S 20 Series Maintenance I.pdf - 第205页
S 20 系列维修培训指南 I 2000 年 6 月版 5 旋转头 33 5.2 5.2 5.2 5.2 真空 测量 真空 测量 真空 测量 真空 测量 5.2. 1 5.2. 1 5.2. 1 5.2. 1回 参考 点过程中的真空 测量 和计算 回 参考 点过程中的真空 测量 和计算 回 参考 点过程中的真空 测量 和计算 回 参考 点过程中的真空 测量 和计算 Fig. 5.2 - 1回 参考 点过程 中的真空 测量 和计算 1 .…

2000 年 6 月版 S 20 系列维修培训指南 I
5 旋转头
32
5.1.29
5.1.295.1.29
5.1.29 吸嘴光学扫描
吸嘴光学扫描吸嘴光学扫描
吸嘴光学扫描
1. 放置第一块板后 吸嘴扫描就开始了
所有在 SCANPARA.MA 中提到的吸嘴都用元件照相机测量 如 901,904,911,914,925 吸嘴
如果上面有亮点 且具有一定的尺寸和亮度 机器就显示 吸嘴段位器 ... 磨损不能再用
或已污染
2. 由于元件偏移和元件最小高 度
微型吸嘴可以接触焊剂或粘结剂
3. 每个段位器的元件数量 旋转周期的数量 应按照用户加工需要进行调整 下一个吸嘴扫描
将根据这一数量进行
这项检查总是在 PCB 操作完成后再进行
4. 其它选项
这并非是一个严重的差错 机器只显示差错但不停机
S 20 系列维修培训指南 I 2000 年 6 月版
5 旋转头
33
5.2
5.25.2
5.2 真空测量
真空测量真空测量
真空测量
5.2.1
5.2.15.2.1
5.2.1回参考点过程中的真空测量和计算
回参考点过程中的真空测量和计算回参考点过程中的真空测量和计算
回参考点过程中的真空测量和计算
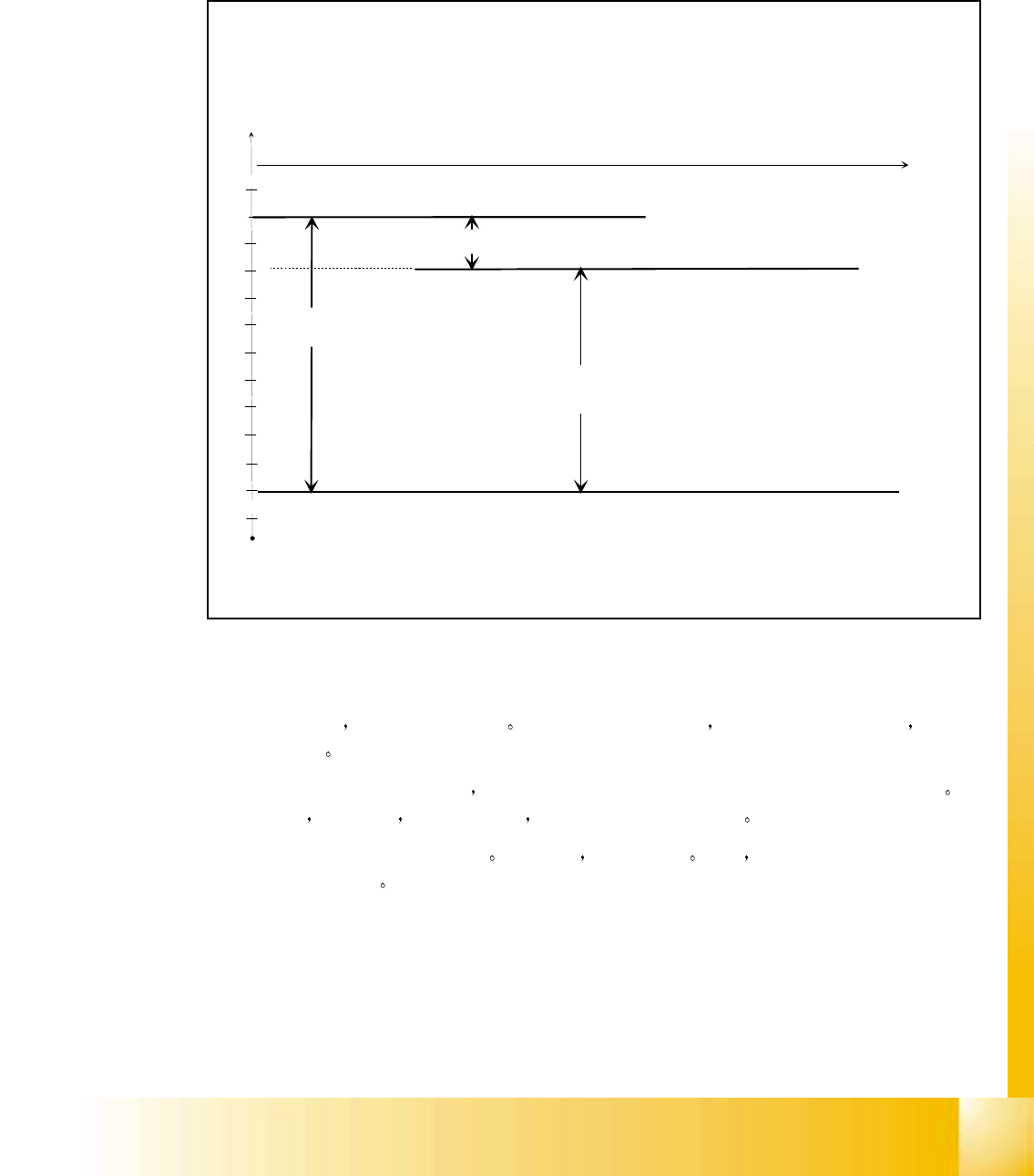
Fig. 5.2 - 1回参考点过程中的真空测量和计算
1. 在回参考点时 进行两次真空测量 第一次是关闭时的数值 第二次是开启时的数值 此时空
气通过吸嘴
2. 关闭时的数值取决于环境压力 而环境压力依当地气候条件和海拔高度的 不同而差别很大 一
般情况下
海拔越高 环境压力越低 所以关闭时的真空也越低
3. 开启值取决于吸嘴的尺寸和类型 吸嘴越小 开启值越大 同样 沾有污物或被堵住的吸嘴开
启时的数值也很大
-700
-720
-740
-760
-780
-800
-820
-840
-860
-880
-900
0
t
maximum vacuum
Vacuum nozzle closed
Vacuum nozzle open
The difference in the results of the
2 vacuum measurements should larger
than the minimum value from LC.
Environment pressure
20% for reject
80 % for acceptance
at vacuum check
Threshold = (vac. closed -vac. open)x0.2 + vac. open
Pressure difference nozzle - inside -> environment

2000 年 6 月版 S 20 系列维修培训指南 I
5 旋转头
34
4. 吸嘴开启和关闭时的差值为最小值 由线控计算机产生 的 ideal.MA 预先确定 吸嘴类型不同
该数值也不同 例如 对于 714 704 914 和 904 的吸嘴 此值为 120 毫巴 如果不能达到此
数值
就会出现故障信息 开启 / 关闭的间隔不够
5. 此时 元件合格的临界值就确定了 在此例中 开启值为 700 毫巴 关闭值为 900 毫巴 具
体计算如下所示
临界值 = (900( 关闭 ) - 700( 开启 )) x 0.2 + 700( 开启 )
= 200 x 0.2 + 700
= 740