S 20 Series Maintenance I.pdf - 第132页
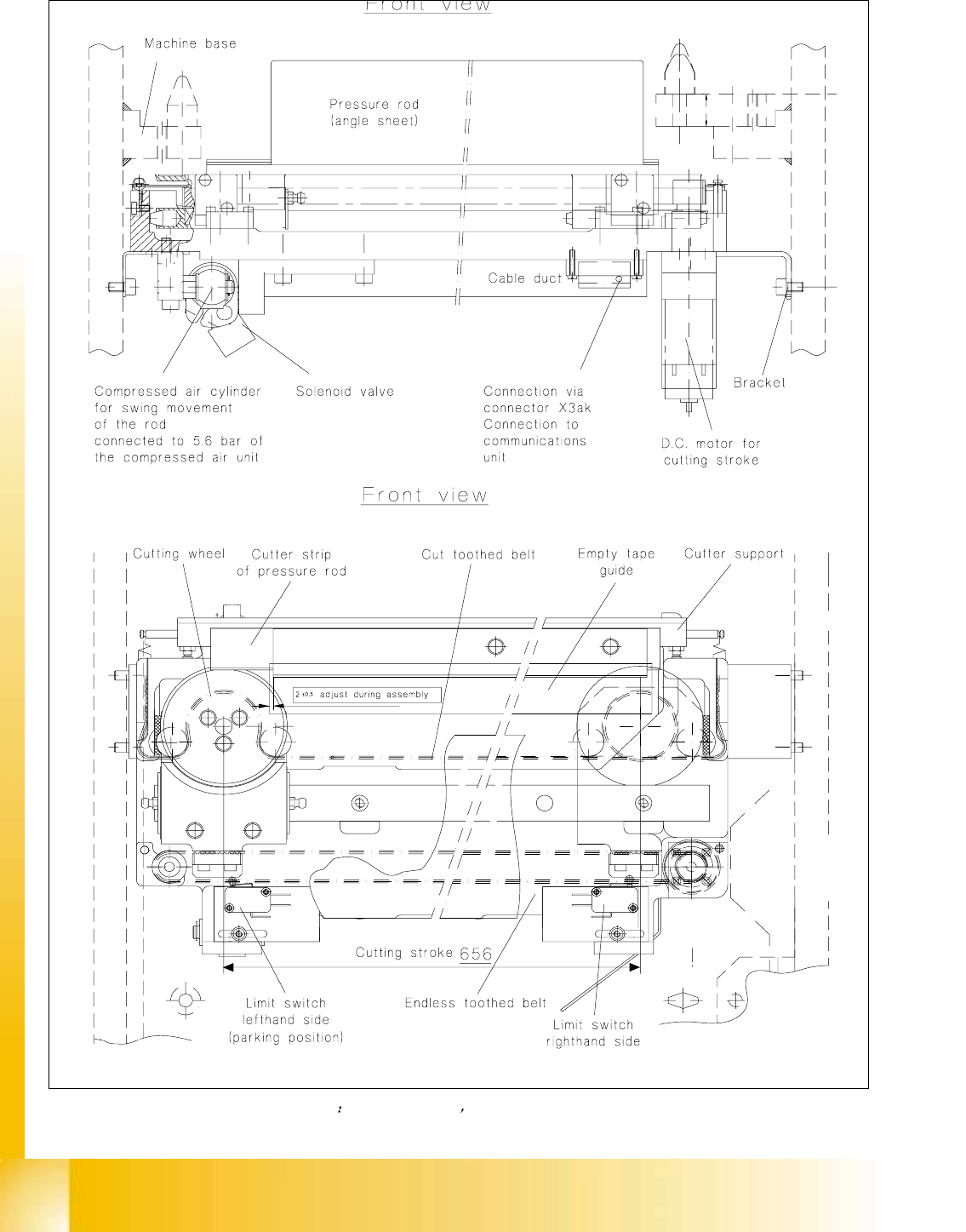
2000 年 6 月版 S 20 系列维修培训指南 I 2 综述 74 Fig. 2.16 - 1 空 料带 切割 装置 安装在机器 基 座上 结构 和连 接

S 20 系列维修培训指南 I 2000 年 6 月版
2 综述
73
2.16.1.2
2.16.1.22.16.1.2
2.16.1.2 工作顺序
工作顺序工作顺序
工作顺序
!
机器开动后 ( 压缩空气供气 直流电机未动作 ) 压力杆从空料带槽摆出 → 在供料器组件的工
作循环期间
空料带会滑入空料带槽中
!
( 目前 ) 每个第 4 条输送带的工作循环后 空料带切割装置的电机就开动 气缸处的电磁阀也同
时动作
!
气缸为零压力 → 两个拉力 弹簧使压力杆摆入 → 带 割刀轮子的托架行至右方 (= 切割行程 )→
空料带被切开
!
当切割行程 (656mm)终止时 托架启动了 右侧的限位开关 → 电机的旋转方向改变→ 托架 回到
起始位置
又触发了左侧的限位开关 (= 停止位置 ) → 电机电流被切断 → 电磁阀换向 , 气缸
后退 → 压力杆 ( 角钢截面 ) 摆出并松开了空料带
空料带随后落入废料容器中
!
重复以上步骤 ( 从第 2 段开始 )
2000 年 6 月版 S 20 系列维修培训指南 I
2 综述
74
Fig. 2.16 - 1
空料带切割装置 安装在机器基座上 结构和连接
S 20 系列维修培训指南 I 2000 年 6 月版
2 综述
75
2.16.2
2.16.22.16.2
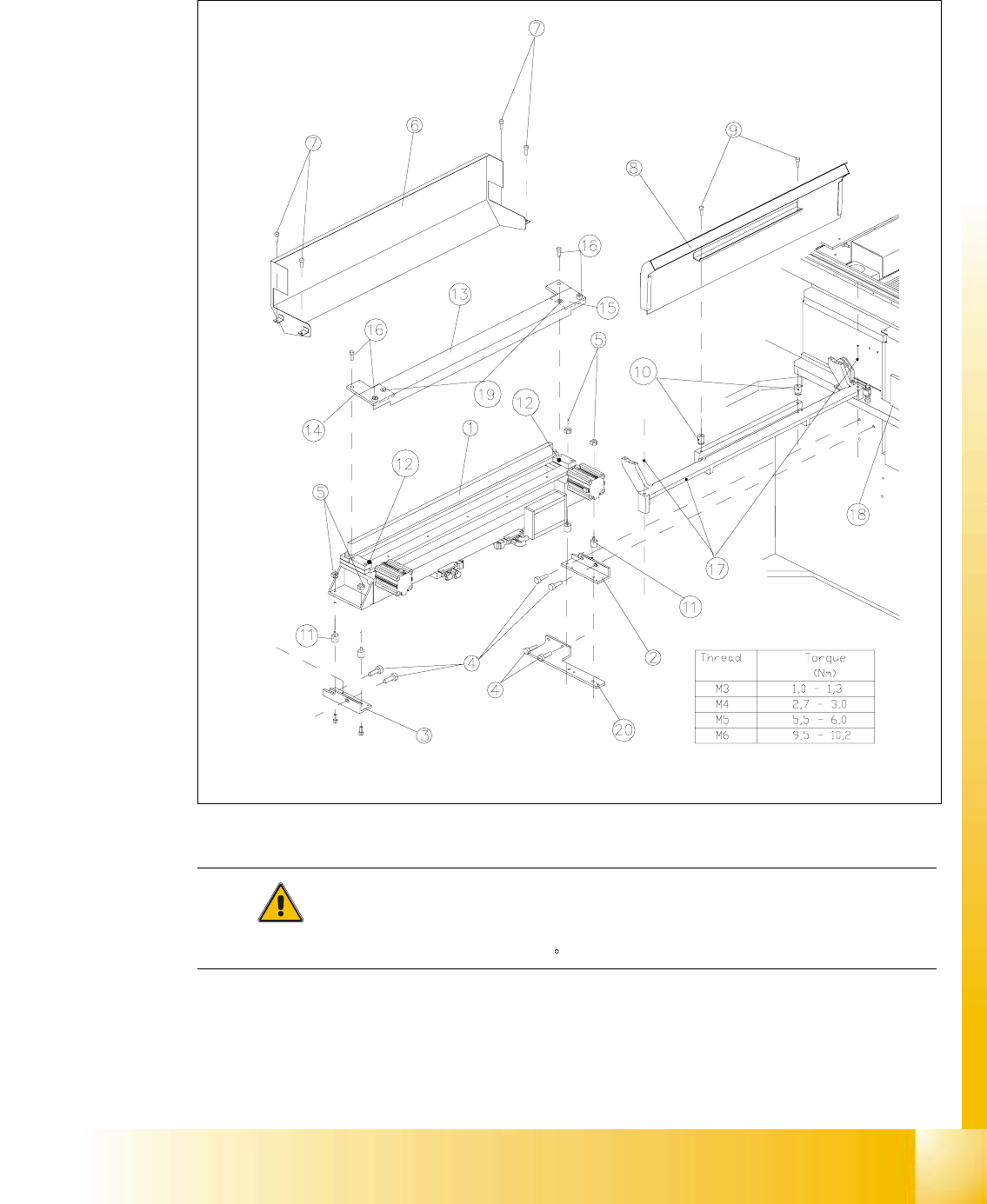
2.16.2 空料带切割装置 ( 新型 - 气动割刀 )
空料带切割装置 ( 新型 - 气动割刀 )空料带切割装置 ( 新型 - 气动割刀 )
空料带切割装置 ( 新型 - 气动割刀 )
Fig. 2.16 - 2 气动割刀 03 型和空料带槽 02 型的全视图
注意
把螺钉拧紧到正确的扭矩 -> 见图 2.4.3 中的表