
底部
2
Star 旋转轴
G1
5
未使用
8
Star 旋转轴
G2
11
未使用
2000 年 6 月版 S 20 系列维修培训指南 I
2 综述
30
所有的轴控制卡配置完全相同 单根轴的编码取 决于其在控制单元中 的位置 无需 80S15 和 80F3
使用的 Dip 开关
注意
唯一的例外是 Star 旋转轴
它需要一块额外的插在轴控制 卡的子板 VC 控制器 该子板用作
Star 旋转轴的伺服控制器
为了插入 / 取出轴测试盒 还需要一个适配卡 并非一定 ON/OFF 开 / 关 机器