S 20 Series Maintenance I.pdf - 第375页
2000 年 6 月版 S 2 0 系列维修培训指南 I 8 校准 26 8.6 8.6 8.6 8.6 零 点修 正 零 点修 正 零 点修 正 零 点修 正 8.6. 1 8.6. 1 8.6. 1 8.6. 1 星形旋转轴零 点修 正 星形旋转轴零 点修 正 星形旋转轴零 点修 正 星形旋转轴零 点修 正 1 . 按 压 主菜单上 旋转 头图标 8 现 在屏幕显示应出 现 如下视图 Fig. 8.6 - 1 RV 头功能视图 2.…
S 20 系列维修培训指南 I 2000 年 6 月版
8 校准
25
8.5
8.58.5
8.5 校准工作前的准备
校准工作前的准备校准工作前的准备
校准工作前的准备
在主视图上点击 Overall reference run
Overall reference runOverall reference run
Overall reference run 全面回参考点 按钮 使所有的悬臂和轴进
行回参考点
确保吸嘴安装在所有的 中心 旋转头的吸嘴读数盘中 即
756 型吸嘴在12 吸嘴旋转头
720 型吸嘴在 6 吸嘴旋转头
以及一个 417 型吸嘴在 SIPLACE 80F
4
/80F
5
的 IC 头
8
注意
当进行机器校准时 当前不需要的悬臂会自动 移走至停放位置 8
88
8
把校准工具放到 校准件安放槽 中
注意
校准工具必须绝对没有污渍并要放入 校准件安放槽 中 带有基准标记的构件面朝下 8
88
8
在主视图上选择要求的悬臂 可用点击相应图 标的办法
注意
如果校准活动使用
Calibrate machine...
校准机器 功能来进行 选择悬臂就不需要
了
8
2000 年 6 月版 S 20 系列维修培训指南 I
8 校准
26
8.6
8.68.6
8.6 零点修正
零点修正零点修正
零点修正
8.6.1
8.6.18.6.1
8.6.1 星形旋转轴零点修正
星形旋转轴零点修正星形旋转轴零点修正
星形旋转轴零点修正
1. 按压主菜单上旋转头图标
8
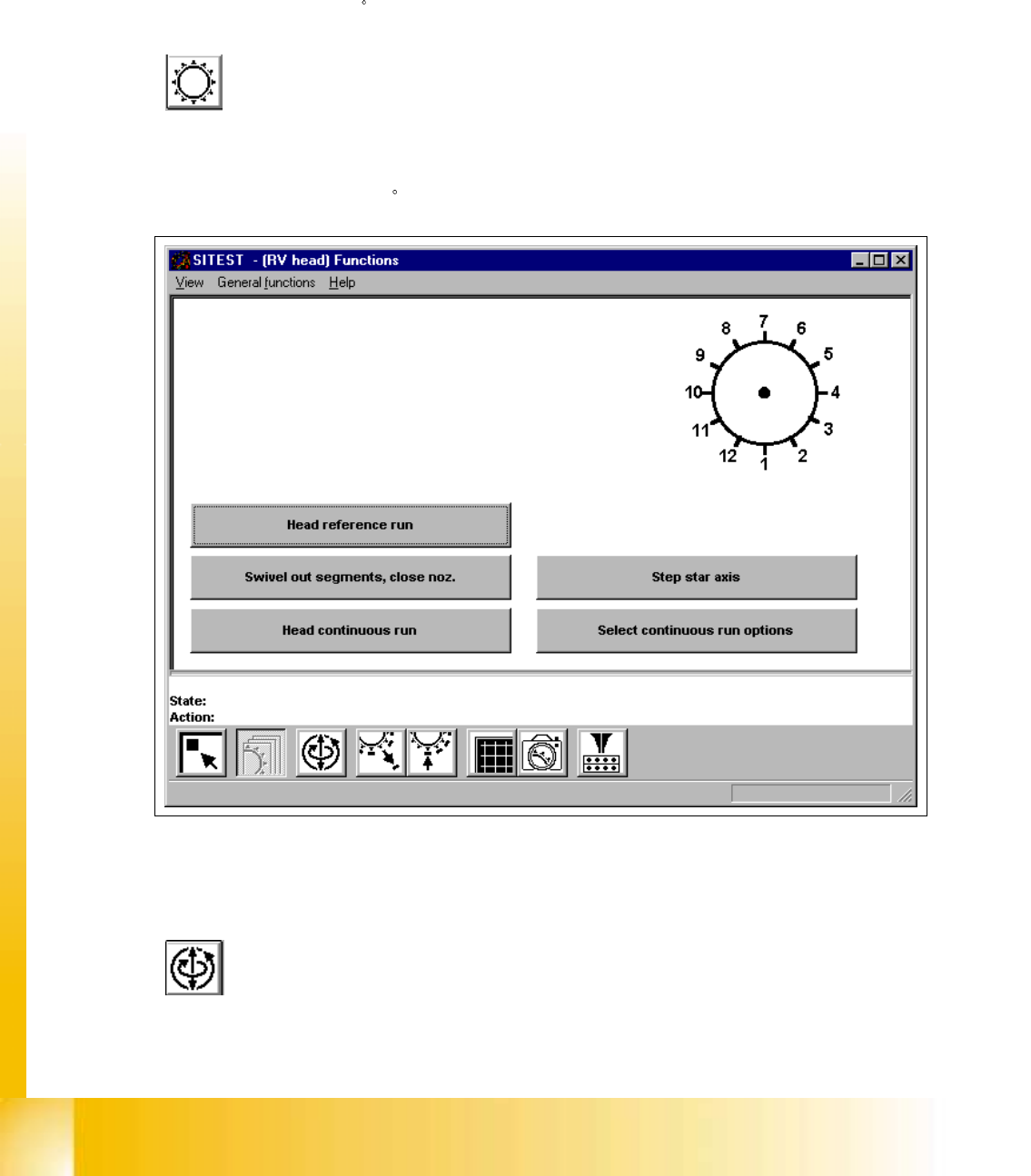
现在屏幕显示应出现如下视图
Fig. 8.6 - 1 RV
头功能视图
2. 按压轴功能图标
S 20 系列维修培训指南 I 2000 年 6 月版
8 校准
27
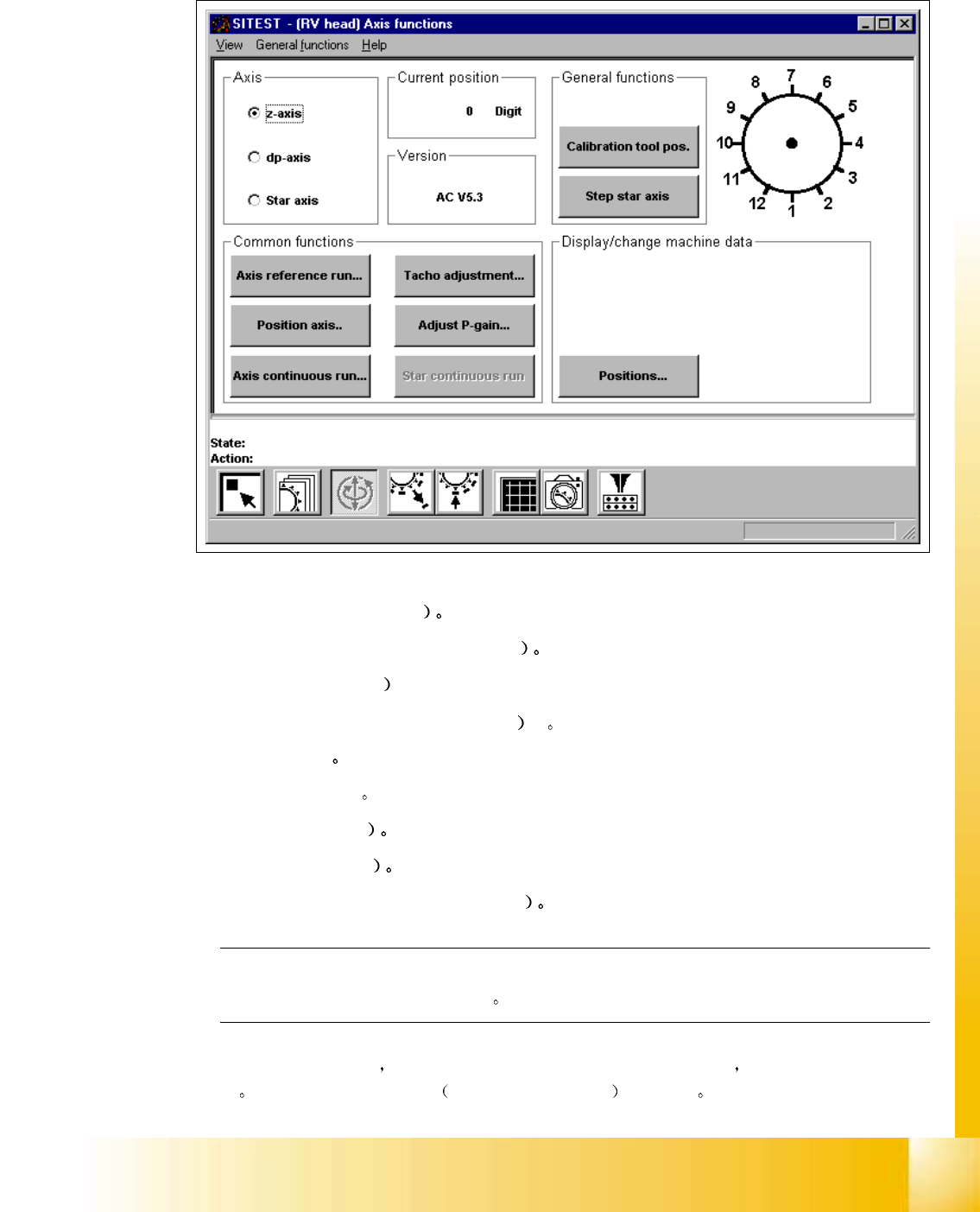
屏幕下面现在应出现
屏幕下面现在应出现屏幕下面现在应出现
屏幕下面现在应出现
Fig. 8.6 - 2 RV
头轴功能视图
3. 选择 S
SS
Star axis(star 旋转轴
旋转轴旋转轴
旋转轴
4. 选择 Aixs Reference Run( 轴回参考点
轴回参考点轴回参考点
轴回参考点
5. 选择 Positions( 位置
位置位置
位置
6. 点击 Zero Point Correction( 零点修正
零点修正零点修正
零点修正
7. 按压 Edit 编辑
编辑编辑
编辑
8. 键入 0 作为修正值
9. 选择 Accept ( 接受
接受接受
接受
10. 选择 Accept ( 接 受
接受接受
接受
11. 选择 Aixs Reference Run( 轴回参考点
轴回参考点轴回参考点
轴回参考点
注意
现在光栅尺的零脉冲处于读数头 上 8
88
8
12.关闭Star旋转轴伺服
拆除段位器1的吸嘴读数头并转动Star旋转轴 所以段位器1处于贴片位
置
把 Star axis ZPC tool Star 旋转轴 ZPC 工具 装到头上