S 20 Series Maintenance I.pdf - 第145页
S 20 系列维修培训指南 I 2000 年 6 月版 3 机器回参考点 5 3 3 3 3 机器回参考点 机器回参考点 机器回参考点 机器回参考点 3. 1 3. 1 3. 1 3. 1 机器回参考点原则 机器回参考点原则 机器回参考点原则 机器回参考点原则 首先 回参考点对所有旋转头的 步进电机进行 初始化 其次 调至零脉冲 而后至零点校正值 以便旋转头轴回参考 点 同时 dp X Y 轴也回参考点 S-20 / S-23 机器的旋…

1 - 4
目录 培训资料
2000 年 6 月版
4

S 20 系列维修培训指南 I 2000 年 6 月版
3 机器回参考点
5
3
33
3 机器回参考点
机器回参考点机器回参考点
机器回参考点
3.1
3.13.1
3.1 机器回参考点原则
机器回参考点原则机器回参考点原则
机器回参考点原则
首先 回参考点对所有旋转头的步进电机进行 初始化 其次 调至零脉冲 而后至零点校正值
以便旋转头轴回参考点 同时 dp X Y 轴也回参考点
S-20 / S-23 机器的旋转头和悬臂同时回参考点 然后运动至其各自 的弃料盒 进行真空测试
对于 F4 / F5, 拾取和贴片头 Z 和 d 轴的回参考点与收集和贴片头 Z 轴和 Star 旋转轴同时进行
当进行真空检验时 会出现以下几种情况 首先 dp 轴把所有段位器转到 0 参考点 然后弃料马
达关闭段位器阀门
使空气轻吹吸嘴以清除任何沾污 物 在贴片位置先测量闭合阀门的 真空级别
待贴片马达打开阀门后 再测量开启吸嘴时 的真空级别 显然 所有段位器闭合情况的测试结
果几乎相同 , 这是因为测试结果取决于阀门情况
开启位置的测试结果取决于吸 嘴的尺寸和情
况
对于 S20/S23 机器 双个悬臂的真空测试同时进行 对于 F4/F5 机器 还要为安装 IC 吸嘴进
行吹气试验
在吸嘴长度检查期间 对于每个吸嘴相对于固 定传送轨的 Z 长度 , 轮流进行测量 1 号段位器的
测量结果始终是零
因为这一结果将做为参考点 其它所有吸嘴的 最大公差是 +/-0.4 mm 测试
结果有助于优化所有元件拾取和 贴片的高度
对于 S20/S23 由于两个悬臂在相同的位置进行测
试
所以测试可依次进行 对于所有的 x9x 吸嘴 ( 特殊吸嘴 ) 不进行长度校核 如果 1 号段位器
有一个吸嘴安错
所有其它 11 个段位器都会出现差错 对于 F4/F5 机器 , 也测试安装的 IC 吸嘴
的长度
2000 年 6 月版 S 20 系列维修培训指南 I
3 机器回参考点
6
3.1.1
3.1.13.1.1
3.1.1 回参考点程序
回参考点程序回参考点程序
回参考点程序
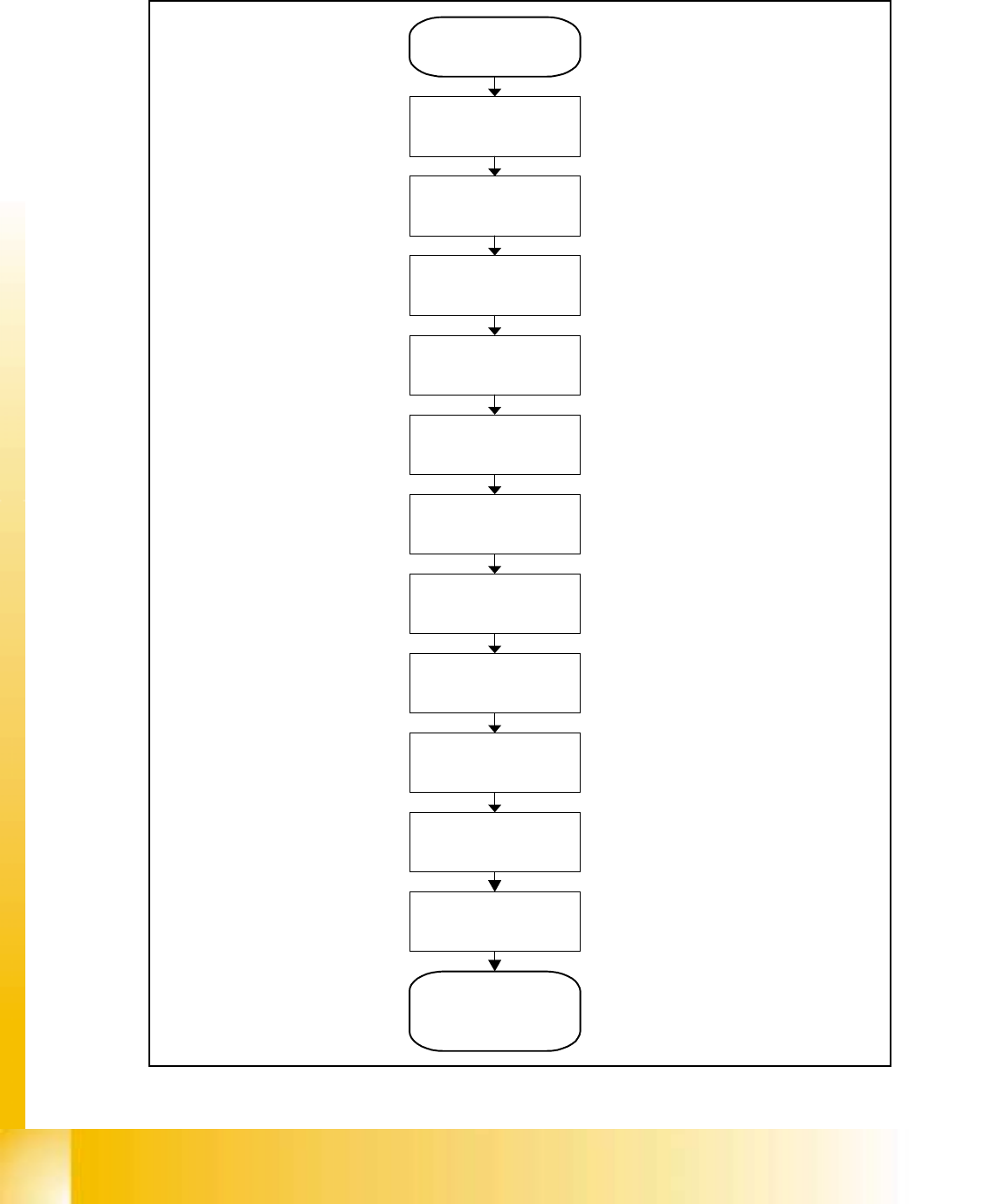
Fig. 3.1 - 1 回参考点
Press Start
Button
Initialise all
stepper motors
Z axis pre -
reference
Star axis
reference
Z axis
completes
reference
Dp axis
reference
X & Y axis
reference
X & Y axis
move to reject
box
Vacuum
measured for
all segments
X & Y axis
move above
fixed rail
Nozzle length
measured for
all segments
X & Y axis
move to
waiting
position
Transport-
system
Reference